1
Изобретение относится к области сварки, в частности, к способам многопроходной сварки, преимуще(;твенно, деталей большой толщины, и может быть применено при изготовлении резервуаров, в котлостроении и в других отраслях машиностроения.
Известен способ многопроходной сварки, преимущественно, деталей д большой толщины, при котором свариваемые элементы закрепляют в приспособлении и задают им при этом угловую деформацию, обратную сварочной деформации, а сварку выполняют по щелевой е разделке 1.
Однако при выполнении сварки по мере наложения слоев и заполнения разделки ширина ее увеличивается. Это приводит к большим угловым да- 20 формациям и остаточным напряжениям.
Кроме того, обеспечение точности разделки с учетом изменения поперечной усадки по высоте разделки связа- 25 но с дополнительными затратами.
Цель изобретения - улучшение качества сварки путем обеспечения переменной в процессе сварки угловой деформации, обратной сварочной. JQ
Для этого свариваемые элементы закрепляют в приспфсоблении шарнирно и в точках .закрепления прикладывают растягивающую нагрузку в направлении, перпендикулярном продольной оси сварного шва, которую изменяют при сварке от прохода к проходу, при этом величину растягивающей нагрузки при сварке каждого слоя выбирают из условия равенства моментов растягивающей на,грузки-и усилия от поперечной усадки сварного шва.
На фиг.1 представлена схема сборки и сварки элементов согласно данному способу; на фиг.2 - вид А фиг.1.
Способ осуществляют следующим образом.
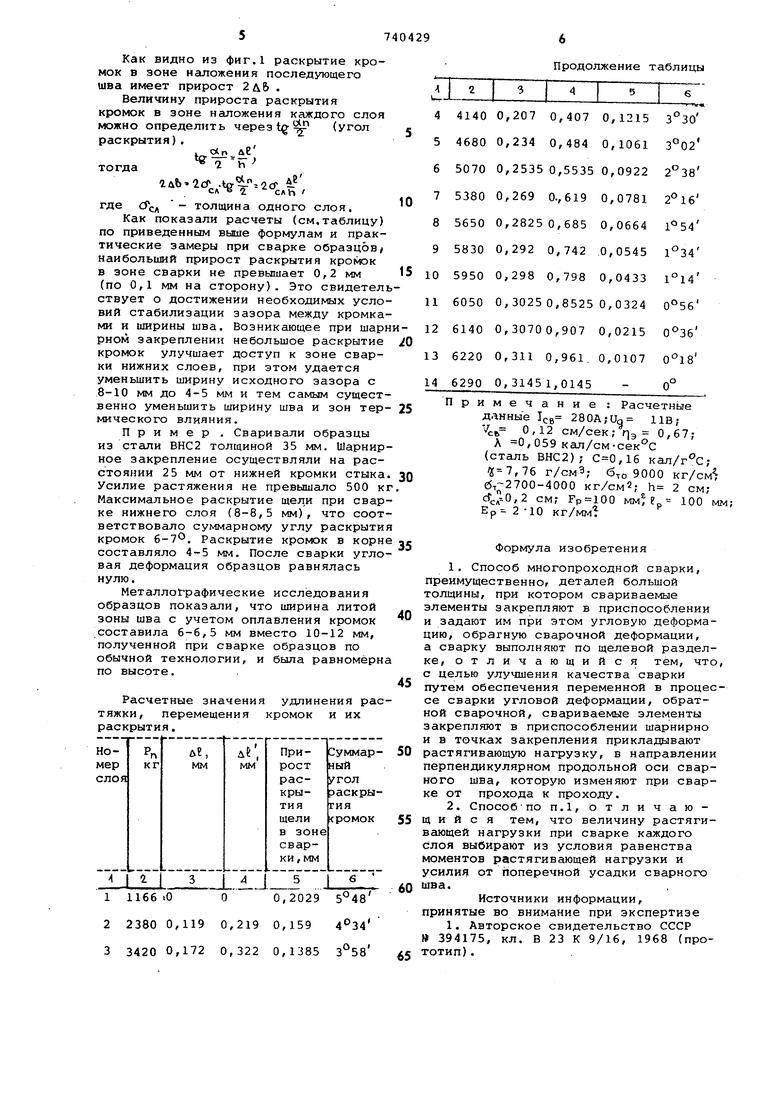
Детали 1 под сварку с щелевой разделкой после прихватки закрепляют шарнирно в приспособлении и в точках закрепления приклгщывают поперечные растягивающие усилия. Под действием момента h растягивающих сил детали поворачиваются вокруг осей, параллельных оси шва (точки А и В на фиг.1), и занимают исходное положение с предварительным раскрытием кромок, улучшающим доступ к сварке нижнего слоя. После погружения электрода в разделку на заданную глубину возбуждают дугу и начинают процесс сварки корневого шва, При сварке каждого слоя неизбежно возникновение усадочной силы Ру , величина которой практически одинакова для всех слоев из-за постоянства их формы и площади в поперечном сечении j Режим сварки каждого слоя постоянен. Величина hy переменная, что учтено в приведенном расчете. Работа системы и взаимодействие сил осуществляется следующим образом Под действием поперечной силы ус ки Ру и растягивающих сил в шарнирно заделке Р,, детали поворачиваются во круг оси А, проходящей через шарниры параллельно оси шва и занимают после довательно положения 2,3 и 4. Выбор места расположения шарниров производ исходя из конструкции деталей, распо лагая их как можно дальше от корня шва (практически 10 мм от поверхнос деталей) . Угловая деформация (поворот кромо относительно центра тяжести сваренного сечения) будет отсутствовать при Pb n- v V n oOгде hy .