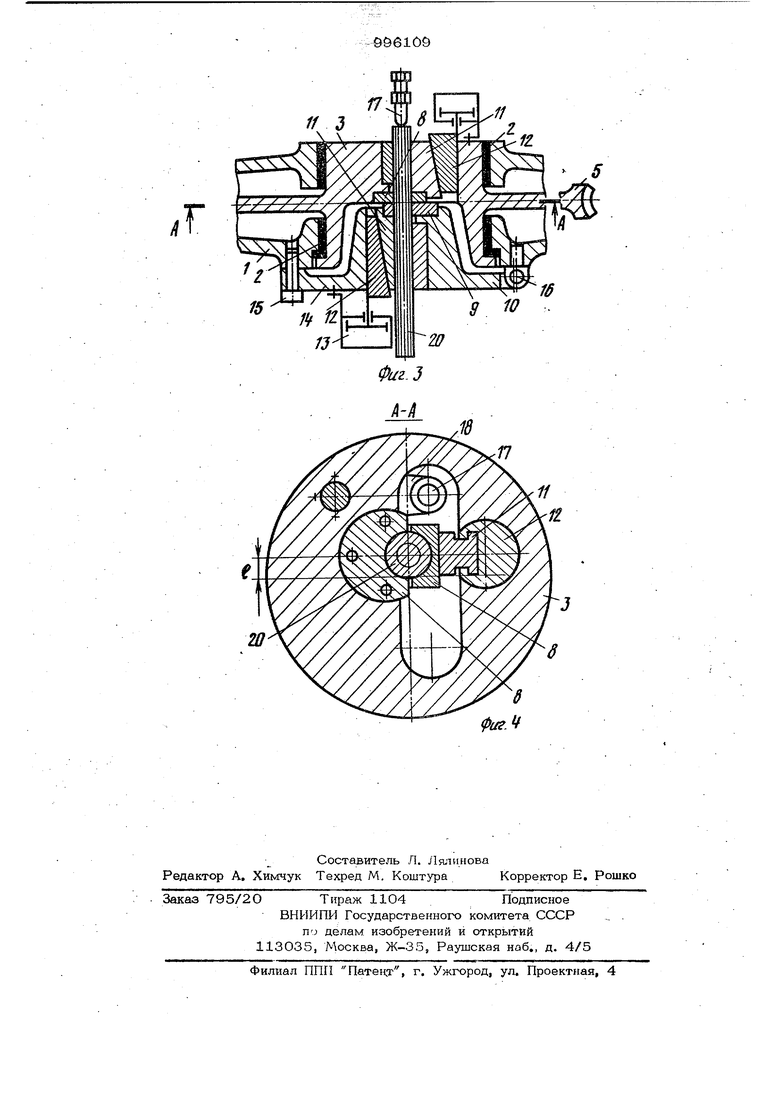
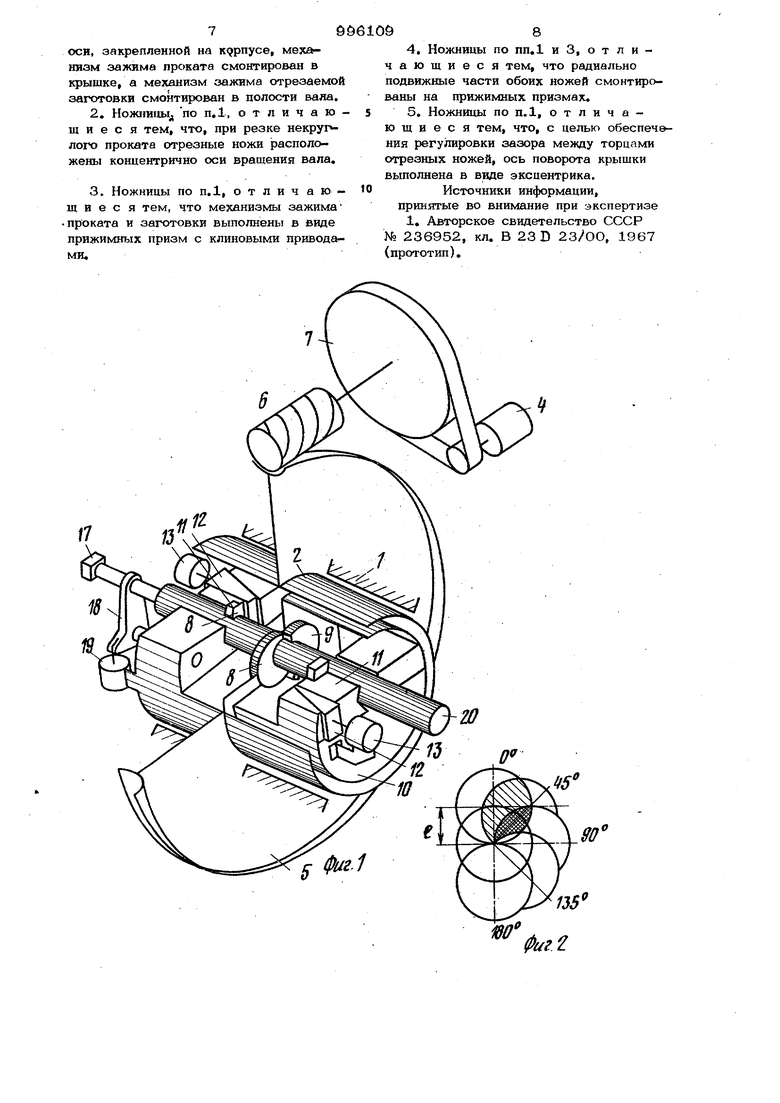
Изобретение относится к обработкаметаллов давлением, в частности к оборудованию для разделения сортового про ката, и может быть использовано в раэ личных отраслях промышленности для резки проката на мерные заготовки. Ножницы могут быть использованы как самостоятельная машина для разделения проката, так и в качестве механизма резки, встроенного в кузнечно-штамповочный агрегат, работающий от штанги (прутка). Известны ножницы для резки прока-, та, содержащие корпус, с опорами, полый вал, смонтированный на опорах корпуса и связанный с приводом, два от- резных ножа, один из которых укреплен в полости вала ,, а второй - в крышке с выступом, смонтированной на корпу- се Г 1 . Недостатком известных ножниц является их сравнительно невысокая эксплуатационная характеристика: не обеспечивается резка проката с большим поперечным сечением, низкое качество реза, трудности в доступе к ножам при их замене, а также то обстоятельство, что на ножницах затруднена резка некруглого проката. Резка проката с большим поперечным сечением не обеспечивается в результате консольного расположения режущих ножей относительно плоскости симметрии опоры корпуса (стойки) . Низкое качест во реза является результатом наличия зазора между разрезаемым прутком и проходным отверстием в ножах, выполненных в виде цельных втулок, что не обеспечивает жесткий зажим разрезаемого проката и отрезаемой заготовки. При замене ножей необходимо снимать крышку, а она по условиям эксплуатации и при консольном ее расположении должна быть прикреплена к стойке практически намертво (показанное на фи1 2 болтовое крепление не может обеспечить необходимой жесткости кроплония крышки к корпусу). Для резки некруглого проката известные ножницы попросту не преднааначены. Цель изобретения - повышение произ водительности и качества торцов отрезаемых заготовок. Поставленная цель достигается тем, что ножницы для резки проката, coдepжa щие корпус, с опорами, полый вал, смон тированный на опорах корпуса и связанный с приводом, два отрезных ножа, один из которых укреплен в полости вала, а второй - в крышке с выступом, смонтированной на корпусе, снабжены механизмами зажима проката и отрезаемой заготовки, а каждый отрезной нож выполнен разъемным в виде двух частей, одна из которых радиально подвижна, при этом режущие кромки частей ножа, размеще1шого в полости вала расположены в плоскости, симметричной опорам, крышка