4 1C
СО
ю
СП
со
Изобретение относится к литейному производству, в частности к литью под регулируемым газовым давлением в формы, изготовленные вакуумно-пленоч- ной формовкой.
Целью изобретения является повышение надежности, стойкости и рас ширение технологических возможностей
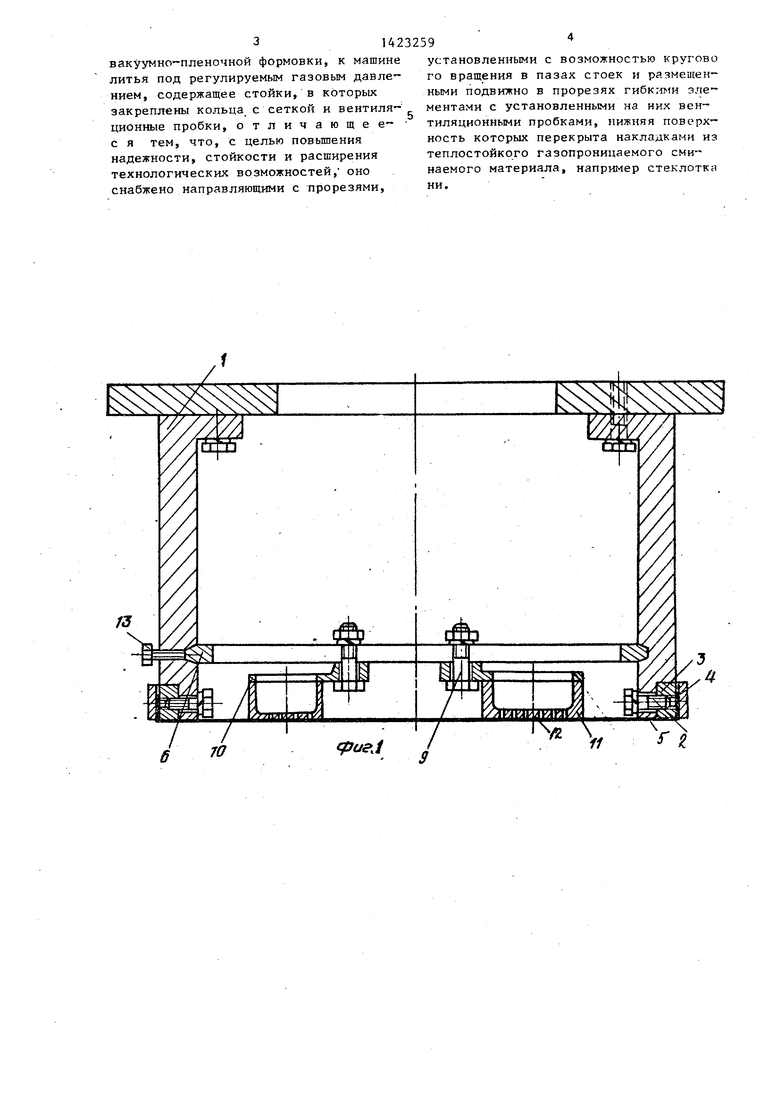
На фиг.1 представлено предлагаемое устройство, продольный разрез на фиг о 2 - то же, вид сверху.
Устройство содержит стойки 1, в которых при помощи винтов 2 закрегшё ны внутреннее 3 и наружное 4 кольца с зафиксированной между ними сеткой 5, основание 6 для направляющих 7 с прорезями 8,фиксатор 9,гибкий элемент 10, вентиляционные пробки 11, имеющие накладки 12 из стеклоткани, стопор 13 для основания 6.
Устройство работает следующим образом.
Стойки 1 закрепляются на подвижную плиту машины, перемещающуюся в вертикальном положении. Для монтажа формы плита с устройством поднш- а ется в верхнее положение, -форма устанавливается в машину и плита с устрой ством опускается. При этом сетка 5, зажатая в кольцах 3 и А, опускается на верхнюю поверхность формы, предо храняя от перемещения в верхнем направлении сыпучего наполнителя формы при воздействии на него усилия рас- плава. Одновременно вентиляционная пробка 11 закрьтает выпор и прибыль, и гибкий элемент 10 прижимает накладку 12 к сетке 5, вдавливая ее в ячейки сетки
При заливке в полость формы рас- плава под действием повышенного газового давления сетка 5 закрепляет . форму, предохраняя ее верхнюю часть от разрушения. Газы из рабочей полости формы через прибыли и выпоры уда ляются через газопроницаемую стекло- ткань накладки 12 и пробку 11. Расплав, заполняя прибыли и выпора, Останавливается накладкой 12, В этом случае поверхность его контакта с сеткой 5 минимальна, так как последняя обжата накладкой, а с пробкой 11 практически отсутствует при минимальном размере ячейки стеклоткани, что предохраняет их от разрешения в агресивной среде расплава характерной, например, для алюминия или бронзы
После затвердевания отливки и ее охлаждения подвшкная плита с устройством поднимается в верхнее положение, форма с отливкой удаляется и литейный цикл повторяется вновь.
При смене приготавливаемой отливки, когда меняются координаты прибылей и выпоров, меняют положение вентиляционных пробок. Для этого ослабляют стопор 13 и поворачивают основание 6 с направляющими 7 в положение, при котором вент: иляционные пробки наиболее приближены в открытой части вьшора или прибыли. В таком положении стопором 13 закрепляют основание с направляющими относительно стоек 1. Для точного совмещения вентиляционных пробок 1 с выпорами и прибылями ослабляют фиксатор 9 и перемещают вентиляционную пробку 11 в прорезях 8 направляющих 7. Если выпор или прибыль удалены от направляющих, вентиляционную пробку поворачивают вокруг оси фиксатора 9, относительно которого она расположена эксцентрично. После совпадения положения пробки и прибыли или выпора фиксатор 9 закрепляют в направляющих, стабилизируя положение вентиляционной пробки.