- расстояние от центра тяжести сечения сваренного шва до линии дейст ВИЯ сил Р и Ру при сварке h -го слоя, см; п-бш-Ь /б, гдебщ и h б -длина и высота шва, см -предел текучести металла при данной темперауу ре, кг/см. Фиктивную усадочную силу Ру , кот рая, как уже отмечалось, практически постоянна для всех слоев шва, можно приближенно определить для случая внецентрового сжатия незакрепленньГх деталей без учета центральной силы сжатия ошибка не превышает 8-10%). Тогда Опытным путем установлено, что момент усадочной силы может быть практически уравновешен при высоте сечения, сваренного шва Ьщ 2Rg(Rg - радиус изотермы 650°С в поперечном сечении), В этом случае из равенства (2) получим D - Р .R fч V-3 в V) Значение равновесного усилия Р„ при котором угловая деформация отсут ствует, можно определить подставив в уравнение (1) значение Ру из уравне D й р .R .aiWrп-з го -ьТ; УЛ- (4 Коли растягивающее усилие больше равновесного, то происходит раскрыт зазора между кромками и наоборот. Растягиваиощее усилие создается болтами-растяжками 5. В зависимости от сечения болтов-растяжек Fp и их длины 8р и модуля упругости материала болтов Е кг/мм растяжка получит удлинение , откуда, подставив значение Р, из уравнения (4) получим ;,.{К/лй:%Э : ,„ Величина удлинения растяжки 5 соответствует поперечному перемещению кромки на уровне шарнира. Однако, поскольку под действием силы Р имеет место выборка люфтов конструкции и небольшое смятие поверхности шарнира, не превышающее 0,6-0,7 мм, в среднем по 0,05 мм за каждый проход, то к величине лВ следует прибавить величину 0,05 мм дС-ле -о,о5Ь Расчеты по уравнению (4) показывают, что по мере удешения от корня шва, равновесное усилие Рр возрастает от слоя к слою. Если затяжку гаек б в приспособлении перед сваркой очередного слоя не производить, то будет .протекать угловая деформация (сближение кромок) и, следовательно, удлинение растяжек 5, которое приводит к росту усилия РП . Как только усилие Р, достигнет, при удлинении растяжки, равновесного значения для данного слоя, сближение кромок прекратится. Подбирая расчетом соответствующее сечение болтоврастяжек и базу их удлинения, можно управлять угловой деформацией, возникающей при наложении последующих слоев. Таким образом, определив из уравнения (5) перемещение кромки при сварке п слоев можно определить величину угла раскрытия кромок при сварке корневого слоя, которая обеспечит после выполнения последнего прохода получение нулевой угловой деформации соединения (т.е., будет скомпенсирована суммой последующих угловых деформаций). Получение расчетной угловой деформации при сварке корневого слоя обеспечивается автоматически, если усилие растяжки выбрать заведомо больше равновесного из соотношения к где Р. и п. - равновесное усилие растяжки при сварке корневого слоя и плечо I этого усилия; р и h - требуемое (расчетное) усилие растяжки и плечо зтого усилия. Посколько при раскрытии кромок, благодаря шарнирному закреплению, центр тяжести сваренного сечения перемещается вверх и высота h уменьшается. Как видно из фиг.1 раскрытие кромок в зоне наложения последующего шва имеет прирост 2&6 . Величину прироста раскрытия кромок в зоне наложения каждого слоя можно определить через t (угол раскрытия). . сХп Д° тогда aub-2cr,. где СГсд - толщина одного слоя, Как показали расчеты (см.