помещена выступом в полость вала и выполнена отквдной на тангенциально расположенной оси, закре ленной на корпусе, механизм зажима проката смонтирован в крышке, а механизм зажима отрезаемой заготовки смо тирован в полости вала. При резке некруглого проката отрезные ножи расположены концентрично оси вращения вала. Механизмы зажима проката и загото ки выполнены в виде прижимных призм с клиновыми приводами, Радиально подвижные части обоих но жей смонтированы на прижимных призмах, С целью обеспечения регулировки за зора между торцами отрезных ножей, ос поворота крышки выполнена в виде эксцентрика. На фиг, 1 изображена пространственная кинематическая схема предлагаемых ножниц (разъемные части ножей условно разнесены вдоль оси); на фиг, 2 - схема положений отрезаемой заготовки относительно проката через 45° (при резке круглого проката),.на фиг, 3 осевой горизонтальный разрез; на фкг, 4 разрез А-А на фиг. 3, Рабочие органы ножниц смонтированы на корпусе 1, имеющем две подшипнико вые опоры 2. На опорах смонтирован полый вал 3, связанный с приводным электродвигателем 4 посредством черв$гчного колеса 5, червяка 6, муфты сцепления 7, выполняющей также роль маховика и шкива ременной передачи. Ножницы имеют два отрезных ножа 8 и 9, один из которых закреплен в полости вала 3, а второй - в крышке 1О, которая смонтирована на корпусе 1, Оба ножа имеют одинаковую конструкцию. Внутренняя (рабочая) поверхность ножей повторяет профиль разрезаемого проката. На чертеже изображена наладка ножниц на резку круглого проката. При резке, например, квадратного в сечении проката, проходное отверстие в ножах выполняется квадратным, Кажгдый нож выполнен из двух частей с разъемом вдоль разрезаемого проката, причем одни накрест лежащие части разъемных ножей закреплены неподвижно на валу 3 и крышке 10 соответственно, а две другие части -на радиалыно подвижных прижимных призмах 11, Призмы 11 в совокупности с соответст ствующими им клиньями 12 и силовыми цилиндрами 13 составляют механизм зажима проката и механизм зажима отрезаемой заготовки. Механизм зажима проката смонтирован в крышке 1О, а механизм зажима отрезаемой заготовки - в полости вала 3, Ножи 8 и 9 расположены в глубине полости вала 3 так, что их торцы находятся в плоскости симметрии опор 2 (плоскость А-А на фиг. 3). Между торцами ножей устанавливается минимальный зазор. Кроме того, при наладке ножниц на резку круглого проката отрезные ножи (их продольные отверстия) устанавливаются с