Изобретение относится к прокатному производству и предназначено для получения сортовых и фасонных профилей клиновидного сечения.
Известна прокатная клеть с много-, валковым калибром, содержащая кольцевую станину, установленные в подушках конические и цилиндрические валки. Клеть снабжена нажимными винтами с гайками,.установленными в дисках кольцевой станины. Гайки снабжены цапфами, размещенными в расточках станины, параллельных оси прокатки, с возможностью свободного поворота. В данной клети предусмотрена раздельная . угловая установка каждой подушки с рабочими валками двумя винтами, которая значительно повышает трудоемкость настройки калибра. Повышает трудоемкость настройки и необходимость
регулирования радиального положения валков при каждом регулировании валков в угловом положении.
Таким образом, основным недостатком указанного аналога является высокая трудоемкость настройки калибра.
Наибоеее близкими по технической сущности и достигаемому эффекту к предлагаемому решению является прокатная клеть для прокатки клиновидных профилей, содержащая станину замкнутого типа, установленные в подушках конические и цилиндрические валки. Опорные поверхности клиньев радиальной установки валков сопряжены.со станиной по цилиндрической по- верхносди. Цилиндрические расточки в станине под нажимные клинья параллельны оси прокатки и выполнены радиусом, исходящим из центра, лежащего
О W
317
на оси клети и его расположение не взаимосвязано с размерами и расположением конических валков. Подушки установлены с возможностью поворота. Имеются механизмы синхронной угловой установки конических валков и механизмы радиальной регулировки валков. В этой клети по сравнению с указанным ранее аналогом при радиальном пере- мещении вилков их угловая установка
не нарушается. Однако, так как центр опорной цилиндрической поверхности клиньев не взаимосвязан с положением конических валков, то при регулирова- нии угла установки конических рабочих валков необходимо производить их радиальное регулирование. Это увеличивает трудоемкость настройки калибра. Наличие в клети механизмов ра- диальной настройки валков усложняет ее конструкцию.
Таким образом, основными недостатками прототипа являются высокая трудоемкость настройки калибра и слож- ная конструкция клети.
Целью изобретения явл яется устранение этого недостатка, а именно снижение трудоемкости настройки и упрощение конструкции.
v- -
Поставленная цель достигается тем, что в прокатной клети, содержащей станину замкнутого типа, установлен- ные с возможностью поворота в плоскости своих осей и сопрягаемые со станиной по цилиндрической поверхности подушки и механизм угловой установки конических рабочих валков, соглас но изобретению, опорная цилиндрическа поверхность подушки выполнена с осью, проходящей через общую точку образую
ших на малых основаниях бочек коничес-(. ких валков.
Такая форма выполнения опорной поверхности подушки устраняет смещение валков в радиальном направлении при угловой установке валков. Это исключает из конструкции механизмы радиальной установки валков, а также устраняет при настройке размеров калибра операцию перемещения валков в радиальном направлении. Это упрощает конструкцию клети,. а также снижает трудоемкость работы.
ъ
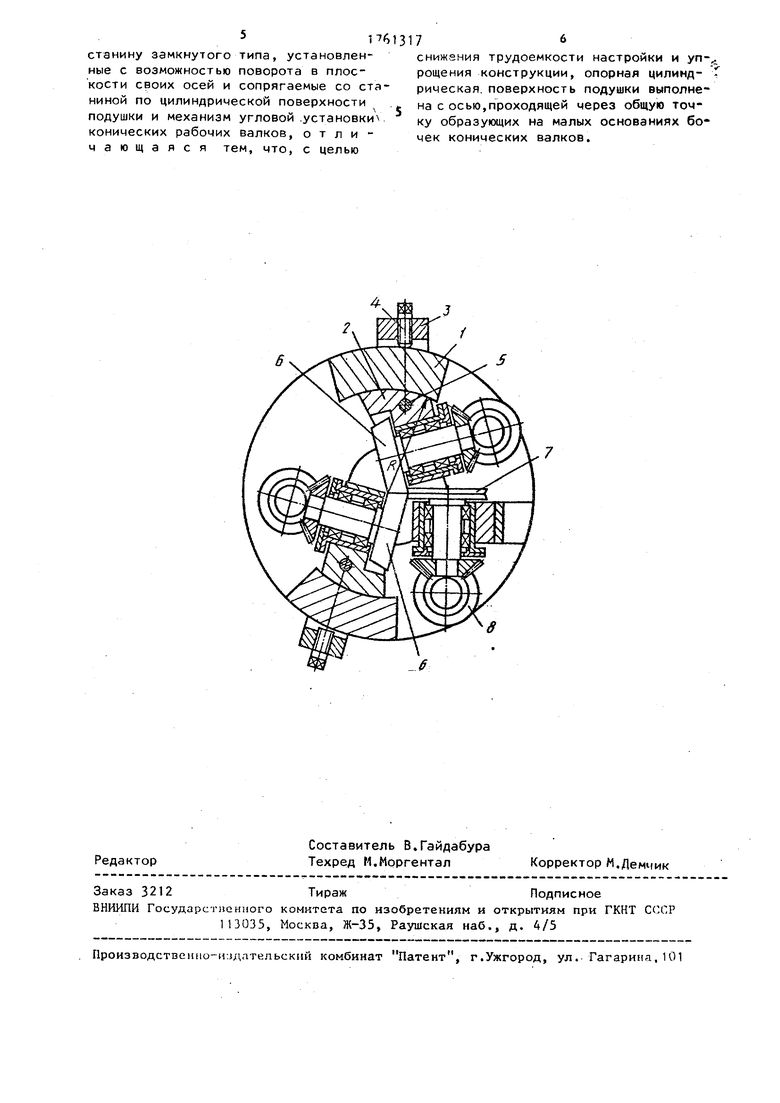
На чертеже представлена предлагаемая прокатная клеть, общий вид.
