Изобретение относится к технике упаковьшания и предназначено преимущественно для упаковывания сыпучих продуктов в.пакеты.
Цель изобретения - повьпиение качества упаковки путем улучшения качества поперечных швов пакета.
На фиг, 1 изображено устройство, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2.
Устройство содержит два рулонодер жателя 1 и 2, соединенные с корпусом 3 в верхней его части, а также направляющие ролики 4 и 5 термосклеива ющихся лент 6 и 7. Рукавообразовател 8 обхватывает трубы 9 и 10 подачи продукта, которые жестко соединены с корпусом Зв Рукавообразователь 8 также жестко соединен с корпусом 3. Направляющий дугообразный стерж ень 11 термосклеивающейся ленты 7 закреплен на корпусе 3 .вьппе места крепления рукавообразователя 8 Приспособление 12 для образования продольных швов 13-15 на рукаве 16 размещено спереди труб 9 и 10 подачи продукта, имеется также приспособление 17 для соединения краев 18 и 19 внутренней перегородки 20 с рукавом 16, Они соединены с корпусом 3 кинематическими парами, обеспечивающими их регулировку (не показаны)о Приспособления 21 образования поперечных швов 22 и отделения пакетов 23 размещены в нижней части корпуса 3.
Устройство работает следукнцим образом.
Приспособление 21 образования поперечных швов 22 и отделения пакетов 23J находясь в верхнем положении, смыкается, сжимая отформованный рукав 16 из термосклеивающейся ленты 6 и перегородку, образованную термосклеивающейся лентой 7, после чего тянет их вниз и отделяет пакет 23, размыкается и перемещается в верхнее положение. Термосклеивающаяся лента 6 с рулонодержателя 1, проходящая направляющие ролики 4, формируется в рукав 16. Термосклеивающаяся лента, обхватьшающая трубы 9 и 10 подачи продукта, сматываясь с рулонодержателя 2 и проходя направляющий ролик 5 и направляющий дугообразньш стержень 11J принимает дугообразную фор0
5
0
5
му с-выпрямленными краями 18 и 19, образуя внутреннюю перегородку 20,
За счет дугообразно11 формы трубы 9 подачи продуктов, соответствующей форме дугообразного стержня 11, сохраняется форма образованной перегородки 20 пакета 23 до приваривания ее к рукаву 16.
В приспособлении 12 для образования продольных швов 13-15 и в приспособлении 17 для соединения краев 18 и 19 внутренней перегородки 20 с рукавом 16 под давлением подается горячий воздух, который сваривает рукав 16 в продольном направлении и приваривает края 18 и 19 перегородки 20 к рукаву 16 в продольном направлении, образуя отсеки 24 и 25 пакета 23. После этого цикл работы устройства повторяется.
Таким образом, такой процесс формирования отсеков 24 и 25 пакета 23 и приваривания краев 18 и 19-перегородки 20 в продольном направлении повышает производительность путем улучшения поперечных швов 22 пакета 23 за счет уменьшения количества морщин при поперечном приваривании и исключении накладывания морщин термо- скпеивающихся лент 6 и 7 одной на другую, так как при сжимании рукав 16 расширяется и принимает плоскую форму без гофрирования.
5 Формула изобретения
Устройртво для изготовления, наполнения и запечатьшания пакетов, имеющих внутреннюю перегородку, содержащее корпус, по меньшей мере два рулонодержателя, направляющие ролики, две трубы для подачи продукта, приспособление для образования продольного шва и приспособления для образования поперечных швов и отделения пакетов, отличающееся тем, что, с целью повьш1ения качества упаковки, оно снабжен о дугообразным направляющим стержнем для формирования внутренней перегородки пакета, установленным на корпусе под рулонообразователем, и приспособлением для соединения краев внутренней перегородки с рукавом, при этом радиус дугообразного направляющего стержня соответствует радиусу одной из тр уб подачи продукта,
0
0
5
0
5
Г1 -f/-I.
-
: .:/ l ...
.