эксцентриситетом ,5D проката (фиг, 2 и 4) относительно оси вращения вала 3, а при наладке на резку некруглого проката концентрично (соосно) оси вращения этого вала. Крышка 10 выполнена с выступом 14, который в рабочем положении вместе со смонтированным в нем ножом 9 и механизмом ,тжима проката помещен в в ПОЛОСТЬ вала 3. Крышка 10 закреплена на корпусе 1 крепежными элементами 15 (болты, шпильки с гайками) и, кроме того, она имеет возможность поворота (откидывания) вокруг боковой тангенциально расположенной оси 16 (после удаления элементов 15), Ось 16 выполнена в виде эксцентрика ,т,е, ее цапфы смещены относительно собственной оси. Ножницы снабжены регулируемым упором 17 , закрепленным на двуплечем рычаге 18, поворотном прд действием силового цилиндра 19, Ножницы работают следующим обра зом. Прокат 2О (в этом случае круглый) подается до упора 17, В поршневую полость цилиндров-13 обоих механизмов зажима подается рабочее давление, клинья 12, скользя по наклонным плоо костям прижимных призм 11, вьшуждают последние перемещаться в радиальгном направлении. Этим достигается зажим Проката 20 и-его отрезаемой части,, а также их плотный охват разъем ными частями ножей 8 и 9, Вслед за этим включается муфта 7 (двигатель 4 работает постоянно) и червяк 6, вращая колесо 5, поворачивает жестко связанный с колесом полый вал 3, Вместе с валом 3 поворачивается и нож 8 относительно неподвижного ножа 9. За счет сдвига с одновременным кручением (фиг, 2) происходит отделение заготовк от проката (отрезка). Вал 3 вместе с уже отрезанной заготовкой довершает полный оборот и нож 8 занимает исходное положение. После этого подается рабочее давление в штоковую полость цилиндров 13 механизмы зажима проката и заготовки разжйь аются, освобождая отрезанную заготовку и оставшийся прокат, отводится упор 17 и выключает муфта 7, Подачей проката 2О отрезанная заготовка выталкивается, В конце выталкивания упор 17 занимает рабочее положение по оси подачи. Далее цикл повторяется. При резке заготовок квадратного в сечении проката (или прямоуголыгого) ножи 8 и 9 монтируются без эксцентрисистета и поэтому разделение происходи за счет чистого кручения. При необходимости смены «ожей (такая необходимость возникает при износе ножей сверх допустимой нормы или при смене профиля и/или типоразмерапроката) разкинчива:ют крепежлые-элементы 15, поворачивают крышку 1О на оси 16 не менее чем на 9О°. В таком положении открывается свободный доступ и к частям ножа 8 и ножа 9, Их открепляют от базовых деталей и с помощью несложнь1х грузозахватных приспособлений и цехового кранп удаляют, а на мес то ставят новые или другие. При смене типоразмеров и физико-химических свойств проката возникает так же необходимость в регулировке зазора между торцами ножей 8 и 9, Регулировку производят поворотом на некоторый угол эксцентриковой оси 16, в результате чего крышка Ю незначительно перемещается в осевом направлении, изменяя зазор между ножами (элементы 15 предварительно ослабляют). Выполнение ножей разъемными ,соото$пцими из двух частей;одна из которых радиально подвижна, в сочетании с действием механизмов зажима проката в заготовки обеспечивает жесткий обжим заготовки и проката ножами и прижим ными призмами, что в свою очередь обеспечивает повышение качества реза по сравнению с прототипом, где между прокатом (и заготовкой) и ножами имеется зазор. Повышению качества реза способствует также возможность регулировки зазора между торцами режущих ножей с помощью эксцентриковой оси, Симметричное относительно опор вала расположение отрезных ножей (а не консольно, как, у прототипа) позволяет увеличить поперечное сечение разрезаемого проката. Возможность резки как круглого так и некруглого проката обеспечивается разъемной конструкцией ножей и сравнительно легким доступом к ним при замене. Перечисленные факторы, вместе взятые, повышают производительность и качество торцов отрезаемых заготогвок, по сравнению с прототипом, Фор.мула изобретения 1. Ножницы для резки проката,. содержашие корпус с опорами, полый вал, смонтированный на опорах корпуса и связанный с приводом, два отрезных ножа, один из которых укреплен в полости вала, а второй - в крышке с выступом, смонтированной на корпусе, отличающиеся тем, что, с целью повышения производительности и качества торцов отрезаемых заготовок, они снабжены механизмами зажима проката и отрезаемой заготовки, каждый отреэной нож выполнен разъемным в виде двух частей, одна из которых радиально подвижна, при этом режущие кромки частей ножа, разметенного в полости вала, расположены в плоскости, симметричной опорам, крышка помешена выступом в полость Вола и выполнена от кидной на тангенциально расположенной
оси, закрепленной на корпусе, механизм зажима проката смонтирован в крышке, а мезшнизм зажима отрезаемой заготовки смонтирован в полости вала.
2.Ножнши г, по н,1, отличающиеся тем, что, при резке некруплого проката отрезные ножи расположены концентрично оси вращения вала.
