4
ю
00
to
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей холодной высадкой, например, гаек,
Цель изобретения - повышение производительности и качества получаемых деталей.
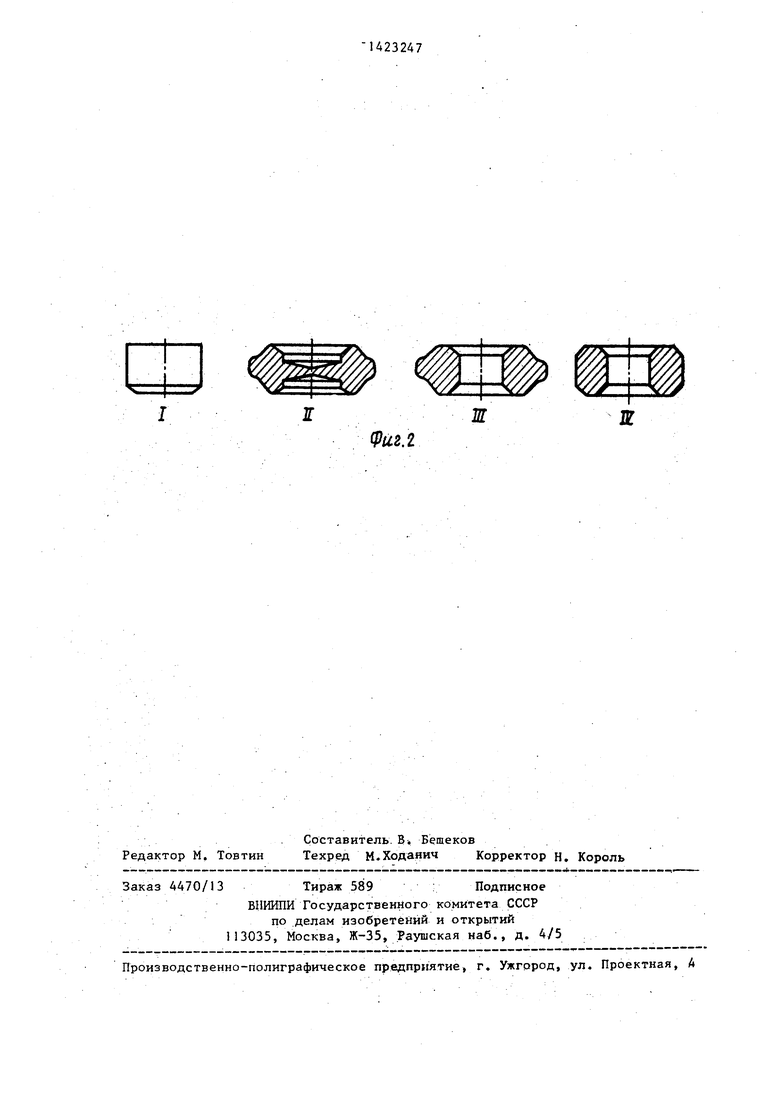
На фиг, 1 дан вариант получения . гайки за 5 технологических операций; на фиг. 2 - то же, за 4 технологические операции.
Способ осуществляется следующим образом. Исходную заготовку (вьдру) на I операции осаживают с формообра- зованием фаски с одной стороны, на II операции высаживают бочонок (цилиндр с расположенными с двух сторон большими фасками), на III операции заготовку вновь осаживают.с одновременным выдавливанием углублений под отверстие для нарезки резьбы, на IV операции производят прошивку отверстия под нарезку резьбы, на V операции обрезают шестигранник,
При другом варианте технологического процесса исходную заготовку (выдру) на I операции осаживают с формообразованием фаски с одной стороны, на II операции высаживают бо- чонок с одновременным совмещением выдавливания углублений для отвер- стия под нарезку резьбы, на III операции производят прошивку отверстия
О
под нарезку резьбы, на IV операции обрезают шестигранник.
Пример 1. Лля получения гайки Ml О берут исходн то заготовку (выдру) от гайки М20 с 019 мм и высотой h 8,4 мм: на I операции за- готовку осаживают на диаметр 01 9 , 5 мм и высоту-h 7,8 мм с формообразованием фаски с одной с -ороны; на II операции высаживают бочонок 020 мм и высотой h 7,4 мм; на III one- рации высаживают заготовку на диамет 021 мм и высоту h 8 мм. равную
5 0 5
О
Q 5
5
соте готовой гайки с одновременным выдавливанием углублений под отверстие для нарезки резьбы; на IV операции прошивают отверстие; на V операции производят обрезку шестигранника на размер под ключ, равный S 7 мм.,
Пример 2„ Для получения гайки Ml О берут исходную заготовку (вьщ- ру) от гайки М20 с мм и высотой h 8,4 мм: на I операции заготовку осаживают на диаметр 020 мМ и высоту h 7,4 мм с образованием фаски с одной стороны; на II операции производят высадку бочонка на диаметр 021 мм и высоту h 8 мм, равнуй высоте готовой гайки с одновременным выдавливанием углублений под отверстие для нарезки резьбы; на III операции прошивают отверстие для нарезки резьбы; на IV операции производят обрезку шестигранника на размер под ключ, равный мм,.