таблицу) по приведенным выше формулам и практические замеры при сварке образцов/ наибольший прирост раскрытия кромок в зоне сварки не превышает 0,2 мм (по 0,1 мм на сторону). Это свидетель ствует о достижении необходимых условий стабилизации зазора между кромками и ширины шва. Возникающее при шарн рном закреплении небольшое раскрытие кромок улучшает доступ к зоне сварки нижних слоев, при этом удается уменьшить ширину исходного зазора с 8-10 мм до 4-5 мм и тем самым сущест венно уменьшить ширину шва и зон тер мического влияния. Пример . Сваривали образцы из стали ВНС2 толщиной 35 мм. Шарнир ное закрепление осуществляли на расстоянии 25 мм от нижней кромки стыка Усилие растяжения не превышало 500 к Максимальное раскрытие щел,и при свар ке нижнего слоя (8-8,5 мм), что соот ветствовало суммарному углу раскрыти кромок 6-7. Раскрытие кромок в корн составляло 4-5 мм. После сварки угло вая деформация образцов равнялась Металлографические исследования образцов показали, что ширина литой зоны шва с учетом оплавления кромок составила 6-6,5 мм вместо 10-12 мм, полученной при сварке образцов по обычной технологии, и была равномерн по высоте. Расчетные значения удлинения рас тяжки, перемещения кромок и их раскрытия. 0,2029 1 1166 tO 22380 0,119 0,219 0,159 33420 0,172 0,322 0,1385 3°58 Продолжение таблицы Примечание : Расчетные д.чнные I(-g 280A;U, 11В; 7 0,12 см/сек; Г 0,67; А 0,059 кал/смсек с (сталь ВНС2) ; ,16 кал/г С; ,76 бто 9000 кг/см5 б-г 2700-4000 кг/см2; h 2 см; cfclJ.0,2 см; мм Ер 100 мм; Ер - 2-10 кг/мм Формула изобретения 1.Способ многопроходной сварки, преимущественно, деталей большой олщины, при котором свариваемые элементы закрепляют в приспособлении и задают им при этом угловую деформацию, обратную сварочной деформации, а сварку выполняют по щелевой разделке, отличающийся тем, что, с целью улучшения качества сварки путем обеспечения переменной в процессе сварки угловой деформации, обратной сварочной, свариваемые элементы закрепляют в приспособлении шарнирно и в точках закрепления прикладывают растягивающую нагрузку, в направлении перпендикулярном продольной оси сварного шва, которую изменяют при сварке от прохода к проходу. 2.СпособПО П.1, отличающийся тем, что величину растягивающей нагрузки при сварке каждого слоя выбирают из условия равенства моментов растягивающей нагрузки и усилия от поперечной усадки сварного Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 394175, кл. В 23 К 9/16, 1968 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ТЕПЛООБМЕННИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТЕПЛООБМЕННИКА | 2018 |
|
RU2740692C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1533154C |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ испытания металла шва на сопротивляемость образованию холодных трещин | 1989 |
|
SU1691020A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва | 1988 |
|
SU1639931A1 |

