4; ю
4 Х) ГС 4
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении ступенчатых изделий цилиндрической формы.
Цель изобретения - повышение дол- говечности валка и производительности путем снижения трудоемкости настройки перед прокаткой.
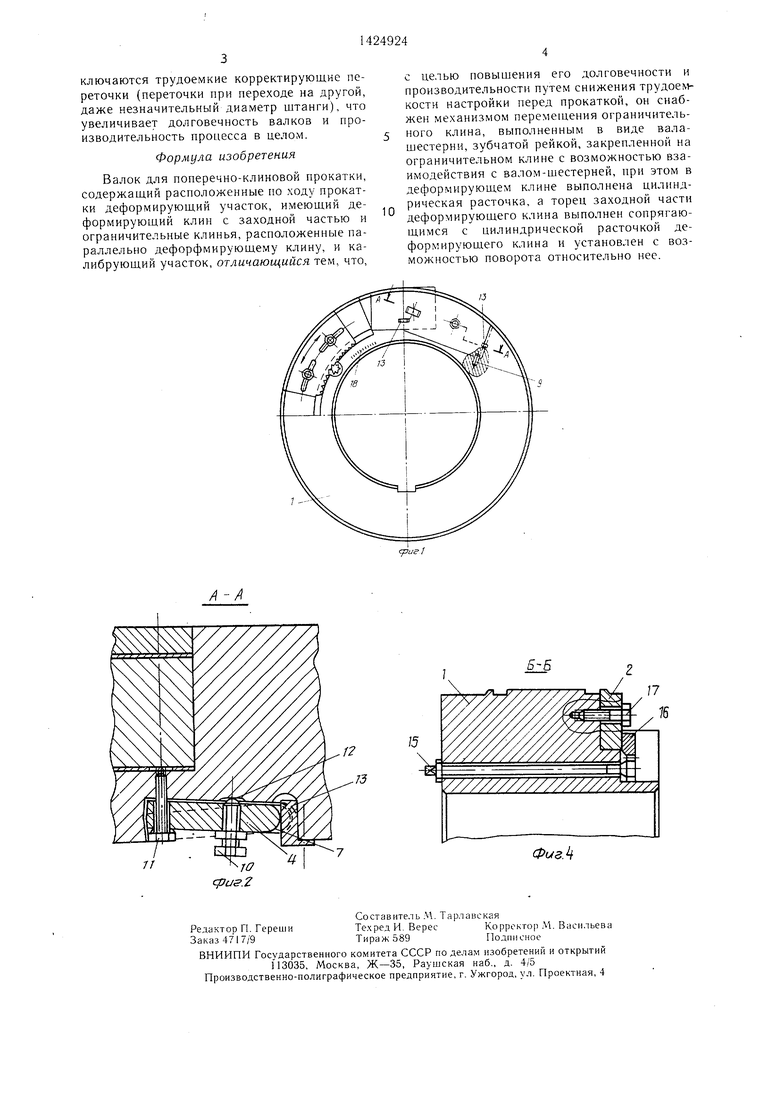
На фиг. 1 показан валок в сборе, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - развертка валка; на фиг. 4 - раз- рез Б-Б на фиг. 3.
Валок 1 для поперечно-клиновой прокатки имеет калибруюихий участок 2. Деформирующий участок образован деформирующим клином 3 с подвижной заходной час- тью 4 и ограничительными клиньями 5 и 6. Деформирующий клин 3 нарезан на гладкой бочке валка по винту. В процессе деформации заготовка сдигается вдоль оси прокатки на ее длину. Таким образом, нарезанный по винту деформирующий клин одновременно выполняет и функцию транспортирующей реборды, и обеспечивает высокопроизводительный непрерывный процесс.
Деформирующий клин выполнен с цилиндрической расточкой 7, а подвижная заход- ная часть 4 деформирующего клина 3 выполнена съе.мной и ограничена цилиндрической поверхностью 8 и связана осью 9 с деформирующим клино.м. Поворот осуществляется двумя винтами 10 и 11. Винт 10 установлен на резьбе в подвижной заходной части 4 и упирается в расточку 12 тела валка 1. Винт И - фиксирующий {фиксирует механизм в определенном положении). Подвижная заходная часть фиксируется от перемещения в радиальном на- нравлении щпонками 13.