3.Ножницы по п. 1, о т л и ч а ю - 1Д и е с я тем, что механизмы зажима
проката и заготовки выполнены в виде прижимных призм с клиновыми приводами.
4,Ножницы по ПП.1 и 3, о т л и чающиеся тем, что радиально подвижные части обоих ножей смонтированы на прижимных призмах,
5.Ножницы по п. 1, о т л и ч а ю щ и е с я тем, что, с целью обеспечния регулировки зазора между торцами отрезных ножей, ось поворота крыщки выполнена в виде эксцентрика. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР NO 236952, кл. В 23D 23/00, 1967 (прототип).
л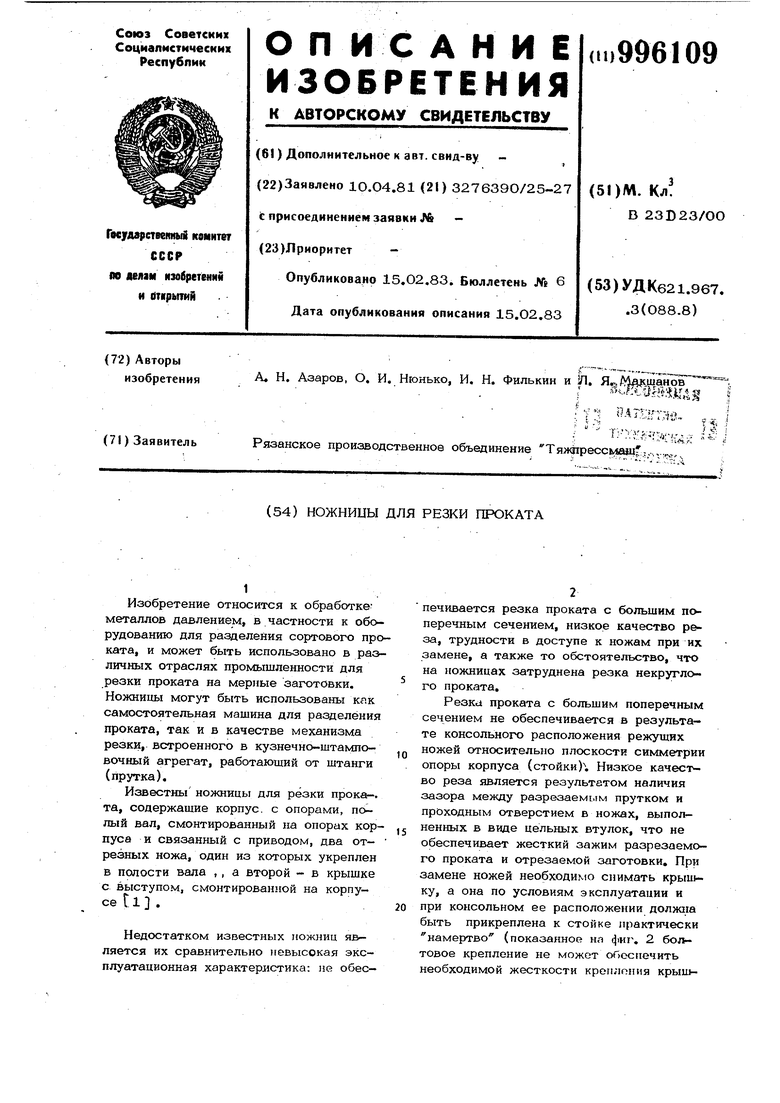
| название | год | авторы | номер документа |
|---|---|---|---|
| Ножницы для резки профильного проката | 1987 |
|
SU1466872A1 |
| Ножницы для резки проката | 1985 |
|
SU1512721A1 |
| Державка дискового ножа к трубоотрезным станкам | 1977 |
|
SU703259A2 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2006346C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Ножницы для резки проката | 1982 |
|
SU1082570A1 |
| Державка дисковых ножей к трубоотрезным станкам | 1987 |
|
SU1509201A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| Ножницы для резки проката | 1987 |
|
SU1505689A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |