(Л
4:
Ю
ери г. г
1
Изобретение относится к машиностроению и может быть использовано в устройствах для обработки торцов труб из термопластов, преимущественно малого и среднего диаметров в труднодоступных местах перед сваркой.
Целью изобретения является повышение производительности устройства путем обеспечения одновременной обработки обоих торцов свариваемых труб.
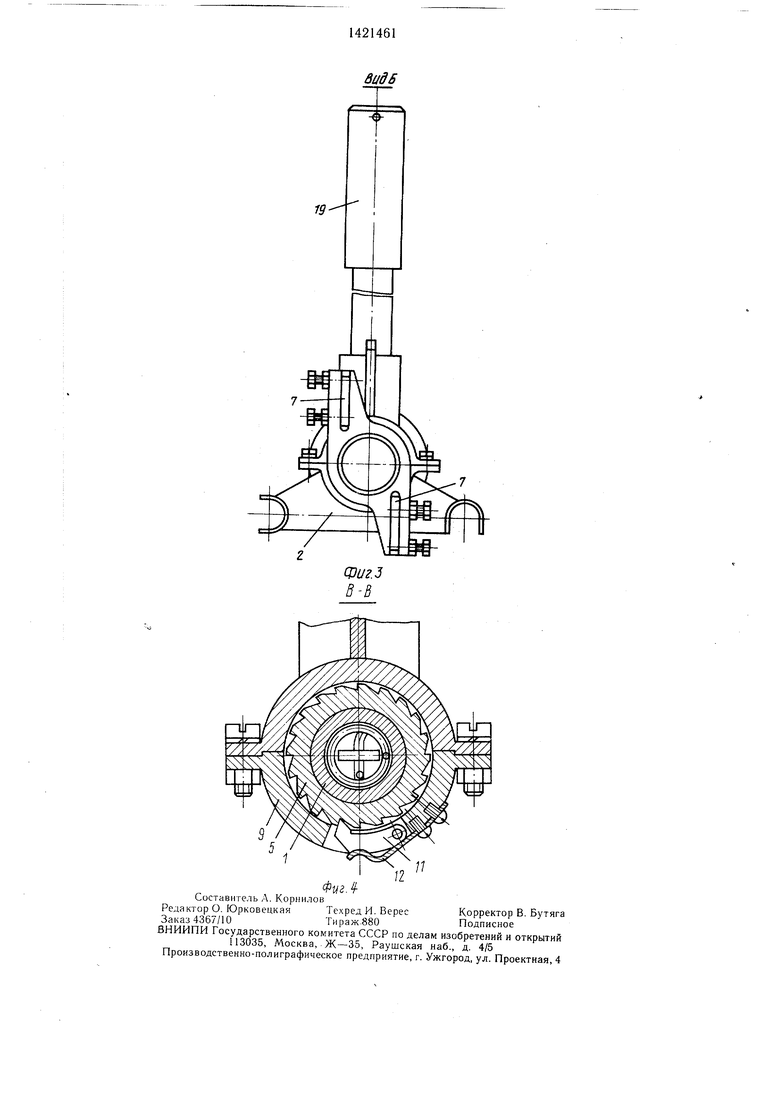
На фиг. 1 показано устройство для обработки торцов труб, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство для обработки торцов труб содержит полый корпус 1 с опорой 2, которую устанавливают на раму 3 устройства для сварки. На полом корпусе 1 установлено приспособление круговой подачи резцов в виде подвижно размещенных храповых колес 4 и 5, на которых закреплены резцедержатели 6 с резцами 7. На храповых колесах 4 и 5 расположены разъемные хомуты 8 и 9, соединенные с рукояткой 10.
На разъемных хомутах 9 закреплены храповые собачки 11, взаимодействующие с храповыми колесами 4 и 5 и подпружиненные пружиной 12. В полом корпусе 1 размещена пружина 13, соединенная с крышками 14, поджимающими храповые колеса 4 и 5. На корпусе 1 также установлен механизм осевой подачи резцов 7, выполненный в виде закрепленных на храповых колесах 4 и 5 распорных дисков 15 и размещенной между ними конической втулки 16 с резьбой на внутренней части. Втулка 16 размещена внутри рукоятки 10 и соединена с ней винтом 17.