Для расширения номенклатуры изготавливаемых отливок, когда прибыли и выпоры могут оказаться в любом месте формы, в направляющих можно установить несколько вентиляционных пробок в соответствии с количеством выпоров и прибылей. Для повышения технологических возможностей устройство имеет две направляющие, расположенные перпендикулярно друг дру- гу в одной горизонтальной плоскости.- При действии больших п6 величине перепадов давлений сеткой и формой можно размещать газопроницаемый лист асбеста. По сравнению с базовым объектом, за который принят прототип устройство позволяет на. повысить надежность работы машин литья под регулируемьм газовым давлением, на 25-40% стойкость вентиляционных пробок и сеток, на 30-60% гибкость машин за счет увеличения номенклатз ры отливок, которые можно на них изготавливать.
Формула изобретения
Устройство для прижима форм, изготовленных преимущественно методом
вакуумно-пленочной формовки, к машине литья под регулируемым газовым давле - нием, содержащее стойки, в которых закреплены кольца с сеткой и вентиляционные пробки, отличающее с я тем, что, с целью повьшения надежности, стойкости и расширения технологических возможностей, оно снабжено направляющими с прорезями.
установленными с возможностью кругово го вращения в пазах стоек и размешенными подвижно в прорезях гибкими элементами с установленными на них BCH тиляционными пробками, нижняя поверхность которых перекрыта накладками из теплостойкого газопроницаемого сминаемого материала, наприг ер стеклотка ни.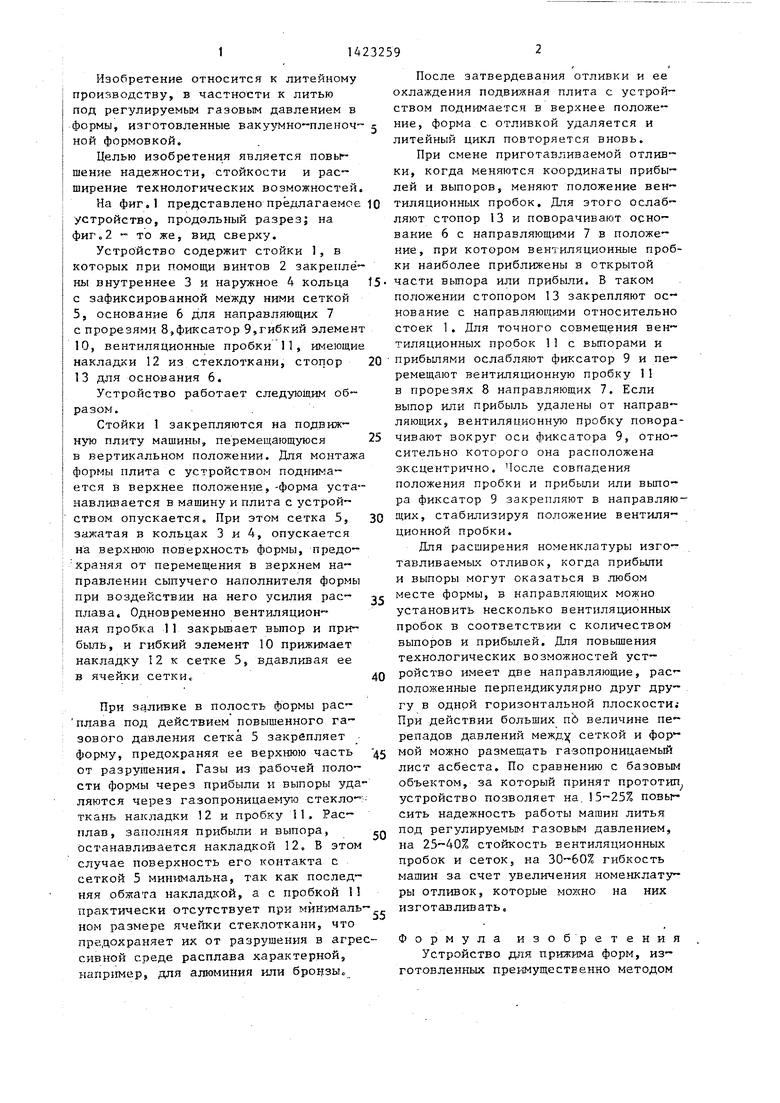
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| Установка для литья с противодав-лЕНиЕМ | 1979 |
|
SU821053A1 |
| Установка для литья с противодавлением | 1979 |
|
SU827259A1 |
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| ПРИБЫЛЬ В ЛИТЕЙНОЙ ФОРМЕ С ЭКЗОТЕРМИЧЕСКИМ ОБОГРЕВОМ И ТЕПЛОИЗОЛЯЦИЕЙ МЕТАЛЛА | 2014 |
|
RU2561557C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Литейная форма | 1987 |
|
SU1519836A1 |
Изобретение относится к литейному производств.у, в частности к литью под регулируемым газовым давлением в формы, изготовленные вакуумно-пленоч- ной формовкой. Цель изобретения - , повьш1ение надежности, стойкости и . расширение технологических возможное тей. Для этого в стойках устройства для прижима форм установлены с возможностью перемещения в пазах направляющие с прорезями. Вентиляционные пробки установлены на гибких элементах, которые размещены подвижно в упомянутых прорезях. Нижняя поверхность вентиляционных пробок перекры- та накладками из теплостойкого газопроницаемого сминаемого материала „(стеклоткани). 2 ил. i (Л
/
6
70
