Изобретение относится к устройствам автоматического управления обжигом цементного клинкера во вращающейся печи, работающей по мокрому способу, с использованием температур материала и 1 13овог,) потока, измеряемых по длине печи.
Известные устройства пе дают возможности с необходимой точностью стабилизировать качество обжига клинкера и обеспечить длительную, устойчивую работу больншх вращающихся печей с автоматическим управлением.
В описываемом устройстве эти недостатки устранены тем, что измерители темперагур отходящих газов зоны кальцинирования и зоны спекания связаны с регуляторами, управляющими исполнительными механизмами подачи топлива и воздуха, и сблокированы между собой таким образом, что при нарушении протекания процесса в последующей по ходу движения материала зоне печи соответственно изменяется температурный в предыдущей зоне печи.
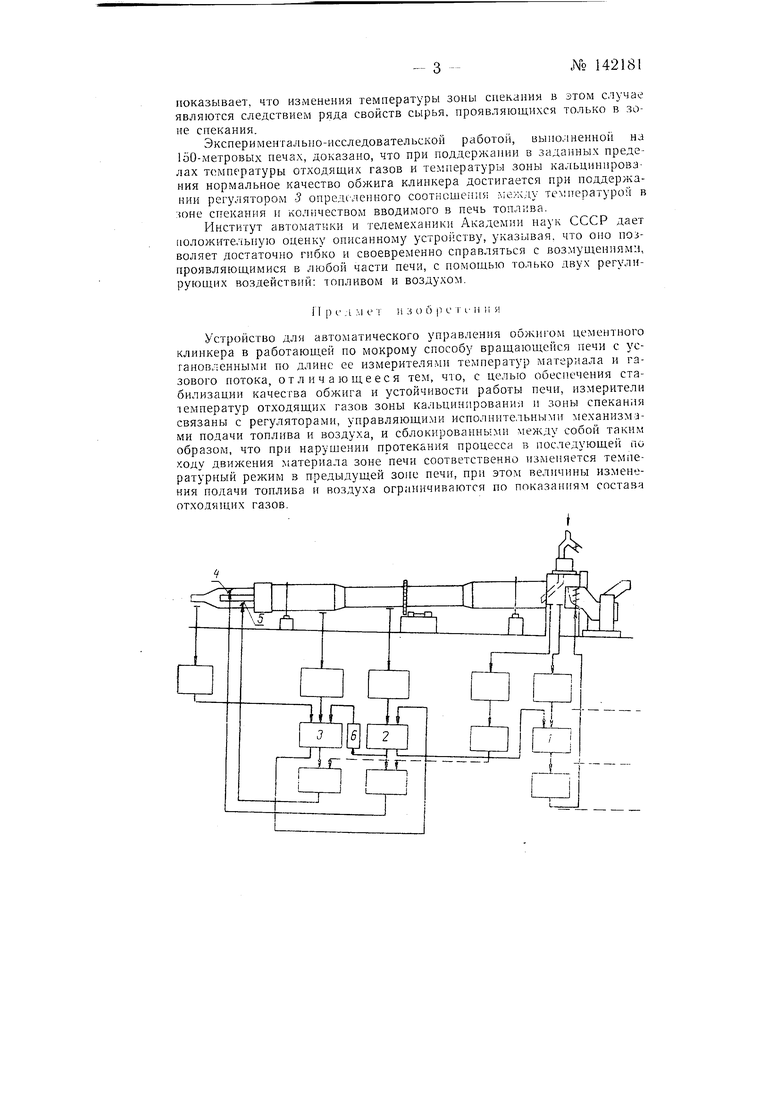
На чертеже схематически привелтен блок системы автоматическог-з регулирования процесса обжига клинкера.
Система автоматического регулирования состоит из регулятора / гемнературы отходящих газов, регулятора 2 температуры в зоне кальцинирования, регулятора 3 температуры в зоне спекания. Датчиками регуляторов 7 и 2 являются термопары, датчиком регулятора 3 является радиационный пирометр.
Регулирующим органом регулятора / является, например, шибер z.biMOCoca или иной конструктивный элемент дымососа, позволяюи1 и | изменять разрежение, создаваемое вентилятором. Регулирующими органами регуляторов 2 и 3 являются газовые заслонки форсунок 4 и J на трубопроводах газа.
№ 142181- 2 Указр(,е уляторы соединены между собой связями, посредством которых осуществляется необходимое управление.
Система регулирования работает следующим образом.
Устанавливается начальные задания регуляторам по диапазонам температуры отходящих газов и температуры зоны кальцинирования, в пределах которых они должны удерживаться.
Регулятору 3 задается диапазон изменений температур в зонг спекания, в пределах которого регулятор осуществляет поддержание заданного соотношения температура - количество топлива.
Пределы диапазонов температур в основных технологических зонах печи устанавливаются, исходя из обеспечения нормального протекания процесса обжига при данных условиях.
При возмущениях процесса обжига клинкера, являющихся следствием изменения физико-химических свойств сырья, условий движении esro по печи и т. д., изменяются температурные параметры процессл обжига.
В случае изменения подготовки материала в зоне подсушки изменяется температура отходящих газов. При з ачительных изменениях режима подготовки материала, не могун их быть скомпенсированными в следующей по ходу сырья зоне кальцинирования, температура отходящих газов выйдет за заданный регулятору / допустимый диапазон ее изменений. Сработав, регулятор 1 изменит в соответствующую сторону (увеличит или уменьщит) тягу, создаваемую дымососом. Происходящее при этом изменение распределения тепла вдоль печи приведет к восстановлению необходимого диапазона изменений температуры отходящих газов.
Поддержание в заданных пределах температуры отходящих газэв стабилизирует подготовку сырья и в значительной мере препятствует распространению возмущений на последующие зоны печи.
При изменениях температуры .материала в зоне кальцинирования за установленные пределы исключается возможность нормального обжига материала в следующей по ходу сырья зоне спекания. В этом случае, при выходе температуры зоны кальцинирования за установленные для нее значения, регулятор 2 изменяет в соответствующую сторону количество топлива, подаваемого в печь через трубопровод форсунки 4. Одновременно регулятор 2 через переключатель 6 блокирует регулятор 3 с тем, чтобы последний не производил изменений топлива по форсунке Я в сторону, противоположную изменениям топлива по форсунке 4.
После восстановления заданного диапазона изменений температуры в зоне кальцинирования регулятором 2 восстанавливается прежний расход топлива по форсункам 4 и деблокируется регулятор 5.
Если с момента срабатывания регулятора 2 в течение некоторого заданного промежутка времени (обычно 1 -1,5 час) температура в зоне кальцинирования не восстанавливается, то это свидетельствует о невозможности при принятом режиме подготовки материала обеспечить необходимый режим в зоне кальцинирования. В этих случаях регулятор 2 изменяет задание по диапазону температуры .отходящих газов регулятору /, который и отрабатывает его, изменяя тягу.
Установление нового значения диапазона температуры отходящих газов, т. е. нового режима подготовки сырья, позволяет всегда обеспечить необходимый температурный режим в зоне кальцинирования.
При поддержании в заданных пределах температуры отходящих газов и температуры в зоне кальцинирования температура зоны спекания не остается постоянной и изменяется в некоторых пределах. Опыт