В литейном производстве применяют способ непрерывного литья слитков, основанный на непрерывном питании последних жидким металлом. Существенным недостатком этого способа является низкая термостойкость изложниц для отливки тугоплавких сплавов, а также применение его только для получения заготовительного литья, т. е. слитков.
Предложенный способ и устройство для его осуществления позволяют обеспечить получение высококачественного фасонного литья. Сущность способа сводится к следующему: литье производят в устанавливаемые в коробах формы, перемещающиеся по наклонному рольгангу и собирающиеся непрерывно в стопку с общим стояком-питателем, служащим одновременно прибылью, что обеспечивает направленную снизу вверх кристаллизацию при естественном металлостатическом давлении.
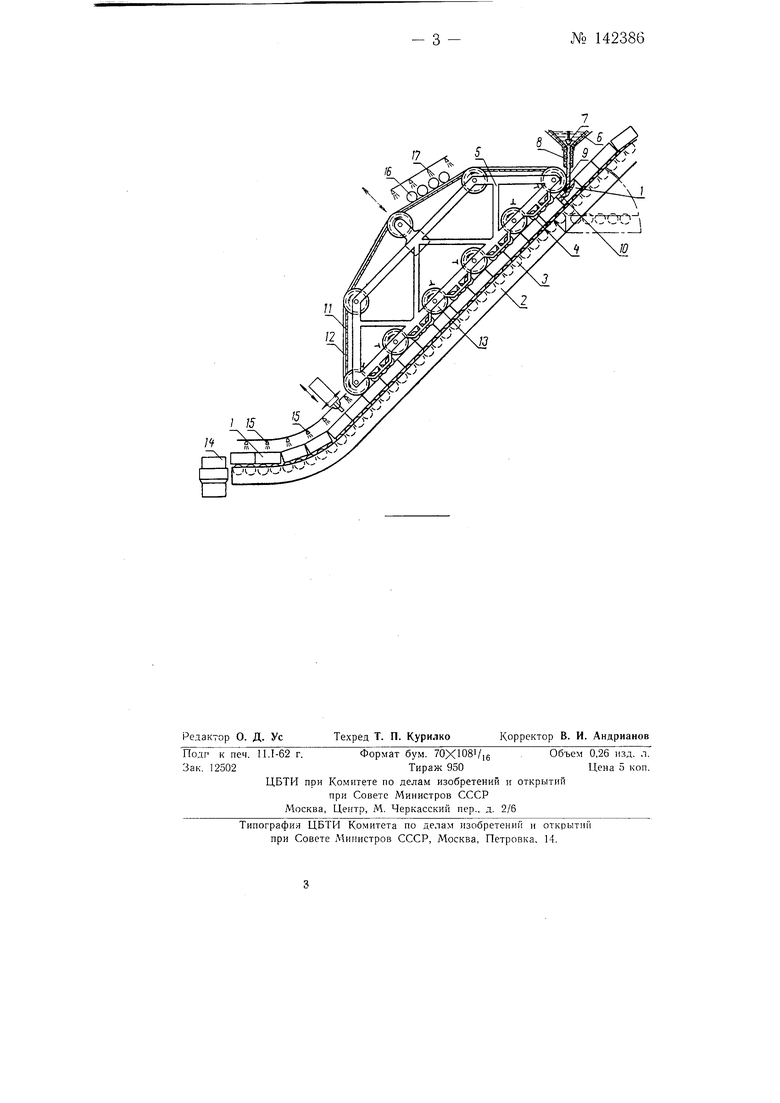
Устройство поясняется чертежом, на котором представлена схема его конструкции.
Литейные формы /, помещенные в заливочно-монтажные короба, подают на наклонный рольганг 2, в верхней части которого короба скрепляются при помощи расположенных на их боковых стенках замков. Под действием силы тяжести формы перемещаются по уклону рольганга, направляющие ребра ва.тков 3 которого удерживают формы от бокового смещения. При помощи валков 4 прижимной рамы 5 боковые стенки коробов предохраняются от распора, возникающего под действием металлостатического давления. Заливку форм производят из периодически вакуумируемого миксера 6, подача металла из которого осуществляется при помощи запора 7, через обогреваемый патрубок 5 и жароупорную насадку 9. Жидкий металл попадает в откры№ 142386- 2 тый наклонный стояк 10, откуда подается в рабочую полость формы /. Питание отливок происходит непрерывно по мере продвижения форм вниз по рольгангу, что исключает усадочные пороки, а металлостатический напор улучшает зацолняемость и плотность литья. На прижимной раме 5 смонтирован ленточный конвейер // с натянутой на нем асбестовой тканью 12. Перемещение ленты обеспечивает укрытие наклонных стояков ,- что предотвращает от растекания металла. Скорость движения форм регулируется тормозной системой из роликов 13 прижимной рамы. Охлаждение применено принудительное воздущное в зоне заливки; в зоне вторичного охлаждения - форсунки-распылители, а от конца прижимной рамы до выбивного устройства 14 установлено струйное водяное охлаждение 15. Такая система охлаждения обеспечивает направленную кристаллизацию.
Для подсушки асбестовой ленты от влаги, попадающей на нее при проведении водяного охлаждения, в верхней части прижимной рамы предусмотрены горячие валки 16 и форсунки 77. В предложенном способе открытый стояк 10 служит одновременно как основным нитателем, так и прибылью. Предложенная конструкция предусматривает непрерывно собирающиеся в наклонную стопу формы с единым стоякомпитателем.
Предмет изобретения
1.Способ непрерывной отливки фасонных металлических деталей, отличающийся тем, что, с целью получения фасонного литья высокого качества, заполнение форм производят при направленной снизу вверх кристаллизации и естественном металлостатическом давлении, осуществляемом посредством наклонного рольганга с подвижными направляющими валками.
2.Устройство по п. 1, отличающееся тем, что литейные формы, заключенные в заливочно-монтажные короба, непрерывно собираются в наклонную стопку, имеющую общий стояк-питатель, открытый сверху, служащий одновременно прибылью, и непрерывно опускаются по рольгангу.
/7
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ ИЛИ ПЛОСКОСТЯМИ РАЗЪЕМА И УЧАСТОК ЗАЛИВКИ И ОХЛАЖДЕНИЯ В РЯДНОЙ ФОРМОВОЧНОЙ УСТАНОВКЕ С ЛИТЕЙНЫМИ ФОРМАМИ | 1994 |
|
RU2107575C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ изготовления точного литья по извлекаемым моделям | 1959 |
|
SU123290A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Автоматическая линия для получения отливок в стопочных формах | 1976 |
|
SU662268A1 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Коллектор литниковой системы для центробежного литья | 1978 |
|
SU772697A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |