Изобретение относится к оборудованию для нанесения гальванических покрытий, например цинковых, на внут- реннюю поверхность стальных труб ма- лого диаметра в черной металлургии и может быть использовано в других отраслях промьтшенности.
г
Цель изобретения - повышение про- изводительности и качества обработки труб.
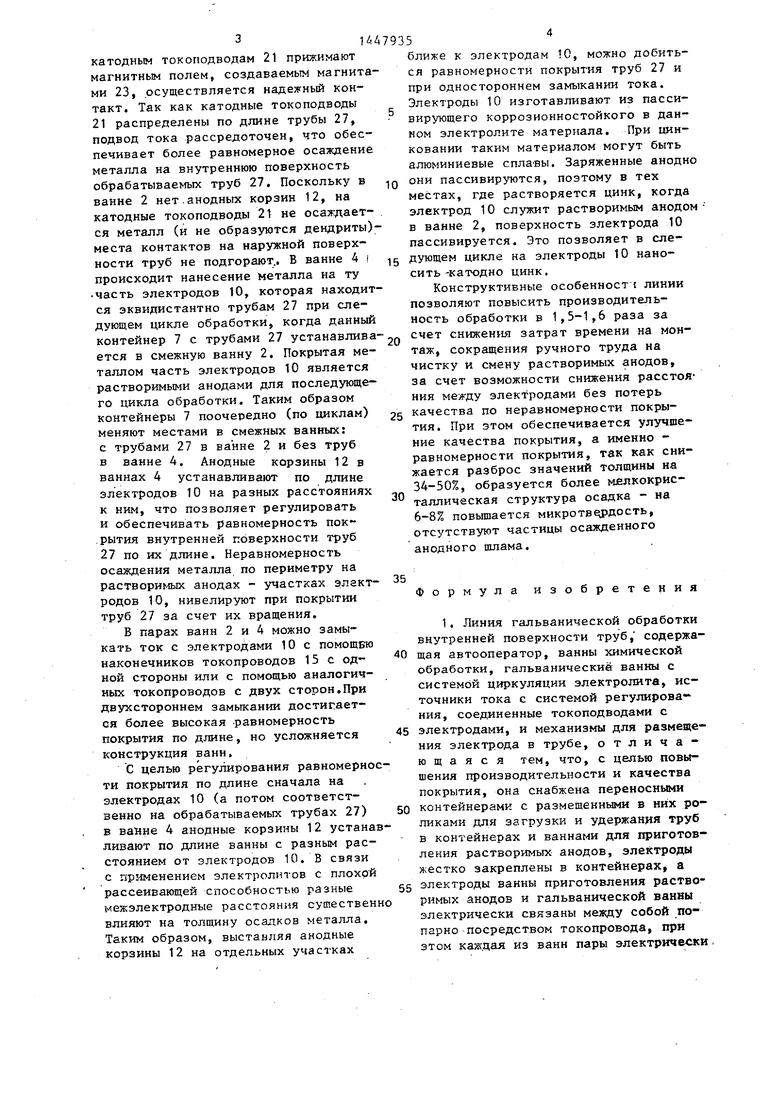
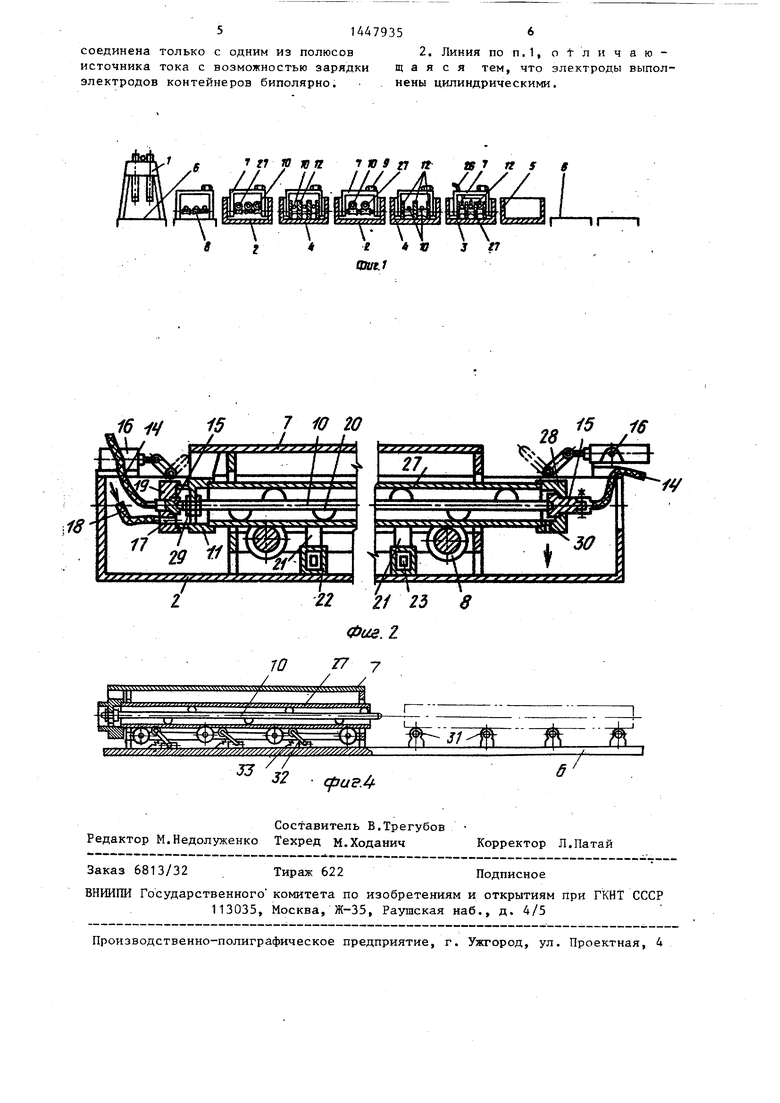
На фиг,1 изображена принципиальная схема ЛИНИИ} на фиг.2 - гальваническая ванна для покрытия внутренней поверхности труб с контейнером, продольный разрез; на фиг.З - схема подвода тока к парам гальванических ванн; на фиг.4 - контейнер на стенде загрузки-выгрузки, общий вид.
Линия состоит из-автооператора 1 (козлового, мостового или портального грузоподъемного устройства с подъемно-транспортными механизмами и командного аппарата - не показаны), ванн 2 гальванической обработки внутренней поверхности труб, ванны 3 гальванической обработки наружной поверхности труб, ванн 4 для приготовления растворимых анодов, ванны 5 для химической обработки, например пассивации труб, стендов 6 загрузки- выгрузки труб из контейнеров 7 с приводньпчи косо расположенными роликами 8 от электрических двигателей 9 В контейнерах 7 укреплены электроды 10 и держатель 11. В ваннах 3 и 4 установлены анодные корзины 12. Ванны 2 и 4 снабжены соединительными то- коп2.овддами 13 (фиг. 13), гибкими ка- белями 14, наконечниками 15 с приводом 16, подводящими электролит трубками 17 с-гибкими шлангами 18 от систем циркуляции электролита с насосами (не показаны), механизмами 19 сочленения. Электроды Ю имеют изоляторы 20. В ваннах 2 установлены ка тодные токоподводы 21 на отсеках 22 из немагнитного материала в которых расположены магниты (или электромагниты) 23, источники 24 постоянного тока с системой регулирования (не показана), включающим устройством 25 и токоподводами 29 (фиг.З).
Обрабатываемые трубы 27 в контей™ мерах 7 фиксируют в держателях 11 и 28, электрод 10 закреплен в держателе 11 посредством фиксатора 29, а в держателе 28 выполнен канал 30,
5 0
5 О 0
5
5
соединенный с системой циркуляции электролита (не показана). Стенд 6 загрузки - выгрузки оборудован приводным рольгангом 31 для подачи труб 27 и отклоняющими роликами 32 с пружинами 33 для поддержания электродов 0 в момент загрузки труб 27 в контейнер 7.
Линия гальванической обработки труб работает следующда образом. Предварительно подготовленные трубы 27 поштучно на стенде 6 загружают в контейнер 7. Для этого трубы 27 на приводных роликах 8 вводят в контейнер 7 до упора в держатель 11. При этом трубы 27 вращают вокруг свбей оси, так как приводные ролики 8 установлены под острым углом к оси движения труб 27. Контейнер 7 автсоператором 1 переносят и ус- танавливают в ванну 2. В смежную ванну 4 автооператор 1 устанавливает контейнер 7, но без труб. Автооператор 1 освобождается для других операций. В ваннах 2 и 4 включают приводы 16. При этом наконечники 15 токопроводов 13 соединяют с электро-. дами 10, а.механизмы 19 сочленения - с держателем 11. Включают систему циркуляции электролита и включающее устройство 25 с подачей тока.
Покрытие внутренней поверхности труб 27 осуществляют в ваннах 2. Ванны 2 и 4 работают совместно от одного источника тока, так как ток замкнут по схеме (фиг.З): источники 24 тока - анодные корзины 12 - электролит в ванне 4 - электроды 10 в ванне 4 - токопроводы 13 - .гибкие кабели 14 - наконечники токопроводов 15 - электроды 10 в ванне 2 - электролит в ванне 2 - обрабатьшаемые трубы 27 - катодные токоподводы 21 - токоподводы 26 - источники 24 тока. При прохождении тока в ванне 4 электроды 10 заряжают катодно и на них осаждают покрытие. В это же время в ванне 2 электроды 10 заряжают анод- но к с них растворяют металл покрытия (ранее нанесенного в ванне 4), Металл переходит на катод - внутреннюю поверхность трубы 27, Таким образом, осуществляют биполярньй подвод тока через электролит без контактного подвода- тока к электродам 10,
В ванне 2 трубы 27 вращают вокруг электродов lOj при этом трубы 27 к
катодным токоподводам 21 прижимают магнитнь1м полем, создаваемым магнитами 23, осуществляется надежный контакт. Так как катодные токоподводы 21 распределены по длине трубы 27, подвод тока рассредоточен, что обеспечивает более равномерное осаждение металла на внутреннюю поверхность обрабатываемых труб 27, Поскольку в ванне 2 нет.анодных корзин 12, на катодные токоподводы 21 не осаждается металл (и не образуются дендриты) места контактов на наружной поверхности труб не подгорают.. В ванне 4 происходит нанесение металла на ту часть электродов 10, которая находится эквидистантно трубам 27 при следующем цикле обработки, когда данный контейнер 7 с трубами 27 устанавлива ется в смежную ванну 2. Покрытая металлом часть электродов 10 является растворимыми анодами для последующего цикла обработки. Таким образом контейнеры 7 поочередно (по циклам) меняют местами в смежных ванных: с трубами 27 в ванне 2 и без труб в ванне 4. Анодные корзины 12 в ваннах 4 устанавливают по длине электродов 10 на разных расстояниях к ним, что позволяет регулировать и обеспечивать равномерность пок .рытия внутренней поверхности труб 27 по их длине. Неравномерность осаждения металла по периметру на растворимых анодах - участках электродов 10, нивелируют при покрытии труб 27 за счет их вращения.
В парах ванн 2 и 4 можно замыкать ток с электродами 10 с ПОМОЩБЮ наконечников токопроводов 15 с одной стороны или с помощью аналогичных токопроводов с двух сторон.при двухстороннем замыкании достигается более высокая -равномерность покрытия по длине, но усложняется конструкция ванн.
С целью регулирования равномерности покрытия по длине сначала на электродах 10 (а потом соответственно на обрабатываемых трубах 27) в вайне 4 анодные корзины 12 устанавливают по длине ванны с разным расстоянием от электродов 10. В связи с применением электролитов с плохой рассеивающей способностью разные межэлектродные расстояния сушественн влияют на толщину осадков металла. Таким образом, выставляя анодные корзины 12 на отдельных участках
0
5
5
п
0
ближе к электродам 10, можно добиться равномерности покрытия труб 27 и при одностороннем замыкании тока. Электроды 10 изготавливают из пассивирующего коррозионностойкого в данном электролите материала. При цинковании таким материалом могут быть алюминиевые сплавы. Заряженные анодно они пассивируются, поэтому в тех местах, где растворяется цинк, когда электрод 10 служит растворимьм анодом- в ванне 2, поверхность электрода 10 пассивируется. Это позволяет в следующем цикле на электроды 10 наносить -катодно цинк.
Конструктивные особенност t линии позволяют повысить производительность обработки в 1,5-1,6 раза за счет снижения затрат времени на монтаж, сокращения ручного труда на чистку и смену растворимых анодов, за счет возможности снижения расстояния между электродами без потерь качества по неравномерности покрытия. При этом обеспечивается улучшение качества покрытия, а именно - равномерности покрытия, так как снижается разброс значений толщины на 34-50%, образуется более мелкокристаллическая структура осадка - на 6-8% повьппается микротведдость, отсутствуют частицы осажденного анодного пшама.