Подвижная заходная часть 4 деформи- руюпгего клина 3 имеет линейную щкалу 14 (лимб) (на чертеже показан закрепленным на гладкой бочке валка 1). Ограничительный клин снабжен механизмом для его перемещения, выполненным в виде вала-щес- терни 15, установленной с воз уюжностью взаимодействия с рейкой 16, закрепленной на ограничительном клине 5. Клин 5 крепится к валку 1 болтами 17 и имеет угловую щкалу-лимб 18.
Инструмент для поперечно-клиновой прокатки работает следующим образом.
Предварительно перед прокаткой производят сортировку горячекатаных 1птанг по диаметру. Штанги одного диаметра укладываются на приемную решетку (не показана) перед станом. Производят настройку инструмента, позволяющую использовать для безотходной прокатки щтанги отсортированного диаметра. При номинальном диаметре щтанги верщина подвижной части 4 деформируюпгего клина 3 совпадает с нуле- вым значением линейной щкалы 14, а верщина ограничительного клина 5 совпадает с нулевым значением угловой шкалы 18.
5
0
5
0
5
0
5
0
При отклонении диаметра щтанги, например, в большую сторону подвижную заход- ную часть 4 передвигают к калибровочному участку (показано сплощной линией) на величину, определяемую расчетом (по равньш объемам заготовки). При этом винт 10 отпускают, а винт 11 затягивают до тех пор, пока вершина подвижной заходной части 4 не займет относительно линейной шкалы 14 определенное положение. Одновременно производится корректировка положения ограничительного клина 5 механизмом его перемещения. При этом отпускают болты 17 и, вращая вал-шестерню 15, перемещают рейку 16 с клином 5 относительно угловой шкалы-лимба 18 на величину корректировки. При прокатке щтанги, диаметр которой больше номинального, ограничительный клип 5 перемещают в направлении по часовой стрелке. Инструмент готов к работе.
Предварительно перед прокаткой производят сортировку горячекатаных щтанг по диаметру. Затем производят настройку инструмента. Просчитывается необходимый объем .метал;1а для формирования части гфо- катываемого изделия из П1танги но.миналь- ного диаметра DO, просчитываются величины и В(). Эти величины принимаются за исходные. При переходе на штангу с .меньп1им диаметром заходная часть деформируюпхего клина поворачивается вниз от нулевого положения, а ограничительный клин 5 перемец ается к вершине деформирующего клина 3. При нeбoльпJoм изменении диаметра щтанги возможен вариант, когда поворачивать подвижную заход- ную часть 4 деформирующего к.чина 3 не требуется. Достаточно передвинуть ограничительную часть деформируюи1,егч) клина 3 не в положение, например. В:. Передвижка ограничительного клина 5 позволяет осущест- В1пъ прокатку с набором металла по диаметру, что необходимо для формирования изделия из щтанги меньшего диа.метра. Пабор металла в нужном месте происходит за счет сдерживания клином 5 металла в осевом направлении.
При переходе на щтангу с большим диаметром подвижная заходная часть 4 деформирующего клина поворачивается вверх от нулевого положения, а ограничительная часть 5 переставляется в направлении к калибрующему участку.
При небольшом изменении диаметра штанги регулировку можно производить ли1нь ограничительным клином 5, перемещая его от вершины деформирующего клина 3 и увеличивая при этом раскатку в осевом направлении.
Валок 1 с корректировкой позволяет осуществить прокатку заготовки без jpoMe- жуточного отхода, из щтанги со значительным разбросом по диаметру (10--15%) от номинального значения. Кроме того, исключаются трудоемкие корректирующие переточки (переточки при переходе на другой, даже незначительный диаметр штанги), что увеличивает долговечность валков и производительность процесса в целом.
Формула изобретения
Валок для поперечно-клиновой прокатки, содержащий расположенные по ходу прокатки деформирующий участок, имеющий деформирующий клин с заходной частью и ограничительные клинья, расположенные параллельно дефорфмирующему клину, и калибрующий участок, отличающийся тем, что.
