4
ю
4 4
а,
Изобретение отиоситсп к испытательной TexiiisKfij в частности к . испы- на прочность.
Цаль пзобрстеиип - при6л1ше1гяе 1спытаипй к услогпым эзсслитуагацир; тонкосте.нпых спартзых ойолочак путег; сс эданирг двукосного иаппкнен гог о соетояния U э.оне cnapiioro шпа-,
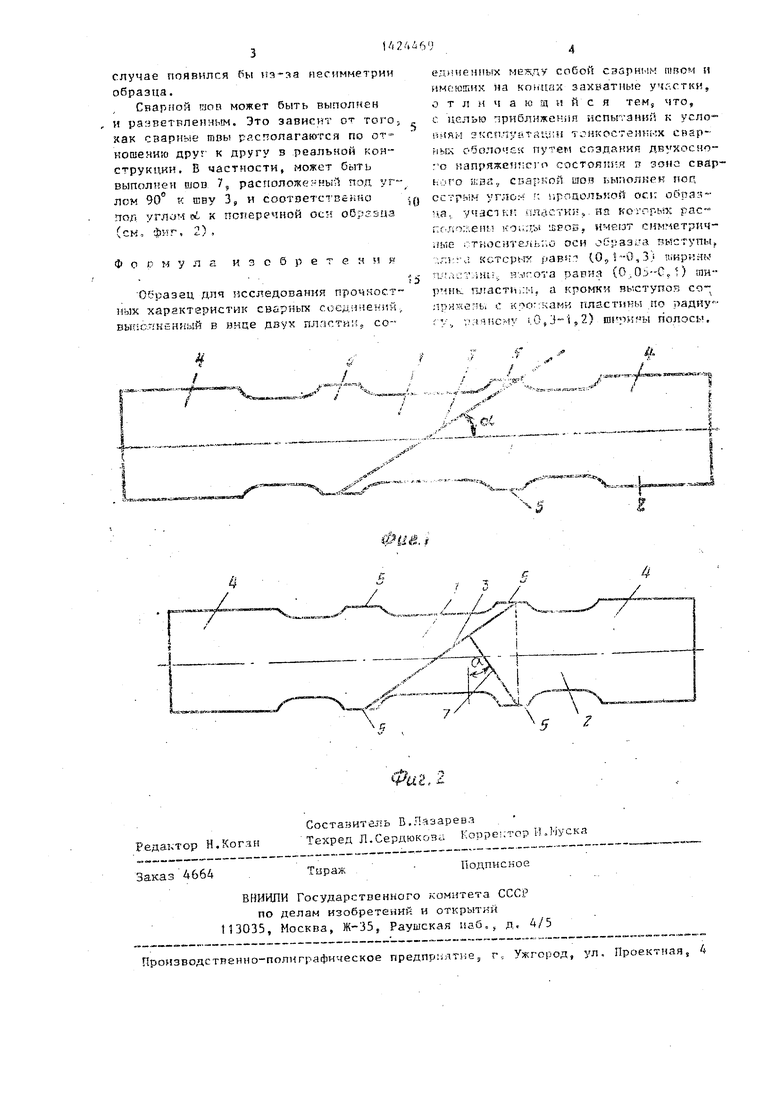
На фиг. 1 пр 5ДСтаБлегП . консч/аук - образца с одним сварным изом| на фиг. 2 - то же,, с двумя е.в рньтМй шпаии.
Образец аыполиси в акде двух кнас, THIT 1. и, 2, соедииенньш межд.у ео8сй ст арпым швом 3, на концак эйкпатные участки 4, Сзарпой шов аыЛОЛ СП под ОСТрЬЕ УГЛОМ сЛ К ПрОДОЛЬ
иой оси образца,, сонпадяюшей с осью испытательпой матпгы , выбирается из услопия
GV
tB 66-rr-s
у
где .(;.( и G, нормапьный 1апрлжеипя . , в зоне спаркого шва.
Участии пласт-И, на которьп рас- - положепы концы шиогц инзгат сньметрн е пыа О поснтапьт образца пы , дл:;п;з которых pnsna (0,1- 0j,3} ширгпы iiuac-rnHbij высота ( . Oof) плас гит-:, л кромки выступов сопряжены с кромками nruicr;i; sb . то ра диусу, разнок;/ (0,) теиричь л осы.
Работает образец следующим об- разом.
При прило;хэ гл}5 раст кгивагощей KIIFJ сжимающей нагрузки черс:о захпатные участкм 4, вставленные п ,и пь тател1- Нс й MCiu Wibi, нагрулсаютсп ппас 1 н 2 и заыполпенкьй на ник сзар ной шов 3, При этом Нйирлжеиие в се- перпгидикулкрном продольной ос. образна, составляет v
где Р - дс йстнуюггсая нагрузка
F площадь поперечного сзчения
образца I
В Ci45i;:i io ; наклпнгквон к про- дольго; - оси образца-ПОД углом гс зоэ г;апря:5енкя
о J С,, .