п
35
Формула изобретения
1. Линия гальванической обработки внутренней поверхности труб, содержащая автооператор, ванны химической обработки, гальванические ванша с системой циркуляции электролита, источники тока с системой регулирова - НИН, соединенные токоподводами с электродами, и механизмы для размещения электрода в трубе, отличающаяся тем, что, с целью повышения производительности и качества покрытия, она снабжена переносными
50
контейнерами с размещенными в них роликами для загрузки и удержания труб в контейнерах и ваннами для приготовления растворимых анодов, электроды жестко закреплены в контейнерах, а 55 электроды ванны приготовления растворимых анодов и гальванической ванны электрически связаны между собой попарно посредством токопровода, при этом каждая из ванн пары электрически
514479356
соединена только с одним из полюсов 2, Линия по п,1, о t л и ч а ю - источника тока с возможностью зарядки щ а я с я тем, что электроды выпол- электродов контейнеров биполярно. . нены цилиндрическими.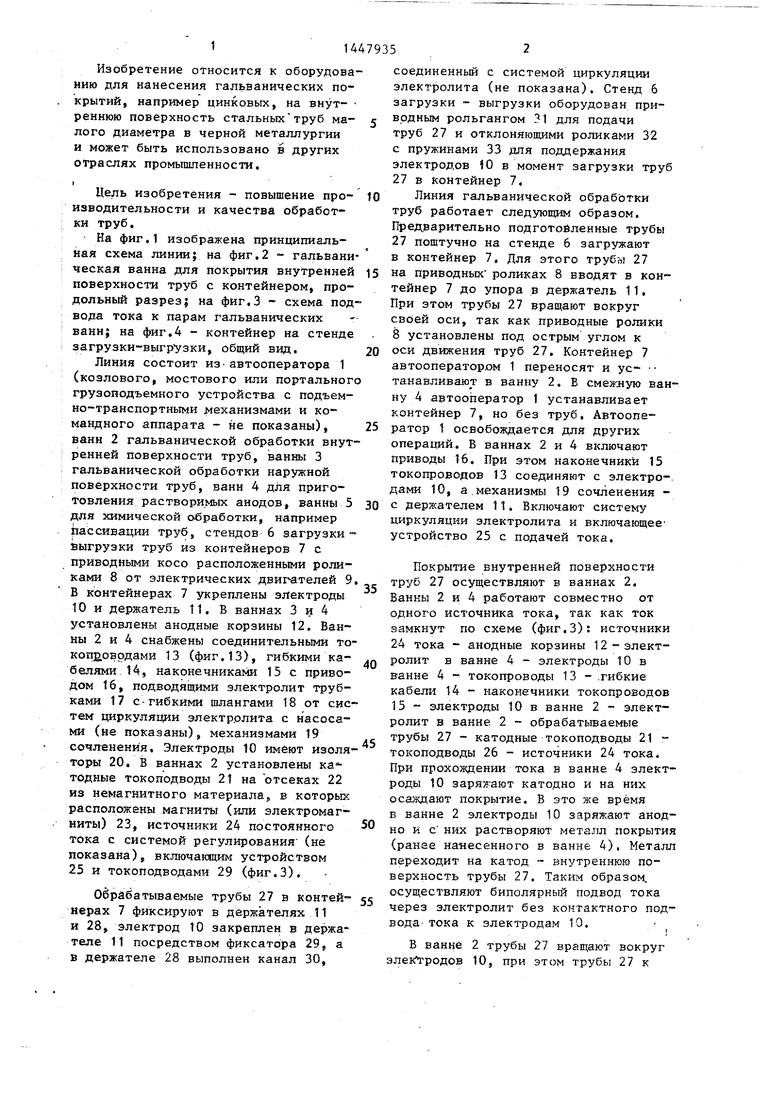
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для электрохимической обработки внутренней поверхности труб и трубных изделий | 1988 |
|
SU1587079A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ СЕРЕБРА ИЗ СЕРЕБРОСОДЕРЖАЩЕГО СПЛАВА | 2014 |
|
RU2572665C2 |
| Установка для нанесения гальванических покрытий на порошки металлов | 1981 |
|
SU959919A1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность труб | 1986 |
|
SU1423628A1 |
| Анод для гальванического нанесения покрытий | 1990 |
|
SU1705421A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