Втулка 16 соединена также с размещенным в ней винтом 18. На свободном конце рукоятки 10 установлен стакан 19, соединенный штифтом 20 с винтом 18 и являющийся ручкой привода поворота винта 18.
К устройству для обработки торцов труб, установленному на раме 3 устройства для их сварки, торцы обрабатываемых труб подводятся с помощью подвижного хомута 21 с рычагом 22 и неподвижного хомута 23.
Устройство работает следующим образом.
Раму 3 сварного устройства помещают в месте стыка труб и на его штанги устанавливают устройство для обработки торцов
труб. Рычагом 22 с помощью хомутов 21 и 23 подводят к нему торцы труб. Вращением стакана 19 с винтом 18 перемещают коническую втулку 16, которая своим 5 конусом раздвигает распорные диски 15, связанные с храповыми колесами 4 и 5.
Последние перемещаются по корпусу 1 вдоль его оси вместе с резцедержателями 6 с резцами 7 до врезания их в торцы обрабатываемых труб (осевая пода ча). Затем сообщают возвратно-вращательное движение рукоятке 10, при этом храповые колеса 4 и 5 взаимодействуют с подпружиненными храповыми собачками 11 разъемных хомутов 8 и 9 и передают враг щательное движение закрепленным на них в резцедержателях 6 резцам 7 (круковая подача) . Резцы 7, перемещаясь по торцу трубы, обрабатывают одновременно две подготавливаемые к сварке трубы.
По окончании обработки торцов резцедер0 жатели 6 с резцами 7 приводятся в исходное положение, для чего вращают стакан 19 в обратном направлении.
Под действием пружины 13, размещенной в полости корпуса 1, и крышек 14 храповые колеса 4 и 5 возвращаются в исходное положение. Устройство снимается с рамы 3. Трубы готовы для нагрева и сварки.
Формула изобретения
Q Устройство для обработки торцов труб, содержащее полый корпус, на котором смонтированы привод круговой подачи резцов, выполненный в виде храпового колеса, установленного в корпусе с возможностью вращения посредством храповых собачек, рас- с положенных на рукоятке, в полости которой размещен стержень, на одном конце стержня закреплен стакан, а на другом выполнена резьба, на которой установлена коническая втулка, а также механизм осевой подачи резцов, отличающееся тем, что, с целью 0 повыщения производительности, устройство снабжено вторым храповым колесом, установленным в корпусе соосно с первым и подпружиненным относительно него, а механизм осевой подачи выполнен в виде за- с крепленных на смежных торцах храповых колес двух конических фланцев, имеющих возможность взаимодействия с конической втулкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1997 |
|
RU2128277C1 |
| Приспособление для снятия фасок | 1980 |
|
SU942893A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НАСОСНЫХ ШТАНГ | 2000 |
|
RU2174897C2 |
| Устройство для резки труб | 1986 |
|
SU1450935A1 |
| Устройство для нарезания резьбы и ОТРЕзКи ТРуб | 1977 |
|
SU812445A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для автоматического нарезания внутренней резьбы | 1972 |
|
SU477795A1 |
| Устройство для механической обработки труднообрабатываемых материалов | 1981 |
|
SU1025470A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2007 |
|
RU2353482C1 |
| Устройство для подачи режущего инструмента | 1975 |
|
SU764866A1 |

Изобретение относится к области машиностроения и может быть использовано в устройствах для обработки труб из термопластов, преимущественно малого и среднего диаметров в труднодоступных местах перед сваркой. Целью изобретения является повышение производительности устройства путем обеспечения одновременной обработки обоих торцов свариваемых труб. При совершении качательного движения рукояткой 10 через собачки вращение передается на храповые колеса 4 и 5. Резцы 7 совершают движение вращения (круговая подача) относительно торцов обрабатываемой трубы. Для сообщения резцам осевой подачи вращают стакан 19. Движение вращения через винт 18 передается на коническую втулку 16, которая, перемещаясь по резьбовой части винта 18, через конические фланцы раздвигает храповые колеса 4 и 5, сообщая тем самым резцам 7 осевую подачу. 4 ил. с S
Фиг. 1
19
Фмг.
Составитель А. Корнилов
Редактор О. ЮрковецкаяТехред И. Вере
Заказ 4367/10Тираж 880
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга Подписное
//
Корректор В. Бутяга Подписное
| Приспособление для снятия фасок | 1980 |
|
SU942893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
