4
ьэ
00
ю
4
00
i
Изобретение относится к обработке, металлов давлением, а именно к способам формообразования деталей с внутренней резьбовой поверхностью.
Цель изобретения - снижение энергозатрат и повышение производительности процесса.
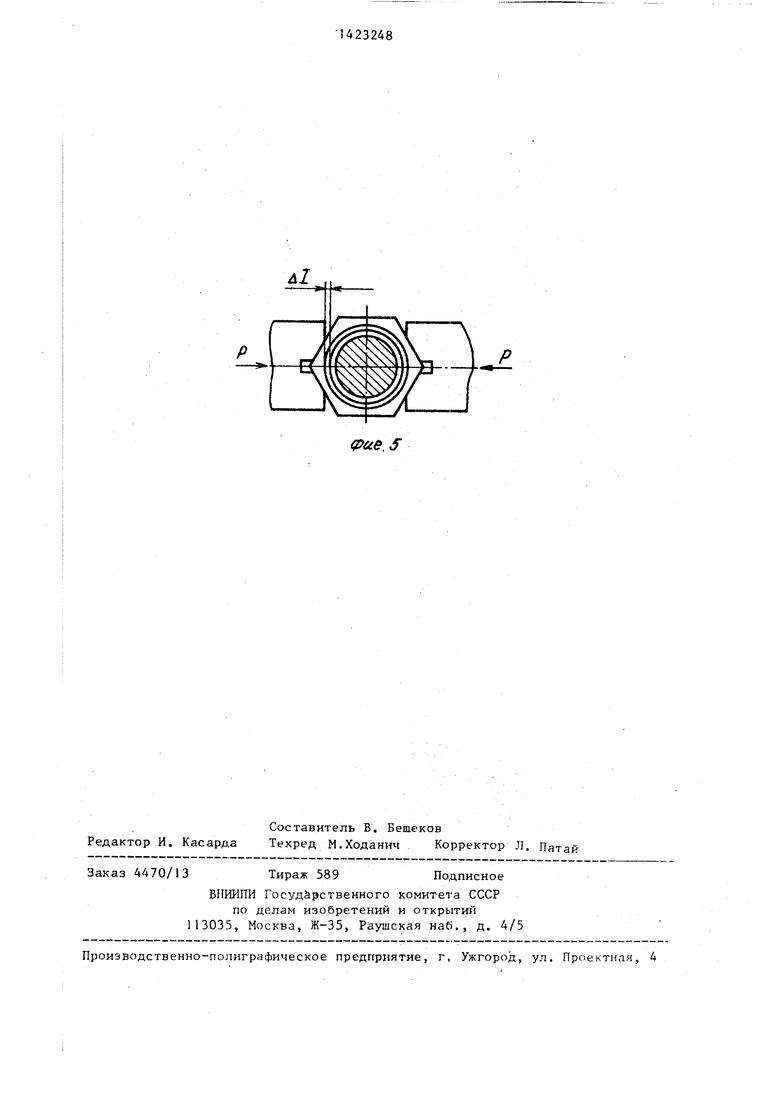
На фиг, 1 представлена начальная |Стадия штамповки; на фиг, 2 т то же, |Ь поперечном сечении; на фиг, 3 - конечная стадия штамповки; на фиг, 4- схема осадки в плоскопараллельных плитах; на фиг, 5 - схема калибровки детали.
На фиг, 4 и 5 обозначены: и - зазор, образующийся между профилем резьбы пуансона и гайки в направлении, перпендикулярном направлению .воздействия усилия; й зазор меледу профилем резьбы гайки и пуансона, . Способ осуществляется следующим образом,
В штамп 1 помещают заготовку 2 с редварительно установленными сво- . Водно в нее резьбовыми пуансонами 3, снабженными распорными кольцами 4 и втампуют до получения полного профи- пя резьбы на заготовке и образования наружного шестигранника. Для обеспе- чения свободного вьгоинчивания пуансонов заготовку с защемленными в ней резьбовыми пуансонами подвергают эсадке с приложением усилия в направлении, перпендикулярном оси заготовки до образования зазора il , равного |не более одного допуска на средний |диаметр резьбы, возникающий благо- |даря значительному превьппению длины заготовки относительно его диаметра и трению в бойках, что приводит к плоскодеформированному состоянию в очаге пластической деформации, т,е,
г 0; Е 0; Нд О,
где Bj.- степень деформации по оси
заготовки;
, f.Q - степени деформации по ради альному и тангенциальному направлениям соответственно.
После этого заготовку калибруют в направлении полученного зазора &
для выраанивания по периметру профиля резьбы. Далее свободно выворачивают пуа:нсоны из гайки, с Пример,В предварительно отожженную трубную заготовку из стали 20 КПс наружным диаметром 30 мм и внутренним диаметром 20,Uo,f мм устанавливают с двух концов свобод- Q но два закаленных резьбовых пуансона со специальной резьбой 20x8, Далее устанавливают на выступающие из заготовки части пуансонов распорные кольца. Помещают заготовку в штамп 5 и производят закрытую штамповку до получения полного профиля резьбы и наружного шестигранника гайки. Усилия штамповки на прессе составляют т.с,
Q Затем заготовку с резьбовыми пуансонами подвергают осадке в плоскопараллельных плитах на кривошипном прессе. Усилия прилагают в направлении, перпендикулярном оси заготовки, 5 до получения зазора и 0,3 мм,
после чего заготовку калибруют в вырезных штампах, соответствующих профилю шестигранника для выравнивания зазора по периметру профиля 4Q резьбы, Некруглость по внутреннему и среднему диаметрам резьбы находится в пределах допуска и составляет 0,2 мм, Вьшинчивание пуансонов производят вручную или на специальной установке, имеющей вращающиеся шпиндели,,
Формула изобретения Способ штамповки гаек,.преимущест40 венно с отношением их высоты к диаметру более трех, заключающийся в формообразовании резьбы на трубной заготовке штамповкой на резьбовом пуансоне с оформлениеьц наружной шес45 тиграннрй поверхности, -о т л и - ч а ю щ и и с я тем, что, с целью снижения энергозатрат и повышения производительности, после штамповки заготовку осаживают с образованием
50 зазора между ней и пуансоном величиной не более величины одностороннего допуска на средний диаметр резьбы, а затем калибруют в направлении, перпендикулярном направлению осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2356681C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |

Изобретение относится к области обработки металлов давлением, в частности, к способам получения резьбовых деталей. Цель изобретения - снижение энергозатрат и повышение производительности процесса. После штамповки трубной заготовки на резьбовом пуансоне производят ее осадку с образованием зазора между газотовкой и пуансоном величиной не более одностороннего допуска на средний Диаметр резьбы, после чего заготовку калибруют в направлении, перпендикулярном направлению осадки. 5 ил.
US.f
фи. у
.S
| Способ штамповки деталей с внутреннейРЕзьбОй | 1979 |
|
SU822969A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
