Изобретение относится к переработ ke пластических масс и может быть Использовано для производства кон Ьейерных роликов из неметаллических 1 «атёриалов„
i Цель изобретения - повышение эксплуатационных характеристик корпусов конвейерных роликов. i На фиг. t изображен брикет для
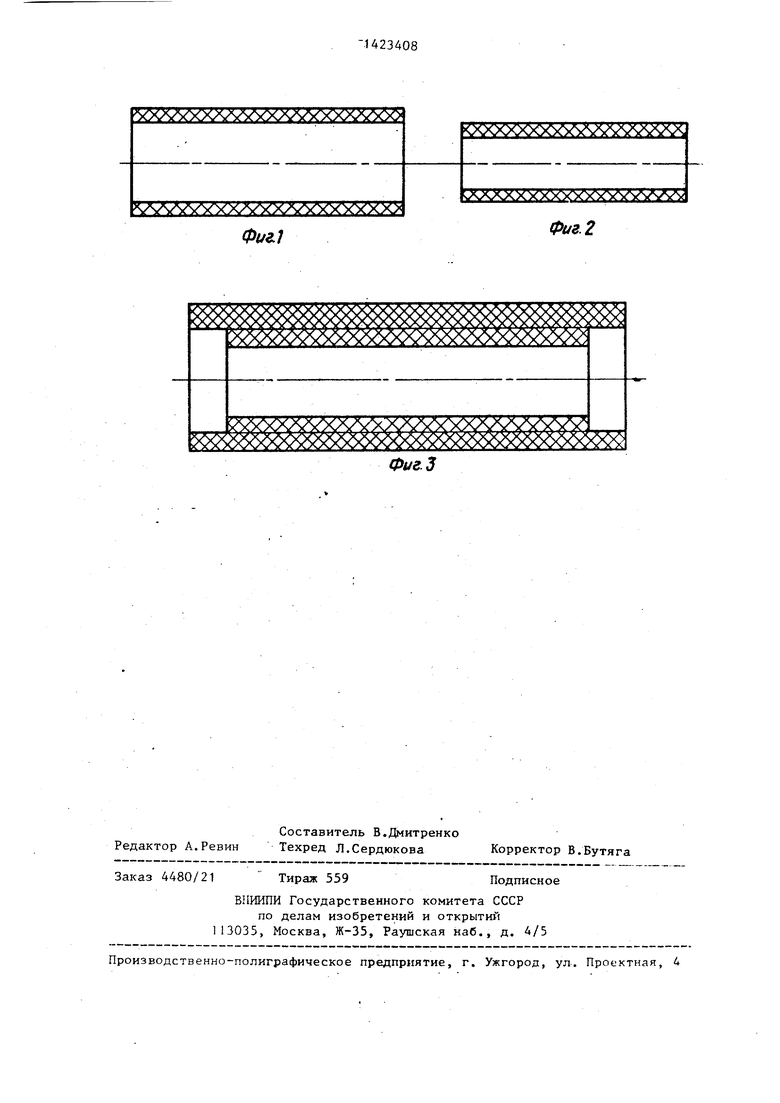
гбразоваиия наружного образующего илиндра; на фиг. 2 - брикет для об- азования внутреннего цилиндра; на . 3 - полученный корпус с ролико- сшоры.
Способ осуществляют следующим С1бразом.
Материал наружного цилиндра лревпласт марки МДПО, наполнитель - С1ПШ1КИ (ГОСТ 12431-72) шш (МРТУ ,1302336), связующее - спиртораствори ыая фенолоформальдегидная смола (25- 35%), Материал внутреннего цилиндра ipeamiacT марок МДПК-А, МДПК-Б и ДПК-В, наполнитель - частицы шпона (ГОСТ 12431-72), связующее - спирто- растворимая фенолоформальдегидная смола (25-30%) или фенолоспирты
ро%).
Процесс изготовления корпусов онвейерных роликов осуществляют в Два этапа. Первый этап. Холодное прес ({ование пресс-массы осуществляют в {радиальных пресс-формах при давлении 30 кг/см и 40-50°С.
После получения цилиндрических на 1 ужного и внутреннего кольцевых бри- цетов их совмещают и окончательньм Прессованием получают корпус ролика.
Второй этап. Горячее прессование 4обранного пакета осуществляют в 11адиальных пресс-формах при давлении 150 кг/см и 140-160 С.
Предлагаемый способ характеризуе- Ся повьшением ресурса работы ролико- Опоры, уменьшением процента брака и 1( рудозатрат.
При лабораторных испытаниях кон- ейерный ролик Т-164, изготовленный известным способом, во время испыта- йий на статический изгиб разрушает
ся при зночениях 48 МПа. Материал - МДПКВ (наполнитель - измельченный шпон, связующее - фенолфорт мальдегидная смола).
При испытаниях такого же ролика, изготовленного из двух брикетов с частицами шпона, разделенными на мелкую и крупную фракции, т.е. изготовленного по предлагаемому способу, достигнуто значение бц 60 МПа. Таким образом, увеличение прочности конвейерного ролика, изготовленного по предлагаемому способу, при статическом изгибе составляет 1,25 раза.
Если уравнение кривой усталости для пластика имеет вид
6 N cons
то увеличение числа циклов перемены напряжений при идентичной нагрузке составляет 1,25 раза. При m 6 достигается увеличение ресурса в 3,8 раза.
При использования конвейерного ролика, изготовленного по предлагаемому способу, вследствие увеличения его ресурса в 3,8 раза(при прочих равных условиях)достигается эконо- мня, равна 238 тыс.руб.