- О -, sin ci ,,1 bin2ivL,
т.е. та папплжоняя, икерл -iecTO н реальных условиях (в услоБЯ- ггл двухосного г1. 1Г1)у кепип, например.
в оболочке) 5, что обеспечивается соответствующим выбором угла об из
соотношения
0
-О,
по известным на
пряженняр О,, .т G, (или, не ре 5 известному
крайней
.S
5
отношению ;:i),
Еыбранны. на осиове анализа условий работы реальной iici-crpyicuw),
Б сечеиииз Дс концы сваркого шва 3 выходят кг бокопые кромки образцаs выпо;п- еньг заступы, благодаря которым уроЕзкь напряжеьгил в этих сечениях несколько ниже шпряжен й С в пласти-j- нах I и 2, Радиусные округления между крснками пластин и пыступов выбрз51ы из условия обеспечг-кия плавности пй- ргходй. от пласт; И:1 ;,; ныступам и З ен самш- уьзены-ма от концентрацию напряжений в зоне выступов.
Каличла выступов исключает возможность Еоэникяовения трещитт з зоне вы- ксда- сварного шва 3 на боковые кромки,. ТоЕ, обесутечипается выполиекке .тгебуемь Х гра -ичным. услоЕий., другими, слооа ш иьштируется работа шва 3 в у сповнях его нагру яеннл в реальной ; оболочке.,
в лступов ПО бскозым граикг-г образца приводит к поивленито концент- paufiit напркжеияй около основания этитс выступов. Указанные соотношения AJ iHF y выступа к амриие образца в пределах (Oj - OsS), выступя с ширине образца в пределак (О.05-0., t.) и радн- уса скруглення к гшфине обрйзца в гределак (0,3-1,2} обеспечизают зна- чешгл коз(1)4)ицй ентог коицсптрацпк напряжений не БЬ ше 151 5 . Это означает «то благодаря наличию выступоп 5,, вь5- полнеэ нъг с с укязаняым;1 размерами, Ti с ключа е т с. 5 лачало рпэрушепчя образ™ U -i как в зоий, ГДЕ концы сварпого шва Еьтходкт на боковые крэг.аси oopaauas Ёследсч вие снижения уроз-;-: напряжений в - шастиье так к по рагт.гускыь; скруг- j eH 5HE«J в зоне пеоехо.гло от иластнн к выс - упам 5. Т.в.кнц оОразом, наиболее слабым -;естом сганопи ся средняя; часть шьа 3, т„е, П ит1 руются условия работь сварного шва, имеющие место в услов :я: ; его ргбо . ы в штурной so;:cTpyKUiiV5,
Наличие впстуйов 5, pacпoлoжerfFьrx симметрично Ta ti-гм же выступам отио- с -;тельно продольной-оси образца; соес5Т.еч:икает отсу -стзие местного пз
ГНба пластины э который Н ПрОТ гВНОМ
случае появился бы иэ-за иесимметрии образца.
Сварной шов может быть выполнен и разветклеяньгм. Это эависУ1Т от того., как сварные гавы р-асполагаются по кошени друг к другу в .реальной кон- струкпкн, Б частности, может быть выполтзен шов 7, расположеяньгГ по.ц углом 90° к шву 3, VI соотзет ствекно под углом esl к поперечной оси oOpssua (см, фиг, 2),
Фоомула изобретения
Образец для нсследовання прочкос.т- ных характеристик сварных сосАИкеклй, выполненный в ннце двух пллсти;;, со