с целью повышения его долговечности и производительности путем снижения трудоемкости настройки перед прокаткой, он снабжен механизмом перемещения ограничительного клина, выполненным в виде вала- шестерни, зубчатой рейкой, закрепленной на ограничительном клине с возможностью взаимодействия с валом-шестерней, при этом в деформирующем клине выполнена ци 1инд- рическая расточка, а торец заходной части деформирующего клина выполнен сопрягающимся с цилиндрической расточкой деформирующего клина и установлен с возможностью поворота относительно нее.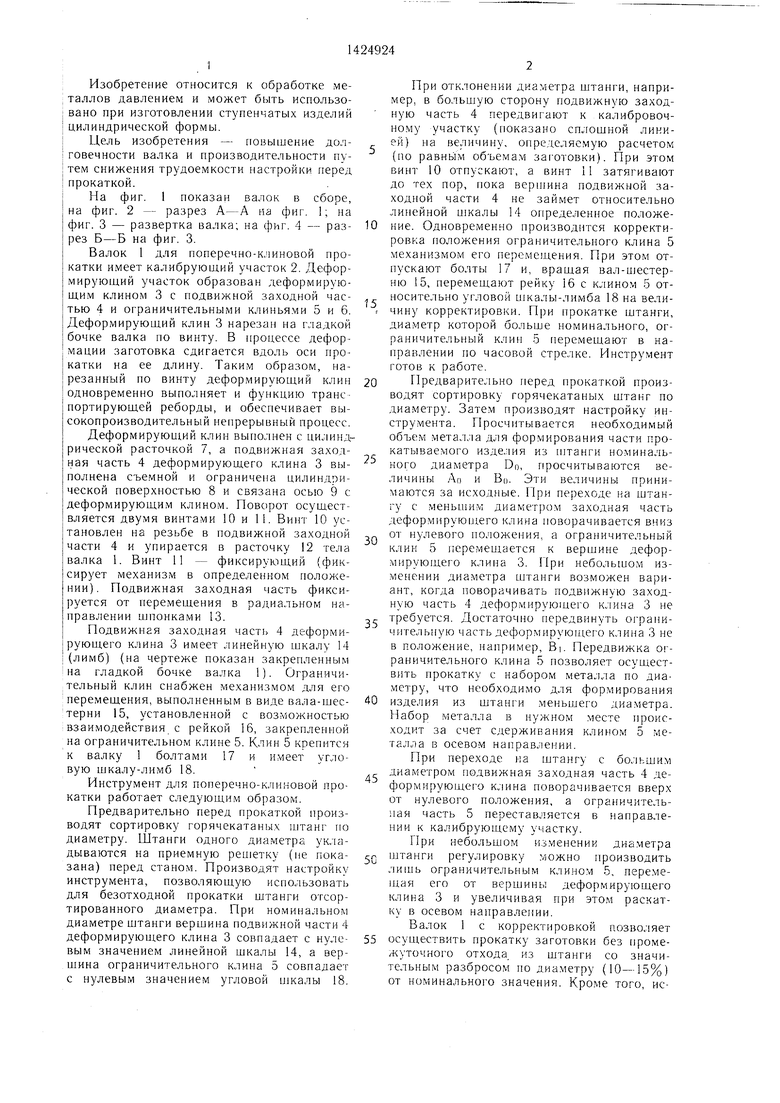
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Прокатная клеть для производства клиновых профилей | 1990 |
|
SU1761317A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
Изобретение относится к обработке металлов давлением и м.б. использовано при изготовлении ступенчатых изделий цилиндрической формы. Цель - повышение долговечности валков и снижение трудоемкости процесса их настройки перед прокаткой. Валок для поперечно-клиновой прокатки содержит деформирующий участок и калибрующий участок 2. Деформирующий участок образован деформирующим клином (ДК) 3 с подвижной заходной частью 4 и ограничительными клиньями 5 и 6. ДК 3 нарезан на гладкой бочке валка по винту и выполнен с цилиндрической расточкой, а подвижная заходная часть ДК 3 выполнена съемной, ограничена цилиндрической поверхностью 8 и связана осью с деформирующим клином. Ограничительный клин снабжен механизмом для его перемещения, выполненным в виде вала-щестерни, установленного с возможностью взаимодействия с рейкой, закрепленной на ограничительном клине 5, который крепится к валку болтами и имеет угловую шкалу-лимб 14. Устройство позволяет осуществить прокатку заготовки без промежуточного otxoдa из штанги со значительным разбросом по диаметру. 4 ил. o. (Л
7/
13
/7
ФигЛ
| 1972 |
|
SU418260A1 | |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
