Изобретение относится к трубопрокатному оборудованию, конкретно к рабочим клетям станов холодной прокатки труб.
Известна рабочая клеть [1] двухниточного стана холодной прокатки труб, которая содержит стационарную станину, подвижную от привода кассету, две пары рабочих ручьевых валков, два опорных валка. Рабочие валки, параллельные между собой и расположенные в одной плоскости, своими цапфами установлены в подушках на подшипниках и имеют привод вращения от установленных в станине реек через приводные зубчатые колеса на шейках опорных валков и синхронизирующие шестерни на рабочих валках.
Недостатком этой клети является наличие промежуточных опорных валков, контактирующих с опорными плитами и с рабочими ручьевыми валками.
Автору не известны попытки создания двухниточных валковых клетей к однониточному роликовому стану ХПТР 15-30 и двухниточному 2ХПТР 8-15.
Целью изобретения является создание двухниточной клети, имеющей рабочие валки с опорными бочками. Это достигается путем размещения четырех валков в одной плоскости, перпендикулярной оси прокатки. Четыре валка (по два в каждом валковом блоке) крепятся винтами к кассете, которая удерживает валки в одной плоскости, причем все четыре валка последовательно контактируют друг с другом, а крайние валки обкатываются по опорным плитам с зубчатыми рейками на них. Опорные калиброванные плиты закреплены с торцов фланцами, а сверху и снизу закреплены подпружиненными винтами. Верхние и нижние калиброванные опорные плиты имеют нажимные клинья и винты для перемещения клиньев. Валки имеют по две приводные шестерни, одновременно являясь и синхронизирующими. Верхний и нижний валки зацепляются с подвижными рейками, которые одним концом крепятся шарнирно к опорной плите, а другим опираются на бурт винта, вращая который можно поворачивать рейку относительно шарнира, выводя ее тем самым из зацепления с приводными шестернями верхнего и нижнего валков. На концах валков установлены подшипники, которые входят в опоры, а каждая пара валков (верхняя и нижняя) с собранными с боков валков опорами представляет собой блок, который крепится винтами к щекам кассеты, а каждая щека имеет проушину для соединения тягой к рычагу привода кассеты.