Q
е 0
fa
0
5
.
5
0
5
Прокатная клеть содержит станину 1 замкнутого типа, установленные в ней подушки 2. Подушки 2 установлены на станине 1 посредством скобы 3, винта k и осей 5. В подушках 2 смонтированы конические валки 6, образующие многовалкбвый калибр с валком 7. Опорная цилиндрическая поверхность подушек 2 выполнена с осью, проходящей через общую точку образующих на малых основаниях конических валков 2. Валки 5 и 6 снабжены приводом 8.
Прокатная клеть работает следующим образом. Включают привод 8 валков 6 и 7, которые начинают вращаться. Заготовку задают в зазор валков 6 и 7 и деформируют ее.
При переходе на другой профиль производят угловую установку конических валков 6. Выворачивают винт k и поворачивают скобу 3 относительно станины 1. При повороте скобы 3 подушки 2 поворачиваются, изменяя при этом угловое положение винта 6. При . угловой установке конических валков общая точка образующих малых оснований бочек конических валков не меняет своего первоначального положения, в результате чего не требуется радиальная регулировка валков 6.
Изготовлен опытный образец предлагаемой клети. Клеть содержит конические валки диаметром 170 по большим основаниям конусов бочек и ци- линдрический валок диаметром 150 мм.
Конические валки установлены в подушках, цилиндрические опорные поверхности которых выполне,- ны по радиусу мм, исходящему из общей точки образующих малых оснований оочек конических валков. На указанной клети можно прокатывать профили площадью поперечного сечения до 150 мм2 из сплавов на основе меди и профили площадью сечения до 75 мм2 из стали.
Предлагаемая клеть по сравнению С прототипом имеет следующие преимущества: упрощает конструкцию клети, снижает трудоемкость работы по настройке клети (время настройки сокращается в 2 раза), на 10% сокращается металлоемкость клети.
Формула изобретения
Прокатная клеть для производства клиновых профилей, включающая
51761317
станину замкнутого типа, установленные с возможностью поворота в плоскости своих осей и сопрягаемые со станиной по цилиндрической поверхности подушки и механизм угловой .установка конических рабочих валков, отличающаяся тем, что, с целью
снижения трудоемкости настройки и уп-,. рощения конструкции, опорная цилинд- рическая. поверхность подушки выполнена с осью,проходящеи через общую точку образующих на малых основаниях бочек конических валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555001A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| Узел валков рабочей клети для прокатки и волочения | 1987 |
|
SU1480907A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатный стан | 1989 |
|
SU1639808A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
Использование: для получения сортовых и фасонных прокатных про- фипей. клиновидного сечения.Сущность изобретения: прокатная клеть включает станину замкнутого типа 1, установленные с возможностью поворота подушки 2, конические валки 6 и бико- нический валок 7. Подушки/2 конических валков 6 имеют цилиндрическую опорную поверхность и выполнены по радиусу, исходящему из общей точки образующих малых оснований бочек конических валкое 2. Такое конструктивное выполнение клети позволяет исключить радиальную регулировку валков при угловой установке валков. 1 ил.
8
| Прокатная клеть с многовалковым калибром | 1976 |
|
SU687670A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Паровозный поршень, останавливающийся при езде без пара | 1924 |
|
SU839A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
