4
to
00
со
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для рез- ки профильного проката.
Цель изобретения - улучшение качества при резке проката типа тавра,
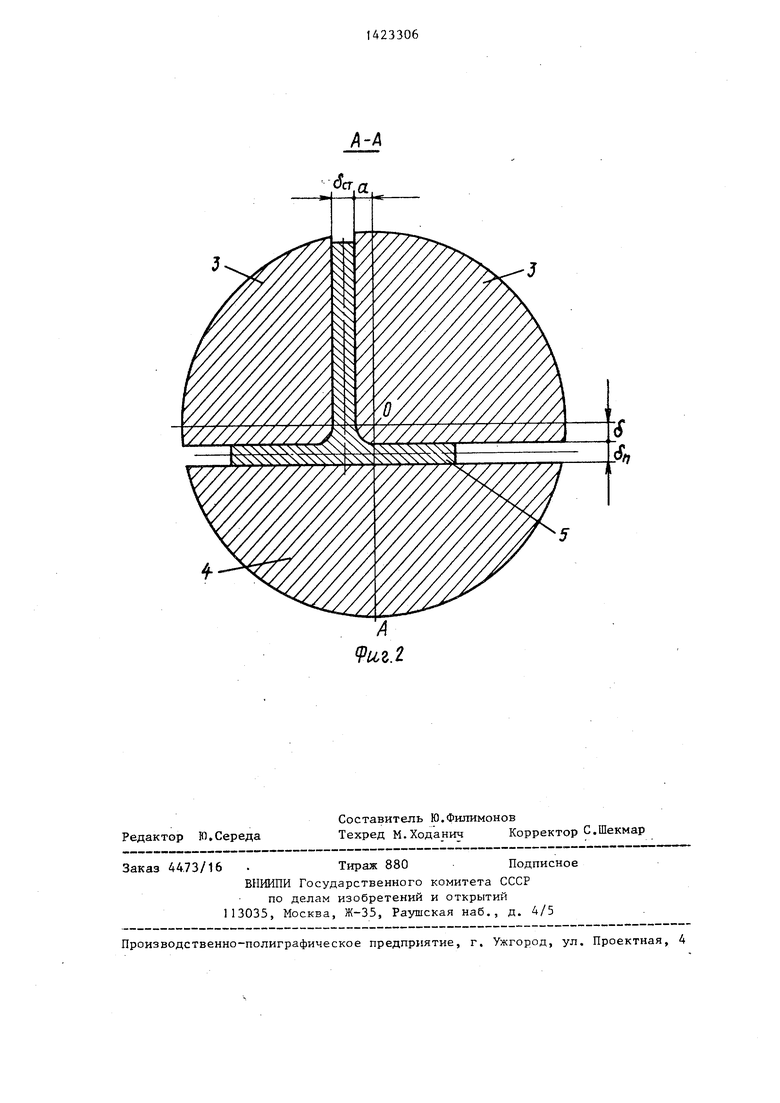
На фиг,1 изображены узлы зажима устройства для осуществления предлагаемого способа резки, вид сбоку; на фиг,2. - расположение элементов узла зажима и положение оси, вокруг которой осуществляют поворот подвижного узла зажима в предлагаемом способе резки.
Устройство для реализации предлагаемого способа ;Включает подвижный узел 1 зажима, неподвижньй узел 2 зажима, угловой элемент 3 зажима, пря
молинейньй элемент 4 зажима,
Способ осуществляют следующим образом.
После того как оба узла зажима сра- батывают, т,е, плотно охватьгоают разрезаемый тавр 5 по обе стороны ли- НИИ реза, один узел 2 зажима остается неподвижным, удерживая зажатый профиль (тавр) в исходном положении, а другой узел 1 зажима по другую сторону линии реза в зоне отрезаемой части профиля поворачивают в направлении, указанном стрелкой М, удерживая в нем отрезаемую часть заготовки и поворачивая ее относительно осталь
ного тавра.
Поскольку зазор между ножами элементов одного и другого узла зажима в плоскости реза выбирГается в соответствии с толщинами стенки (|5ет) и
полки ( fi n ) разрезаемого профиля 5, то происходит разрезание (сдвиг волокон) тавра по всему контуру поперечного сечения.
Так, например, чтобы разрезать тавр, изготовленный роспуском, разрезанием вдоль продольной оси двутавра 20 Б1 предлагаемым способом, необходимо его плотно охватить по обе стороны линии реза двумя узлами зажима, состоящими как минимум из трех элементов зажима, снабженных ножами (два угловых элемента зажима и один прямолинейный) и затем узел зажима с отделяемой частью профиля (заготовкой) поворачивают вокруг оси, проходящей вдоль тавра через точку О, находящуюся рядом с его стенкой и полкой на расстоянии а 5,6 мм от стенки тавра и на расстояние S Sr,0 8,5 мм от полки тавра.
Формула изобретения
Способ резки профильного проката, включающий зажим проката по обе стороны от плоскости предлагаемого разделения и поворот отделяемой части проката вокруг оси, не совпадающей с осью проката, отличаютЦий- с я тем, что, с целью повьппения ка- чества резки при разделении проката типа тавра, отрезаемую часть проката поворачивают вокруг оси, проходящей параллельно полки и стенки вдоль тавра на расстояниях от них соответственно равных толпщнам стенки и полки тавра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки профильного проката | 1987 |
|
SU1549676A1 |
| Устройство для резки проката | 1989 |
|
SU1692772A1 |
| Ножницы для резки профильного проката | 1987 |
|
SU1466872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |
Изобретение относится к способам резки профилей сложного сечения, типа тавровых балок и может быть использовано в области машиностроения, преимущественно судостроения. Цель изобретения - улучшение качества резки. Для этого разрезаемый профиль сложного сечения типа тавра зажимают ПС обе стороны линии реза в узлах зажима по поверхностям полки и стенки как минимум тремя элементами. Затем поворачивают отрезаемую часть проката вокруг оси, проходящей вдоль разрезаемого тавра рядом с его стенкой и полкой на расстояниях от них, соответственно равных толщинам стенки и полки тавра. 2 ил.
/7
1 у///////////////////
VT
fe./
| Ножницы для резки проката | 1981 |
|
SU996109A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
