сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
Сущность изобретения: трубчатую заготовку устанавливают в штамп и заполняют ее наполнителем. Затем герметизируют полость заготовки, одновременно осуществляют торцовую осадку, с воздействием внутреннего давления наполнителя и одностороннего поперечного усилия, воздействующего на центральную часть заготовки с образование колена. Полученный полуфабрикат извлекают из штампа и разрезают на четыре части: трубчатую заготовку выбирают с наружным диаметром, равным минимальному диаметру цилиндрических участков полуфабриката. Суммарную удельную величину торцовой осадки и поперечного усилия определяют по расчетной зависимости. 5 ил.
Изобретение относится к обработке металлов давлением, а именно к способам изготовления разнопроходных крутоизогнутых изделий, имеющих вогнутую поверхность с радиусом менее 0,5 наружного диаметра заготовки и может найти применение в машиностроении.
Известен способ изготовления крутоизогнутых изделий из трубных заготовок включающий в себя установку заготовки в штамп, имеющий разъемные неподвижную и подвижную матрицы,заполнение полости заготовки наполнителем герметизацию полости заготовки осевыми пуансонами, создание в полости заготовки давления наполнителя с последующим сдвигом ее срединной части или концевых участков в направлении,перпендикулярном первоначальной оси заготовки при обеспечении скорости сдвига в пределах 1 ... 0,85 скорости осадки торцов заготовки.
Известен способ изготовления полых пространственных фитингов из трубной заготовки в штампе, включающий установку заготовки в штамп, заполнение наполнителем и герметизацию ее полости с последующим одновременным воздействием внутреннего давления наполнителя, торцевой осадки и одностороннего поперечного усилия, воздействующего на центральную часть заготовки с образованием колена, а также извлечение полуфабриката из штампа и последующую его разрезку на четыре части, являющиеся угольниками. Известный способ ограничен получением равнопро- ходных угольников.
Целью изобретения является расширение технологических возможностей на обXIXJ Jk
00
-N
Јь
ласть изготовления разнопроходных угольников и снижение энергозатрат.
Это достигается тем, что для изготовления разноироходных угольников в качестве заготовки используют трубу с наружным диа- метром равным минимальному диаметру цилиндрических участков полуфабриката, при этом относительную, суммарную удельную величину торцевого и поперечного усилия определяют из следующего соотношения:
Pj
(h
m
v-Г
К /з cos2 (atctg К )
где Pz+P i суммарная удельная величина торцевого и поперечного усилия по отношению к одному из очагов деформации штампуемого изделия,
RH и., RB и соответственно наружный и внутренний радиусы вертикальных цилиндрических участков полуфабриката;
RH э, RB з - соответственно наружный и внутренний рядиусы трубной заготовки;
7S - напряжение течения материала заготовки
m - коэффициент трения;
Б, - эксцентриситет полуфабриката;
L - длина цилиндрического участка пол- уфабриката от его торца по соответствующей оси вертикальных цилиндрических участков;
К - коэффициент переходности угольника
q - давление наполнителя в полости заготовки
На фиг 1 - возможные конструктивные варианты штампуемых разнопроходных LT -образных крутоизогнутых полуфабрика- тов используемых для изготовления угольников а. б - полуфабрикаты, в - угольник; на фиг 2 - трубчатая заготовка перед деформированием, на фиг. 3 - то же, после деформирования, на фиг. 4 -условные обоз- начения (а) и схема разделения Ц -образного полуфабриката на угольники (б); на фиг. 5 - влияние коэффициента переходности (К), изготавливаемых крутоизогнутых If-образных полуфабрикатов на силовые параметры
р; + р г
штамповки трубчатой заготовки.