/IVif- -: „ |i.L5--- c . I л
;.:/
5(5-i c J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096279C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕЙСЯ ПЛЕНКИ | 2019 |
|
RU2693543C1 |
| В ПТБ | 1973 |
|
SU404706A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающейся пленки | 1988 |
|
SU1570944A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1986 |
|
SU1400956A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Устройство для изготовления, наполнения сыпучим материалом и запечатывания пакетов из термосклеивающего материала | 1982 |
|
SU1057380A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| УПАКОВОЧНАЯ МАШИНА | 1997 |
|
RU2114032C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1973 |
|
SU391010A1 |
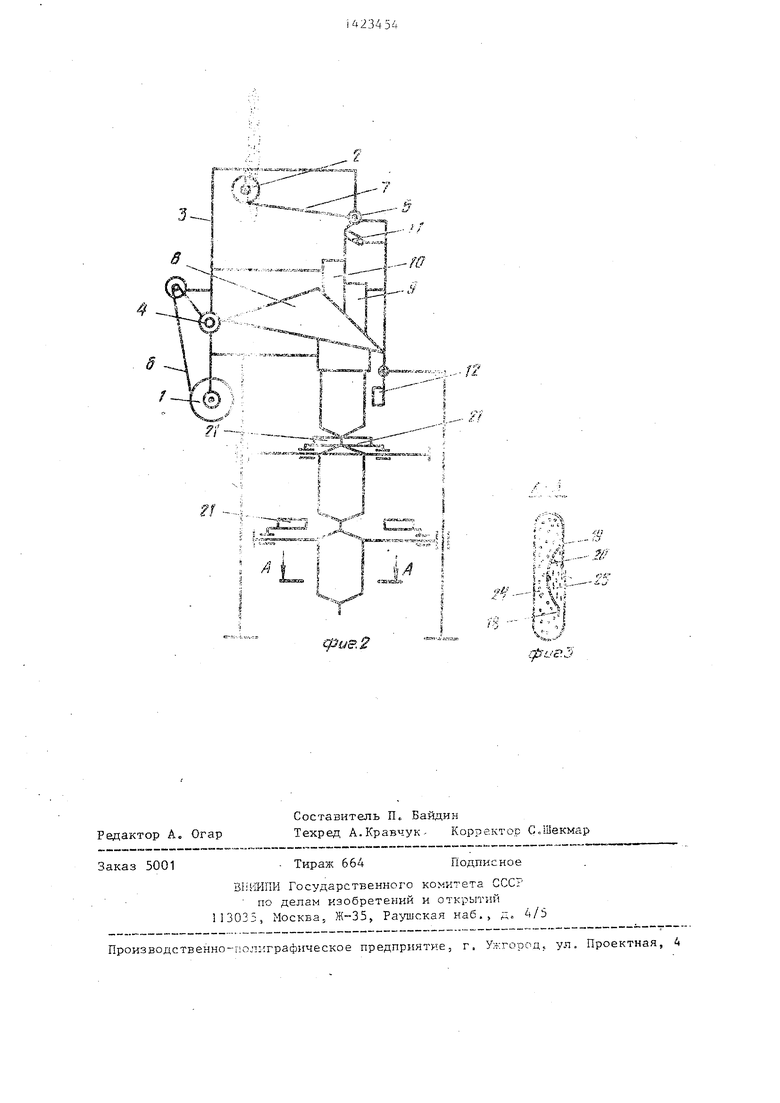
Изобретение касается устройств для изготовления, наполне1шя и запе- чатьшания пакетов, может быть использовано в пищевой, химической и других отраслях промьшшенности и обеспечивает повьппение качества упаковки. Устройство содержит два рулонодержа- теля 1 и 2, соединенные с KofinycoM 3 в верхней его части, а также направляющие ролики 4 и 5 термосклеиваюпщхся лент 6 и 7. Рукавообразователь 8 охватывает трубы подачи продукта 9 и 10, которые жестко соединены с корпусом 3, Рукавообразователь 8 также жестко соединен с корпусом 3. Направляющий Дугообразный стержень 11 тер- москлеивающейся ленты .7 закреплен на корпусе 3 выше места крепления рука- вообразователя 8, при этом радиус дугообразного направляющего стержня 11 соответствует радиусу одной из труб подачи продукта. Приспособление 12 для образования продольных швов 13, 14 и 15 на рукаве 16 размещено спереди труб подачи продукта 9 и 10; имеется также приспособление для соединения краев внутренней перегородки 20 с рукавом 16. Приспособление 21 образования поперечных швов 22 и отделения пакетов 23 размещено в нижней части корпуса 3. Такое выполнение устройства позволяет повысить качество упаковки за счет улучшения качества поперечных швов пакета. 3 ил, г г (Л