Рычаг привода кассеты удовлетворяет требованиям настройки на катающий диаметр при переходе с роликовой клети на валковую. Рычаг привода кассеты имеет два шарнира качания, каждый из которых применяется только при работе со своей клетью. Верхний шарнир для работы с валковой клетью, а нижний для работы с роликовой клетью.
Для предохранения от аварийных поломок применены предохранительные штифты на штангах, соединяющих кассету с рычагом привода.
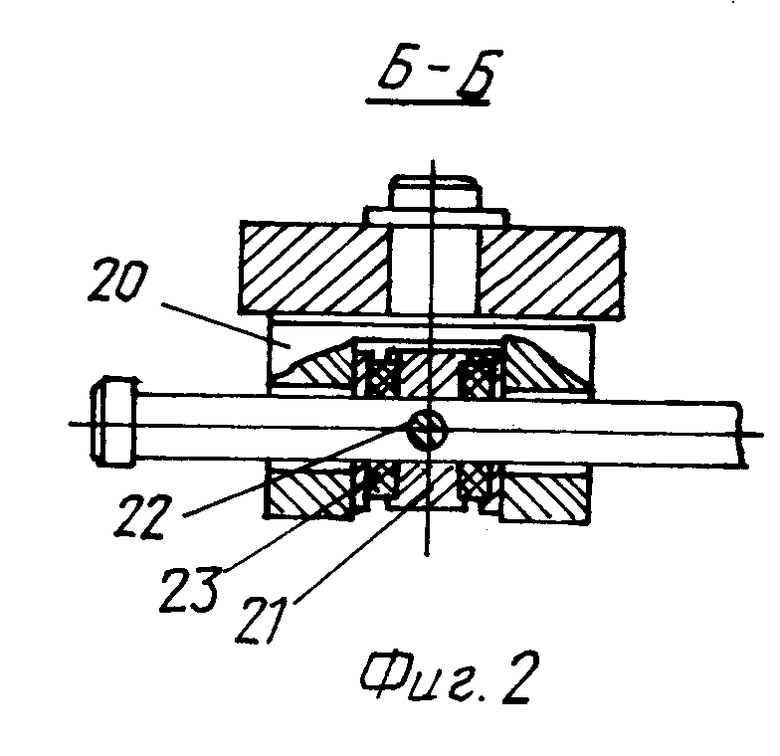
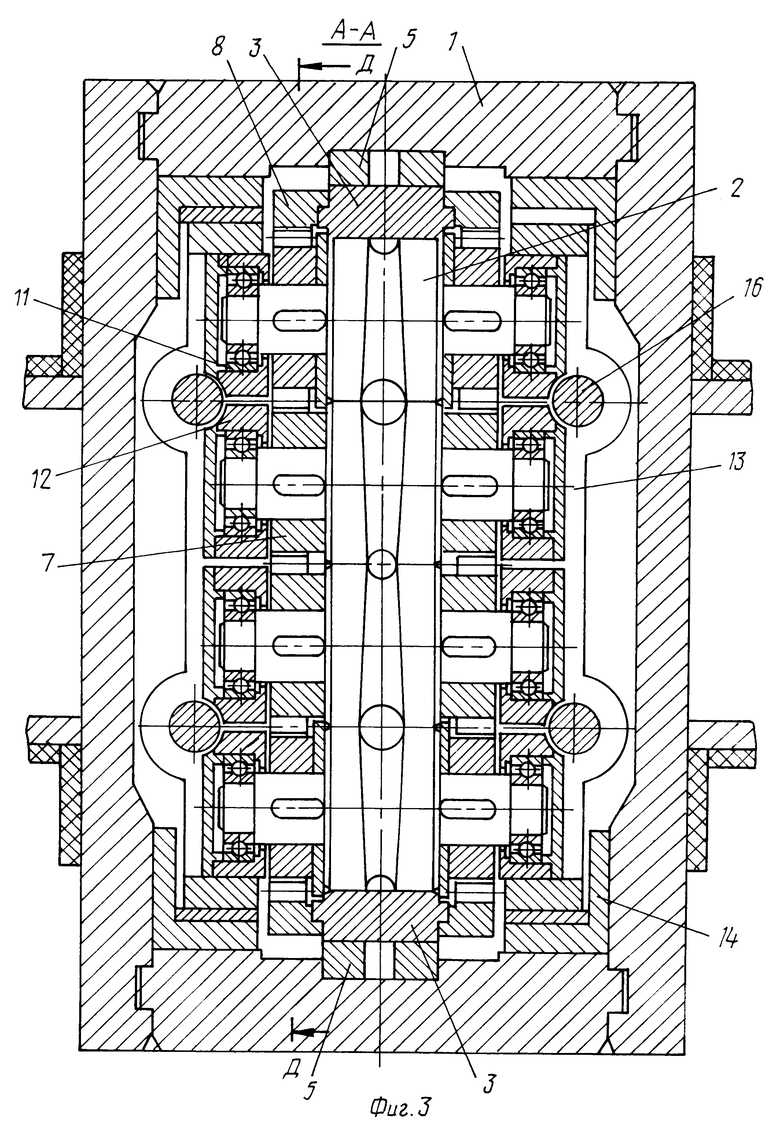
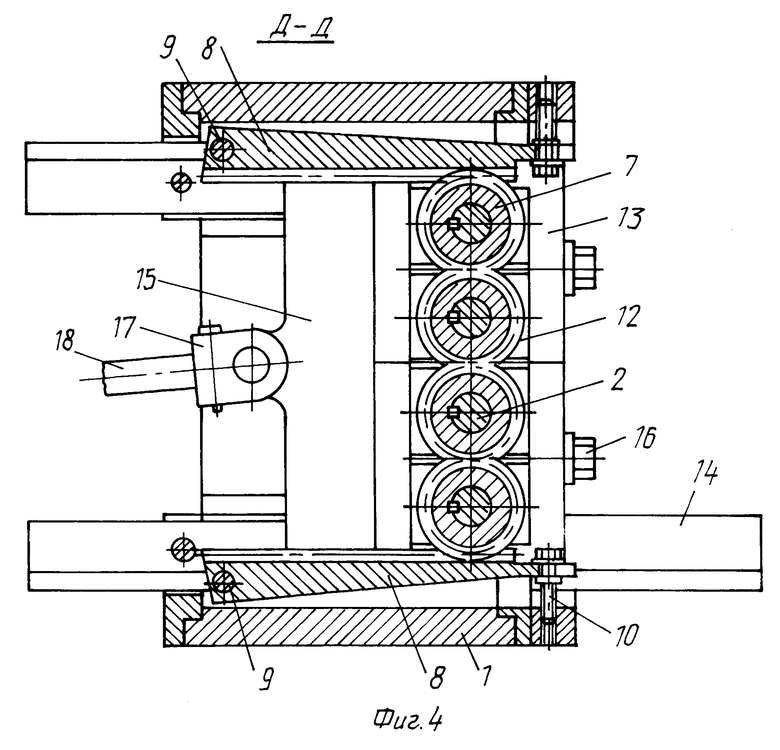
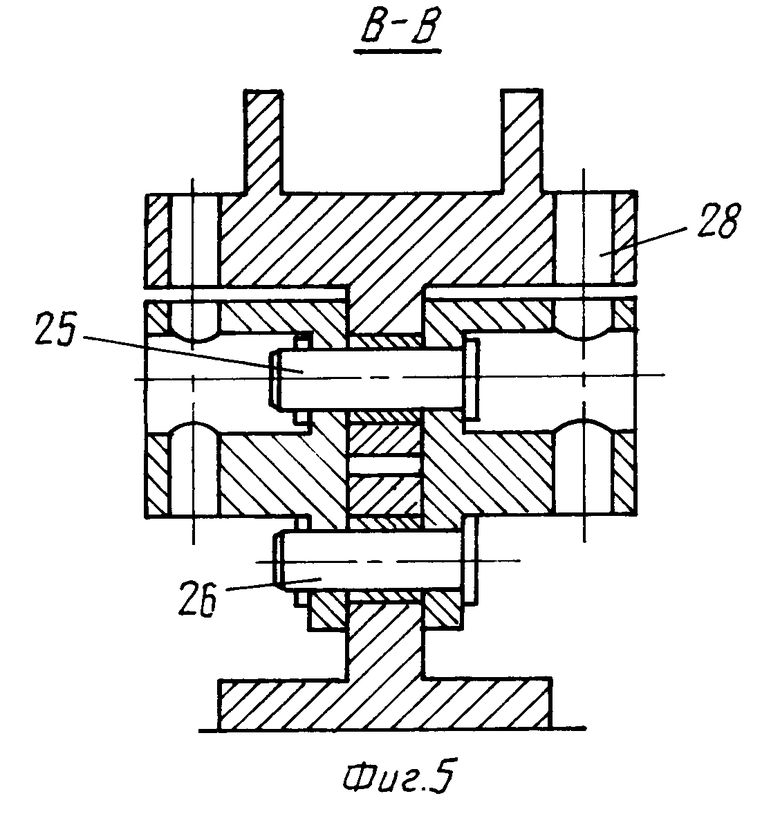
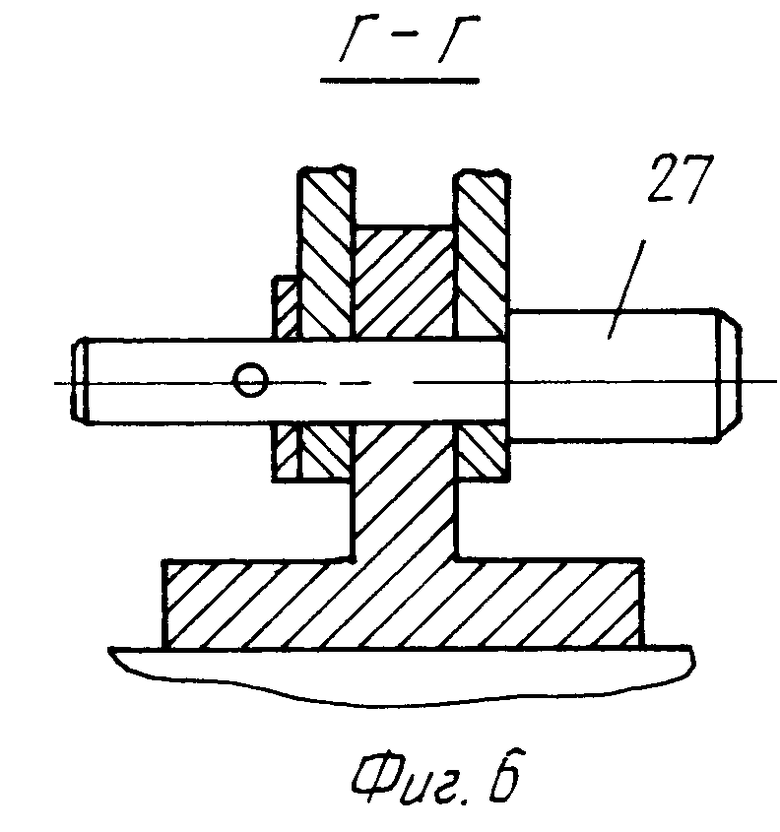
На фиг. 1 представлена предлагаемая клеть, продольный разрез с рычажным приводом кассеты; на фиг. 2 сечение по Б-Б (предохранительное устройство); на фиг. 3 сечение по А-А; на фиг. 4 сечение по Д-Д; на фиг. 5 сечение по В-В; на фиг. 6 сечение по Г-Г.
Рабочая клеть состоит из обоймы 1, валков 2, последовательно контактирующих друг с другом опорными бочками, а верхний и нижний валки с опорными калиброванными плитами 3. Плиты ограничены с торцов фланцами, а сверху и снизу закреплены подпружиненными винтами 4. При помощи клиньев 5, соединенных с винтами 6 для их перемещения, опорные плиты поджаты к опорным бочкам валков. Валки имеют по две приводных шестерни 7, средние выполняют роль синхронизирующих, а шестерни верхнего и нижнего валков зацепляются с подвижными рейками 8, которые одним концом крепятся при помощи шарнира 9 к опорной плите, а другим концом опираются на бурт винта 10, при помощи которого можно поворачивать рейку относительно плиты, выводя ее тем самым из зацепления с приводными шестернями верхнего и нижнего валков. Концы валков с установленными на них подшипниками 11 входят в опоры 12, а каждая пара валков с собранными с боков валков опорами представляют собой валковый блок 13. Два валковых блока с совмещенными калибровками, установленными друг на друга на направляющих 14, крепятся к щекам кассеты 15 при помощи винтов 16. Щеки кассеты имеют проушины 17 для соединения при помощи двух цилиндрических штанг 18 с рычагом привода кассеты 19. В стойках рычага установлены поворачивающиеся сухари 20, в пазах которых установлены фиксирующие шайбы 21 с предохранительными штифтами 22. С двух сторон фиксирующих шайб установлены упругие элементы 23 в полузакрытых цилиндрических объемах для компенсации люфтов, зазоров, неточностей изготовления и выравнивания усилий в штангах 18.
Рычаг привода кассеты, соединенный регулировочной тягой 24 с обоймой клети, имеет два шарнира качания на оси 25 и на оси 26. Нижний шарнир для работы с роликовой клетью, а верхний для работы с валковой клетью. При замене валковой клети на роликовую стопоры 27 вынимаются и вставляются в вертикальные отверстия 28 при вертикальном положении рычага. Стопоры при этом выполняют роль шин для верхнего шарнира.
Работает предлагаемая клеть следующим образом.
Установить клеть в крайнее заднее положение. Собрать вне стана два валковых блока 13, для чего на концы валков надеть опоры и объединить их в валковые блоки. Поднять верхние рейки 8 и опустить нижние при помощи винтов 10. Установить на направляющие 14 друг на друга валковые блоки и задвинуть их внутрь обоймы клети по направляющим до упора в щеки кассеты 15. Закрепить валковые блоки винтами 16, а потом винтами 10 ввести рейки в зацепление с шестернями. Зафиксировать нижний шарнир рычага привода кассеты. Определяем радиус настройки рычага по известной методике и настраиваем клеть.
Предлагаемая двухниточная клеть с расположением ниток в двух уровнях для станов ХПТР 15-30 требует доработки патрона поворота заготовки и организации двух патронов (совмещенных) зажима стержней перед коробкой передач стана. Требуется модернизация стана. Такая модернизация выгодна тем, что на том же стане после замены патрона зажима заготовки и установки перед коробкой подач двух патронов зажима стержней, которые могут работать и в однониточном варианте стана, мы получаем двухниточный валковый стан на базе роликового стана ХПТР 15-30, который при необходимости после замены валковой клети на роликовую может обрести свое первоначальное назначение, так как нижняя ось прокатки двухниточной валковой клети совпадает с осью прокатки роликовой клети.
Если предлагаемую клеть повернуть на 90o так, чтобы две нитки проката оказались в одном уровне, изменив при этом по конструктивным соображением направляющие 14, проушины 17, обойму 1, то двухниточный роликовый стан 2ХПТР 8-15 получит двухниточную валковую клеть с расположением ниток в одном уровне, т.е. полностью приспособленный для двухниточной прокатки роликовый стан получит сменную валковую двухниточную клеть, которая значительно сокращает цикличность производства труб.