Формул
изобретения
5
0
0
Способ изготовления корпусов конвейерных роликов из пресс-материала на основе фенольной смолы и древесного наполнителя, включающий брикетирование заготовок с последующей термообработкой под давлением, отличающийся тем, что, с целью повышения зксплуатационных характеристик роликов, заготовку выполняют в виде двух полых цилиндров, которые после брикетирования вставляют оДА-ш в другой н подвергают радиальному прессованию, причем наружный цилиндр изготавливают из пресс-материала с наполнителем в виде опилок, а внутренний из пресс- материала с наполнителем в вид,е отрезков шпонао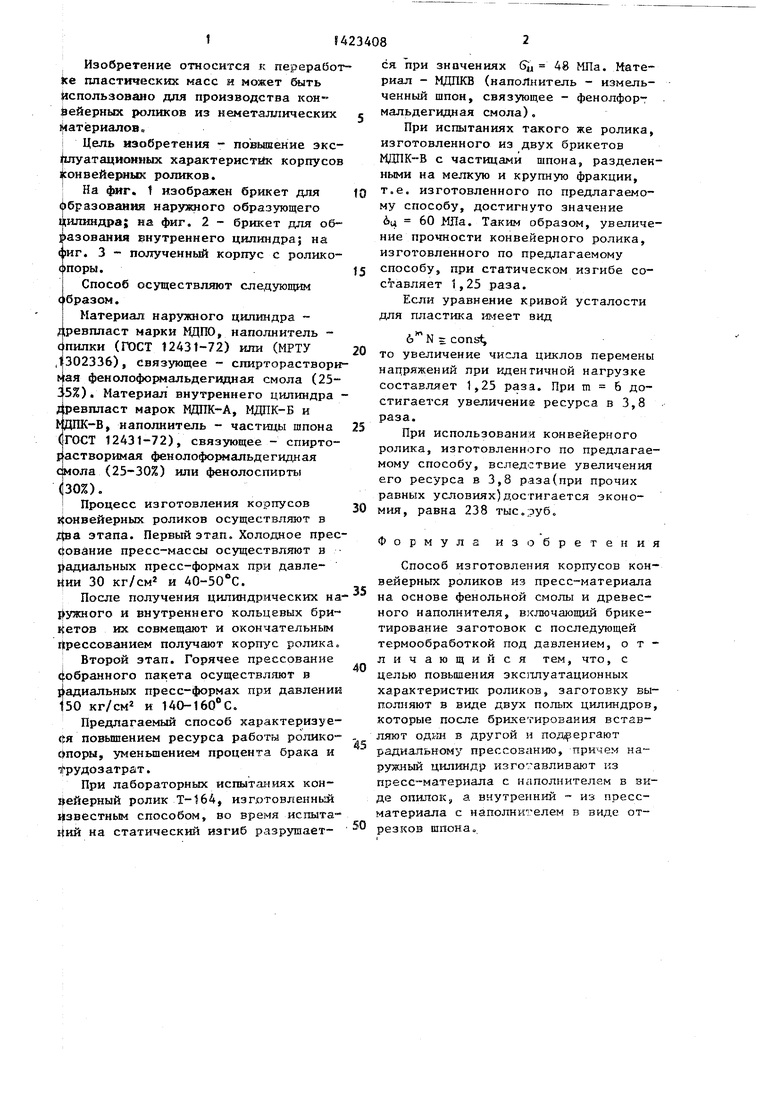
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из композиционных материалов | 1984 |
|
SU1271751A1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| Способ изготовления антифрикционных деталей | 1977 |
|
SU625938A1 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2010726C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДСОДЕРЖАЩИХ БРИКЕТОВ, УГЛЕРОДСОДЕРЖАЩИЙ БРИКЕТ И СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2024 |
|
RU2834319C1 |
| Способ производства фанеры | 2017 |
|
RU2654793C1 |
| Способ изготовления фанеры | 2024 |
|
RU2831310C1 |
| Синтетический клей для производства фанеры, фанера и способ ее производства | 2020 |
|
RU2757429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ДВУХСЛОЙНЫХ САМОЦЕНТРИРУЮЩИХСЯ ВТУЛОК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2376507C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ В ТОПЛИВО ДЛЯ ПЕЧЕЙ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА ЦЕМЕНТНОГО КЛИНКЕРА | 2012 |
|
RU2479622C1 |
Изобретение относится к переработке пластических масс и может быть использовано при изготовлении роликоопор с корпусами роликов из пресс-масс. Корпус ролика-для повышения эксплуатационных характеристик изготавливают поэлементно их двух заготовок - наружного и внутреннего цилиндров. Цилиндры получают в виде брикетов из пресс-масс различных фракций наполнителя. После сборки брикеты подвергают радиальному прессованию, термообработке и полимеризуют. 3 ил.S Л
SOOOO
Фиг.З
| КОПНИТЕЛЬ ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1991 |
|
RU2079265C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| 0 |
|
SU236764A1 | |
| Солесос | 1922 |
|
SU29A1 |
| kэвин М.С., Модин И.А,, Янтовс- кий Л.И | |||
| и др | |||
| Новая технология и оборудование для производства машинных деталей из ОДП | |||
| - В сб: Лесное хозяйство, лесная, деревообрабатывающая и целлюлозно-бумажная промышленность, вып.4 | |||
| Л., РИС ЛТА, 1976, с.109-111. | |||