- s
Перед проектированием технологически/с процессов, штамповочной оснастки и
0
5
0
5
0
5
0
5 0 5
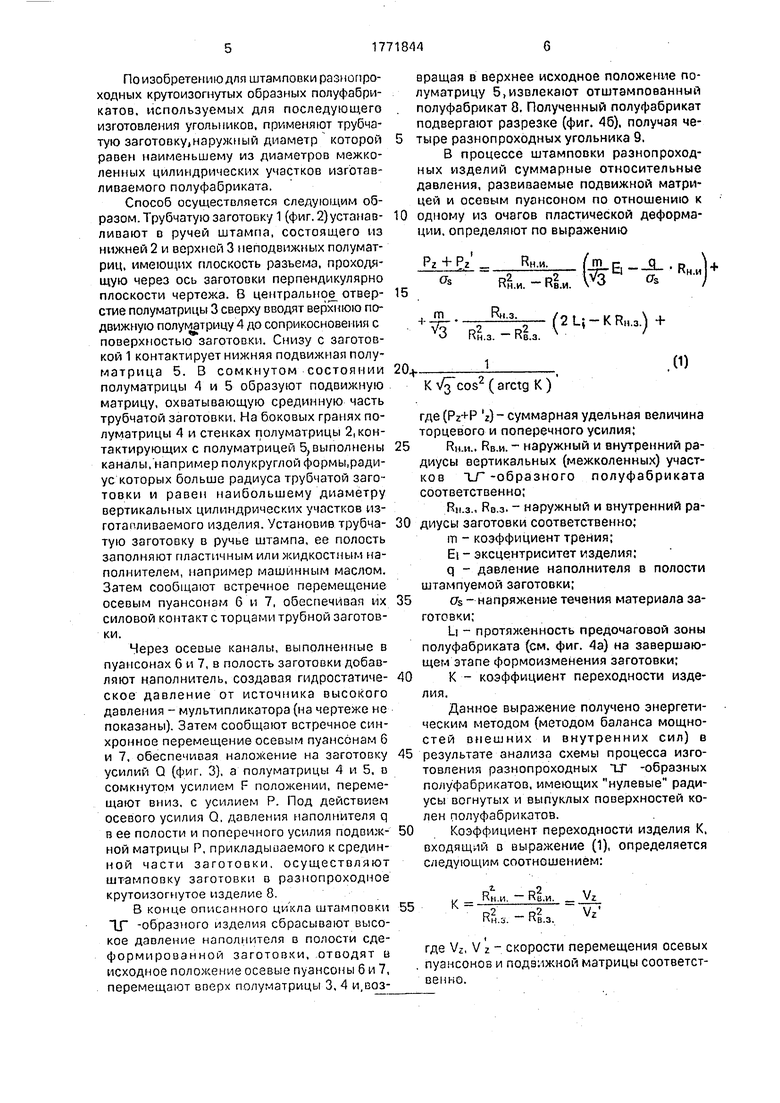
оборудования разработчик должен выбрать вариант конструкции 1Г -образного полуфабриката: или вариант, имеющий диаметр DI меньше диаметра DZ (фиг. 1а), или вариант имеющий диаметр DI больше диаметра D2 (фиг. 16). При этом очевидно , что с геометрической точки зрения оба варианта полуфабрикатов обеспечивают получение требуемого по геометрическим характеристикам разнопроходного Г-об- разного угольника (фиг. 1 в),однако с точки зрения энергетических затрат на гидроштамповку трубной заготовки их применение не равнозначно.
Указанные варианты V-образных полуфабрикатов (фиг. 1а. б) могут быть классифицированы по технологическому признаку их изготовления. В варианте, показанном на фиг. 1а, вертикальные межколенные участки -образного изделия (имеющие диаметр D2) получают раздачей трубчатой заготовки давлением наполнителя, а в варианте показанном на фиг. 1 в - редуцированием (т.е. переформовкой большего диаметра заготовки DI на меньшей D2) трубчатой заготовки жесткими элементами штампа. При этом видно, что для получения одного и того же угольника (фиг, 1 в) в первом случае необходимо применить трубчатую заготовку, имеющую наружный диаметр равный наименьшему диаметру цилиндрической части изготавливаемого угольника, а во втором случае (фиг. 16) - трубчатую заготовку, наружный диаметр которой был бы равен наибольшему диаметру цилиндрической части изготавливаемого угольника. При этом из-за различных схем штамповки заготовок при формообразовании вертикальных межколенных зон LT-образных, полуфабрикатов (или раздача или редуцирование), а следовательно и вида напряженно-деформированного состояния материала заготовки при ее формоизменении в 1Г-образный полуфабрикат, энергосиловые параметры, необходимые для осуществления процессов, будут иметь существенные различия.
Однако однозначного ответа на вопрос, какой вариант 1 Г-образного полуфабриката принять за основу для последующего получения разнопроходных угольников, обеспечивающего наименьшие энергосиловые затраты на реализацию процесса, известные способы изготовления крутоизогнутых изделий ответа не дают. При этом ошибочно выбранный вариант подлежащего изготовлению полуфабриката приводит в итоге к завышенным энергетическим требованиям к устройствам для реализации процесса изготовления TJ -образных полуфабрикатов.
По изобретению для штамповки разнопро- ходных крутоизогнутых образных полуфабрикатов, используемых для последующего изготовления угольников, применяют трубчатую эаготовку,наружный диаметр которой равен наименьшему из диаметров межколенных цилиндрических участков изготавливаемого полуфабриката.
Способ осуществляется следующим образом. Трубчатую заготовку 1 (фиг. 2) устанавливают в ручей штампа, состоящего из нижней 2 и верхней 3 неподвижных полуматриц, имеющих плоскость разъема, проходящую через ось заготовки перпендикулярно плоскости чертежа. В центральное отверстие полуматрицы 3 сверху вводят верхнюю подвижную полуматрицу 4 до соприкоснове 1ия с поверхностью заготовки. Снизу с заготовкой 1 контактирует нижняя подвижная полу- матрица 5. В сомкнутом состоянии полуматрицы А и 5 образуют подвижную матрицу, охватывающую срединную часть трубчатой заготовки. На боковых гранях полуматрицы 4 и стенках полуматрицы 2, контактирующих с полуматрицей 5, выполнены каналы, например полукруглой формы,радиус которых больше радиуса трубчатой заготовки и равен наибольшему диаметру вертикальных цилиндрических участков изготавливаемого изделия. Установив трубчатую заготовку в ручье штампа, ее полость заполняют пластичным или жидкостным наполнителем, например машинным маслом. Затем сообщают встречное перемещение осевым пуансонам б и 7, обеспечивая их силовой контакт с торцами трубной заготовки.
Через осевые каналы, выполненные в пуансонах 6 и 7, в полость заготовки добавляют наполнитель, создавая гидростатическое давление от источника высокого давления - мультипликатора (на чертеже не показаны). Затем сообщают встречное синхронное перемещение осевым пуансонам 6 и 7, обеспечивая наложение на заготовку усилий Q (фиг. 3), а полуматрицы 4 и 5, в сомкнутом усилием F положении, перемещают вниз, с усилием Р. Под действием осевого усилия Q, давления наполнителя q в ее полости и поперечного усилия подвижной матрицы Р, прикладываемого к срединной части заготовки, осуществляют штамповку заготовки в разнопроходное крутоизогнутое изделие 8
В конце описанного цикла штамповки 1Г -образного изделия сбрасывают высокое давление наполнителя в полости сде- формированной заготовки, отводят ц исходное положение осевые пуансоны 6 и 7, перемещают вверх полуматрицы 3, 4 и,возвращая в верхнее исходное положение полуматрицу 5,извлекают отштампованный полуфабрикат 8. Полученный полуфабрикат подвергают разрезке (фиг. 46). получая четыре разнопроходных угольника 9.
В процессе штамповки разнопроходных изделий суммарные относительные давления, развиваемые подвижной матрицей и осевым пуансоном по отношению к
одному из очагов пластической деформации, определяют по выражению
Pz + P
CTs
PZ RH.H. | rn r q r i j.
л55- 7ЈГБ -„ RH.H +
RS.H. -Rl-и. V3 ъ I
+
RH 3.
W V (2L -KR -) +
v Кн а. - Кв.з.
20+.
К ( arctg К )
О)
где (Pz+P г)-суммарная удельная величина торцевого и поперечного усилия;
RH.H.. RB-И. - наружный и внутренний радиусы вертикальных (межколенных) участков -образного полуфабриката соответственно;
RH.S , Ro з. наружный и внутренний радиусы заготовки соответственно; m - коэффициент трения; EI - эксцентриситет изделия; q - давление наполнителя в полости штампуемой заготовки;
Os - напряжение течения материала заготовки;
Ц - протяженность предочаговой зоны полуфабриката (см. фиг. 4а) на завершающем этапе формоизменения заготовки;
К - коэффициент переходности изделия.
Данное выражение получено энергетическим методом (методом баланса мощностей внешних и внутренних сил) в
результате анализа схемы процесса изготовления разнопроходных Т.Г -образных полуфабрикатов, имеющих нулевые радиусы вогнутых и выпуклых поверхностей колен полуфабрикатов.
Коэффициент переходности изделия К, входящий о выражение (1), определяется следующим соотношением:
г.2
,, RH и RB.H Vz
к.
Р2 Кн з
Р2 KB з.
Vz
где Vz, V z скорости перемещения осевых пуансонов и подвижной матрицы соответственно.
При этом равнопроходные изделия, имеющие одинаковые диаметры предочаго- вой 10 (фиг. 4а)и послеочаговой 11 зон будут характеризоваться коэффициентом переходности К-1. Изделия, имеющие предоча- говую зону 10 большего диаметра, чем у послеочаговой зоны 11, будут иметь коэффициент переходности и изделия, имеющие переход предочаговой зоны 10 в послеочаговую соответственно с меньшего диаметра на больший .
Таким образом выражение (1) является общим для всего многообразия геометрических параметров изготавливаемых крутоизогнутых изделий, имеющих кольцевые поперечные сечения прямолинейных участков ХГ -образных полуфабрикатов.
Выражение (1) позволяет определить в конечном итоге, лишь суммарные нагрузки, которые необходимо совместно развить осевому пуансону и подвижной матрице для формоизменения заготовки.
Однако знание суммарных нагрузок оказывается весьма полезным как при разработке устройств для осуществления спо- соба, так и при его реализации на практике. При разработке устройства для штамповки заготовки с наложением на заготовку (кроме давления наполнителя) усилий со стороны осевых пуансонов и подвижной матрицы, зная суммарную нагрузку (например 50 тс), ее искусственно разделяют на составляющие: (например 35 тс - на осевые пуансоны и 15 тс - на подвижную матрицу). В общем случае этот баланс нагрузок можно варьиро- вать сколь угодно много (например: 25 тс - на осевые пуансоны и 25 тс - на подвижную матрицу или 40 тс - на осевые пуансоны и 10 тс - на подвижную матрицу и т.д.) достигая крайнего значения: оставляя ненагру- женной подвижную матрицу и осуществляя штамповку заготовки только усилиями осевых пуансонов.
Таким образом у разработчика оборудования возникает достаточный диапазон ceo- боды в компоновке установок при определении размеров силовых цилиндров, обеспечивающих усилия на осевых пуансонах и подвижной матрице. Этот же диапазон свободы в варьировании нагрузок на осевые пуансоны и подвижную матрицу остается и непосредственно при реализации процесса.
Анализ выражения (1) позволяет установить влияние коэффициента переходности К. изготовляемых изделий, на силовые параметры процессов их штамповки.
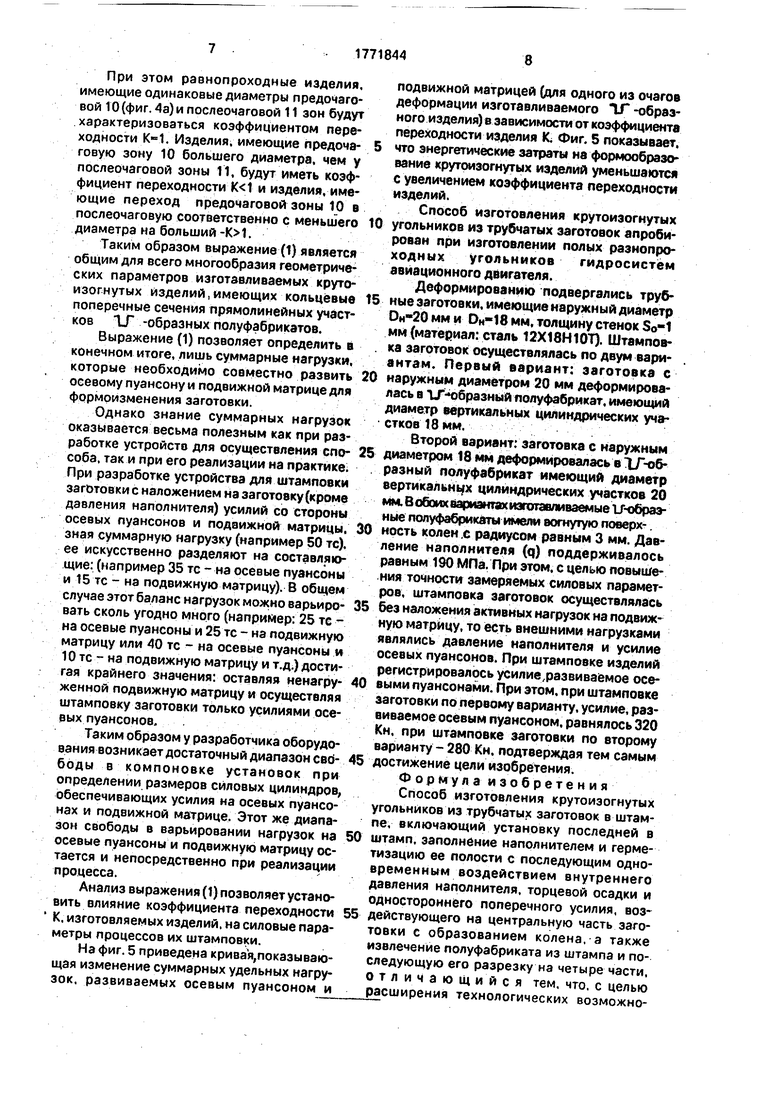
На фиг. 5 приведена кривая,показывэю- щая изменение суммарных удельных нагрузок, развиваемых осевым пуансоном и
подвижной матрицей (для одного из очагов деформации изготавливаемого 1Г -образного изделия) в зависимости от коэффициента переходности изделия К. Фиг. 5 показывает, что энергетические затраты на формообразование крутоизогнутых изделий уменьшаются с увеличением коэффициента переходности изделий.