Формула изобретения
1.Способ изготовления гаек, заключающийся в деформировании цилиндрической заготовки, оформлении шестигранника и выдавливании углублений под отверстие, а также последующей прошивки отверстия, отличающийся тем, что, с целью повьш1е- ния производительности и качества получаемых деталей, первоначально производят выдавливание на цилиндрической заготовке углублений под отверстие и прошивку последнего, а шестигранник оформляют при обрезке полуфабриката.
2.Способ по п. 1, о т л и ч а - ю щ и и с я тем, что выдавливание углублений совмещают с высадкой бочонка в виде утолщения в срединной части заготовки.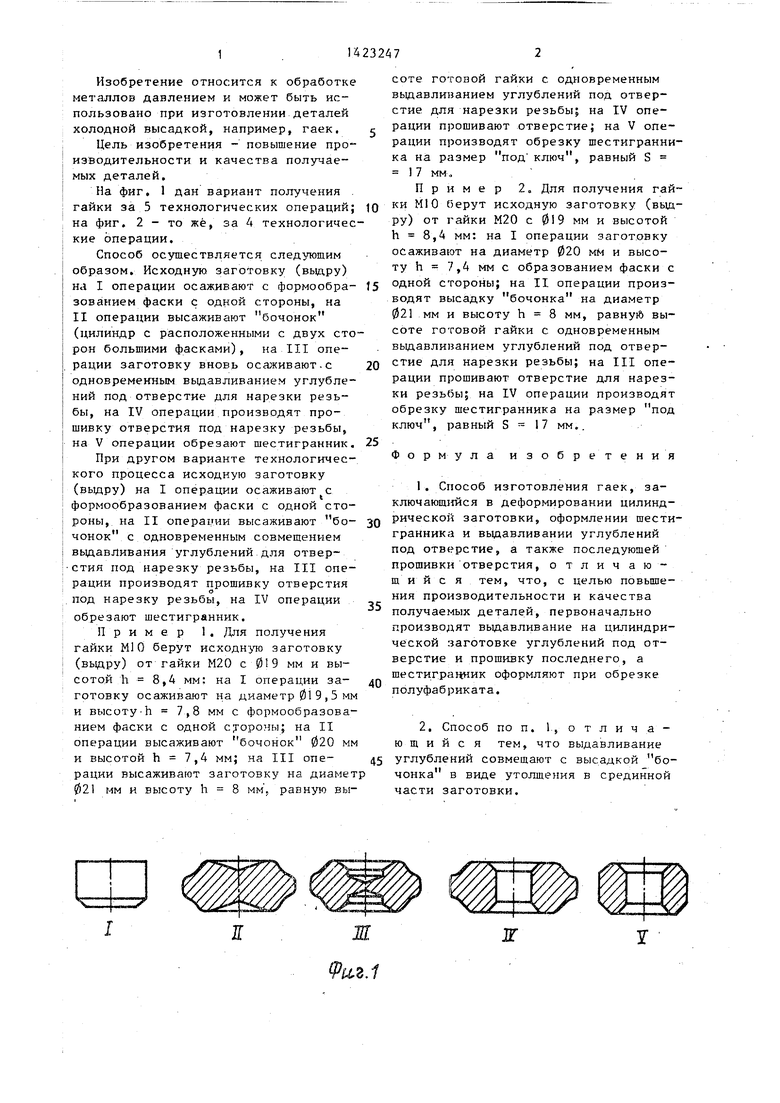
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прорезных гаек | 1988 |
|
SU1637931A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Способ изготовления гаек | 1981 |
|
SU1039634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| Способ Поспелова изготовления гаек | 1991 |
|
SU1814585A3 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
Изобретение относится к обработке металлов давлением и, в частности. к способам изготовления гаек холодной высадкой. Цель - повышение производительности и качества получаемых деталей. Первоначально производят выдавливание на цилиндрической за.готов- ке углублений под отверстие и прошивку последнего, а шестигранник гайки оформляют при обрезке полуфабриката, причем при выдавливании углублений под отверстие в срединной части заготовки высаживают утолтение в виде бочонка, что обеспечивает центрирование полуфабриката на всех последующих позициях его обработки. 1 3.п. ф-лы, 2 ил.
Iт
Фиг.2
Ж