Изобретение относится к оборудованию для нанесения гальванических покрытий, например цинковых, на внутреннюю поверхность стальных труб малого диаметра в черной металлургии и может быть использовано в других отраслях промьгашенности. Цель изобретения - повьшение производительное-: ти.и качества обработки труб. При прохождении тока в ваннах 4 с анодными корзинами 12 электроды 10 заряжаW / йг f 4 I ...., Н t ют катодно и на них осаждают покрытие. В это же время в ванне 2 электроды 10 заряжают анодно и с.них растворяют металл покрытия (ранее нанесенный в ванне 4). Металл переходит на катод - внутреннюю поверхность трубы 27. Таким образом осуществляют биполярный ПОДВОД тока через электролит без контактного подвода тока электродам 10. В процессе нанесения покрытия в ванне 2 трубы 27 вращают вокруг электродов 10, при этом трубы 27 к катодным токоподводам п{)ижимают магнитным полем, создаваемым магнитами 23. Б ванне 4 происходит нанесение металла на ту часть электродов 10, которая будет находиться эквидистантно трубам 27 при следукяцем цикле обработки, когда данные электроды 10 в контейнере 7 будут установдены в смежную ванну 2. Конструктивные особенности линии позволяют улучшить качество покрытия путем уменьшения разброса толщины на 34-50% и повысить в 1,5-1,6 раза производительность процесса. 1 з.п. ф-лы, 4 ил. « J ,4 (Л :& со О9 СП f47 . ...., Н ЗОГ zf VJ Фиг.з 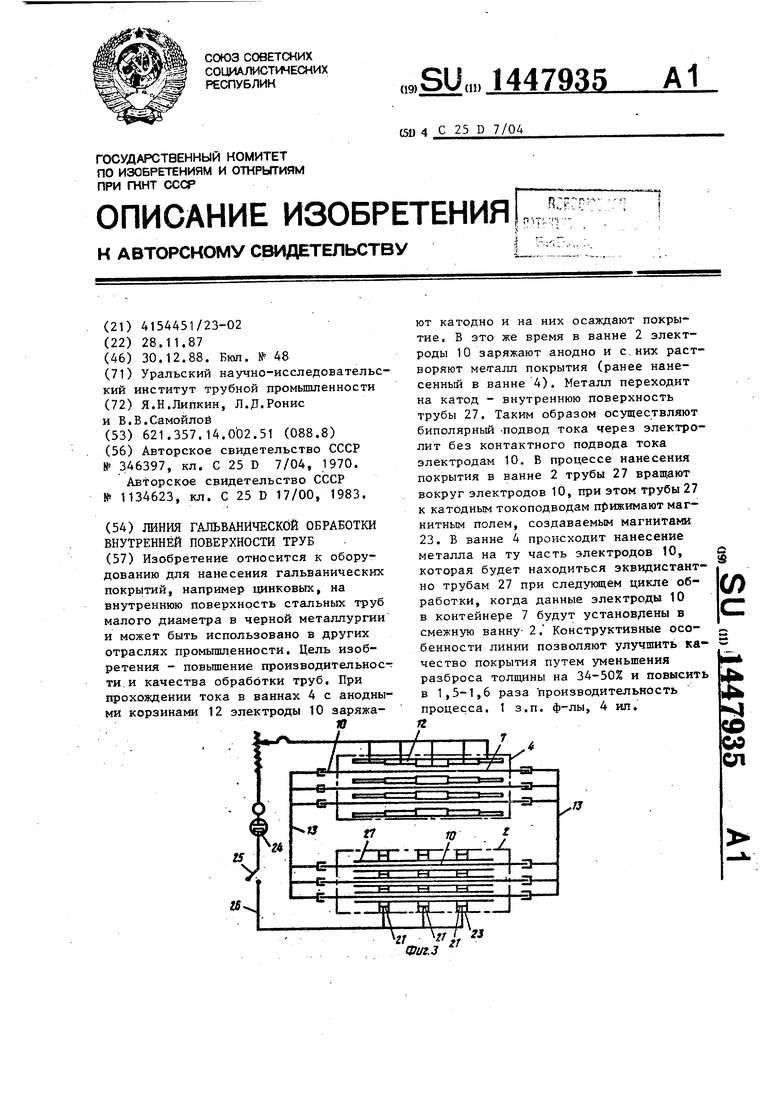
f7 П ЯП 1 Ю 9 tJ It W f П f в
f гг lu ю a V я I
IL/JL. dJ.
T - yftfia;rta uE2
4
:t6 iii 15
7 iO 20
I I t
0(ie. I
70 T7 7
// /
1,,„,,1,1/,1,1„„„„„,,„„„,„
32 cfjue.
11 1
J /7
18 f
| УСТАНОВКА ДЛЯ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ И НАРУЖНОЙ ПОВЕРХНОСТЕЙТРУБ | 0 |
|
SU346397A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для электрохимической обработки труб | 1983 |
|
SU1134623A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