Кроме значительного сокращения цикличности производства труб, что является самым важным показателем, клеть выгодно отличается в части распределения силовых параметров процесса прокатки труб. Вследствие компенсации встречно направленных радиальных сил в двух средних плавающих валках, на опорные калиброванные плиты приходится лишь половина радиальных сил, что очень важно для жесткости клети, ее металлоемкости. В двухниточной клети 2ХПТР 8-15 все элементы конструкции в количественном исчислении удвоены по сравнению с однониточной клетью ХПТР 8-15.
В предлагаемой двухниточной клети валка имеют две опорные плиты, два клина, одну кассету и т.д. вместо удвоенного количества этих элементов конструкции, а калиброванная опорная плита является инструментом.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
Изобретение относится к рабочим клетям станов холодной прокатки труб. Предложена клеть прокатки труб валками с опорными бочками, которая может быть использована как двухниточная валковая клеть для роликового стана ХПТР 15 - 30 с модернизацией этого стана, как двухниточная валковая клеть для двухниточного роликового стана 2ХПТР- 8 - 15 и для двухниточного валкового стана прокатки труб в двух уровнях. В подвижной обойме размещены планки, шарнирно крепящиеся к ним рейки и подвижная кассета, в которой размещены четыре валка, расположенные в одной плоскости и контактирующие между собой бочками. Крайние валки контактируют с опорными планками и имеют по две приводные шестерни. Кассета с четырьмя валками имеет привод возвратно-поступательного движения от рычага, имеющего два шарнира качания, и к нему тягой присоединена обойма клети. 6 ил.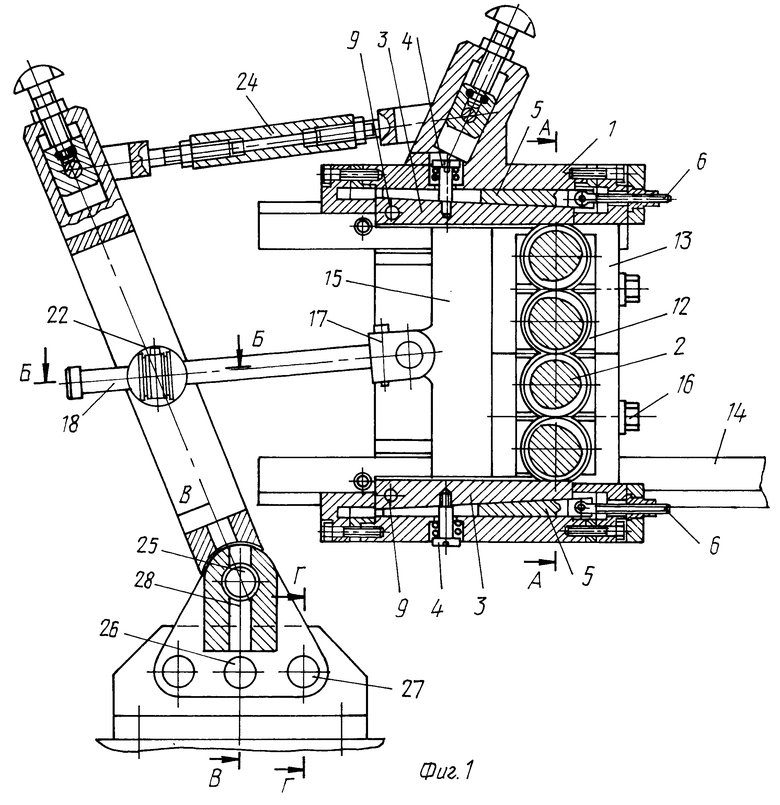
Рабочая клеть двухниточного стана холодной прокатки труб, содержащая обойму, размещенные в ней калиброванные опорные плиты, четыре контактирующих бочками рабочих ручьевых валка с параллельными между собой осями, расположенными в одной плоскости и объединенных в кассету, имеющую привод возвратно-поступательного перемещения, зубчатые рейки, взаимодействующие с ними шестерни, отличающаяся тем, что зубчатые рейки прикреплены шарнирно к опорным плитам, привод возвратно-поступательного перемещения кассеты выполнен рычажным с двумя фиксированными шарнирами качания рычага и к нему тягой присоединена обойма клети, а валки съемно крепятся к корпусу кассеты в виде двух двухвалковых блоков.
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