единенных меж.цу coCovi csapHi iM н имсаших на ко мггак захватные учйстки, отличающийся тем, что, с целью приблнжекпп испытаний к усло- 1Н(яи зксплуйтйции тонкостенных спар- НМЛ оболо к nyтe создания двухос Ю г о напряжс ;сгп состояш я з сварного ii;0s, сваркой шон ьыполксн поц ccTpbiH углом г: г,рпцолькой oci: обрау- на,, учзстк пластин ...на когорык рас- пг.ло;:,епп KOi,, IBPOB, нмегзт .трич- иые г:тиосите,чь;;и оси C SuaaL i выступы,
-:.r.-i:: a КСТСРЬК рЗВН. (0,,,3) ШИрИЯЬ
,. нчпога равна (О.Оз-СИ) ши- рчнк. inacT ii:bi. а кромки выступов со )иже ты с кооггками, пластины по радку - у., г. i 0,,, 2) . полосы.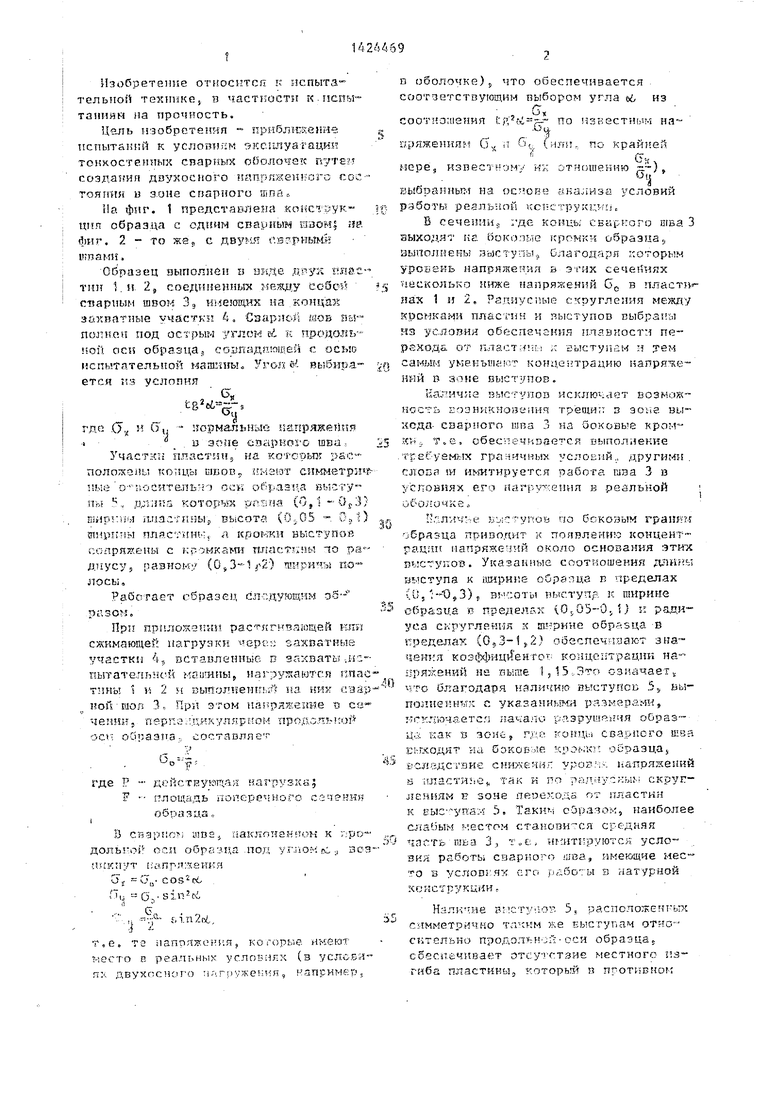
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| Способ сварки плавлением хромомарганцевых аустенитных сталей | 1978 |
|
SU697273A1 |
| Способ многопроходной сварки | 1976 |
|
SU740429A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
| Способ дуговой сварки криволинейных швов | 1984 |
|
SU1281354A1 |
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| Способ создания искусственного дефекта в сварном соединении | 1989 |
|
SU1742010A1 |
| Способ определения содержания диффузионного водорода в металлических изделиях | 1982 |
|
SU1073619A1 |
Изобретение относится к испытательной технике, в частности к испытаниям на прочность. Цель приобретения - приближение испытаний к условиям эксплуатации тонкостенных свар- иых оболочек путем создания двухос- ,ного напряженного состояния в зоне сварного шва. Образец выполнен в виде двух пластин 1 и 2, соединенных меж,цу собой caapHbtM швом 3. Шоп расположен под углом ot к продольной оси образца. Угол об выбирается из условия tg2oi G /G,j, гдеОГ и Gu - нормальные напряжения в зоне сварного шпа. При приложении нагрузки в свар ном шве возникнут напрлжеиня, имеющие место в реальных условиях (в оболочке) . Наличие выступов 5 и радиусов скругления исключает -возиикнове- ние трещин н зоне выхода сварного шва, то. есть И1«{тируется работа шва Э условиях нагружения я реальной оболочке. Сварной шов может быть выполнен разветвленным. Количество разветвлений зависит от топо, как сварные швы располагаются в реальной обо лочке. 2 ил. § С
.„
/
4
р 7 ° ™ х,
Составитель В.Лазарева Редактор Н.Когян Техред П.Сердюкоза Корректор И
Заказ 4664
Тираж
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб,, д. 4/5
&
/
.-.,.
..B«rf .;- -- - -г;: й лк-« :. ..
,
х„.«.:
.
, г
7
Zl
i ..---V- 4
vJ./ V
ыг.2
noAnviCKoe
| ГОСТ бЭЭб-бб | |||
| Сварные соеднне- | |||
| ння | |||
| Методы определения механических свойств, с, 39, табл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