Способ изготовления крутоиэогнутых угольников из трубчатых заготовок апробирован при изготовлении полых разнопро- ходных угольников гидросистем авиационного двигателя.
Деформированию подвергались трубные заготовки, имеющие наружный диаметр мм и Он 18 мм, толщину стенок So-1 мм (материал: сталь 12Х18Н10Т). Штамповка заготовок осуществлялась по двум вариантам. Первый вариант: заготовка с наружным диаметром 20 мм деформировалась в Ч/ образный полуфабрикат, имеющий диаметр вертикальных цилиндрических участков 18 мм.
Второй вариант: заготовка с наружным диаметром 18 мм деформировалась в -образный полуфабрикат имеющий диаметр вертикальных цилиндрических участков 20 мм. В обоих вариантах изготавливаемые и-обраэ- ные полуфабрикаты имели вогнутую поверх-. ность колен с радиусом равным 3 мм. Давление наполнителя (q) поддерживалось равным 190 МПа. При этом, с целью повышения точности замеряемых силовых параметров, штамповка заготовок осуществлялась без наложения активных нагрузок на подвижную матрицу, то есть внешними нагрузками являлись давление наполнителя и усилие осевых пуансонов. При штамповке изделий регистрировалось усилие.развиваемое осевыми пуансонами. При этом, при штамповке заготовки по первому варианту, усилие, развиваемое осевым пуансоном, равнялось 320 Кн. при штамповке заготовки по второму варианту - 280 Кн. подтверждая тем самым достижение цели изобретения.
Формула изобретения
Способ изготовления крутоиэогнутых угольников из трубчатых заготовок в штампе, включающий установку последней в штамп, заполнение наполнителем и герметизацию ее полости с последующим одновременным воздействием внутреннего давления наполнителя, торцевой осадки и одностороннего поперечного усилия, воздействующего на центральную часть заготовки с образованием колена, а также извлечение полуфабриката из штампа и последующую его разрезку на четыре части, отличающийся тем, что. с целью расширения технологических возможностей путем изготовления разнойроходных угольников и снижения энергозатрат, в ка- честве заготовки используют трубу с наружным диаметром, равным минимальному диаметру цилиндрических участков пол- уфабриката. при этом суммарную удельную величину торцевой осадки и поперечного усилия определяют из следующего соотношения:
и.и.
р2 р2 «н.и. Ка.и.
RH.,.
10
Ч+
, (...) +
. - пв.з.
15
1
К v fcos2 ( arctg К )
Ч
---/}
,
I Ль
а
Ь
Ј
Фиг.1
. 5
10
15
0
где (Pz+P г) - суммарная удельная величина торцевой осадки и поперечного усилия:
Кн.и-. RD.H.-соответственно наружный и внутренний радиусы вертикальных цилиндрических участков колена полуфабриката;
RN.SM RB.S. - соответственно наружный и внутренний радиусы трубчатой заготовки;
m - коэффициент трения:
К- коэффициент переходности угольника;
EI - эксцентриситет угольника;
U-длина цилиндрического участка полуфабриката от его торца до соответствующей оси симметрии вертикальных цилиндрических участков колена;
о - напряжение течения материала заготовки;
q - внутреннее давление наполнителя.
,
4- ЗД
S
Oi
OS
t
| Способ изготовления полых пространственных фитингов | 1986 |
|
SU1362525A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
