(Л
ку, уменьшает величину торцовой воронки, а следовательно, и отход. Выполнение калибр тощей поверхности 8 ДК 5 наклонной к продольной оси валка под углом с вершиной, обрал енной .к наружной наклонной грани, дополнительно уменьшает осевую вытяжку за счет сдерживания поверхностных слоев металла. Угол заострения oi недеформирующей грани допслнительно- го клина определяется из соотношения
tg еб, tg( -(Л - DgJ:(A - - Dg) , где oi - угол заострения наклонной грани деформирующего клина D|, - диаметр бочки инструмента i D - диаметр калибрующей поверхности деформирующего клинаj А - расстояние между осями валков. Конструкция инстрз мента позволяет увеличить степень обжатия что дает возможность прокатывать изделия с глубокими переходами, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Способ поперечно-клиновой прокатки участков заострения дюбелей | 1984 |
|
SU1337177A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Валок для поперечно-клиновой прокатки | 1986 |
|
SU1424924A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при штучной поперечно-клиновой прокатке. Цель - экономия материала за счет сокращения концевых отходов. Штучная заготовка задается в валки, выполненные с деформирующим клином 3 и дополнительным клином (ДК) 5. ДК 5 выполнен с калибрующей поверхностью 8, эксцентричной относительно продольной оси валка, с возрастающим от вершины клина радиусом. Это обеспечивает возможность прокатки концевых участков детали радиальным обжатием без осевых усилий, снижает осевую вытяж
Изобретение относится к области обработки металлов давлением и может быть использовано при штучной поперечно-клиновой прокатке,
Цель изобретения - экономия мате-, риала за счет сокращения концевых отходов. I
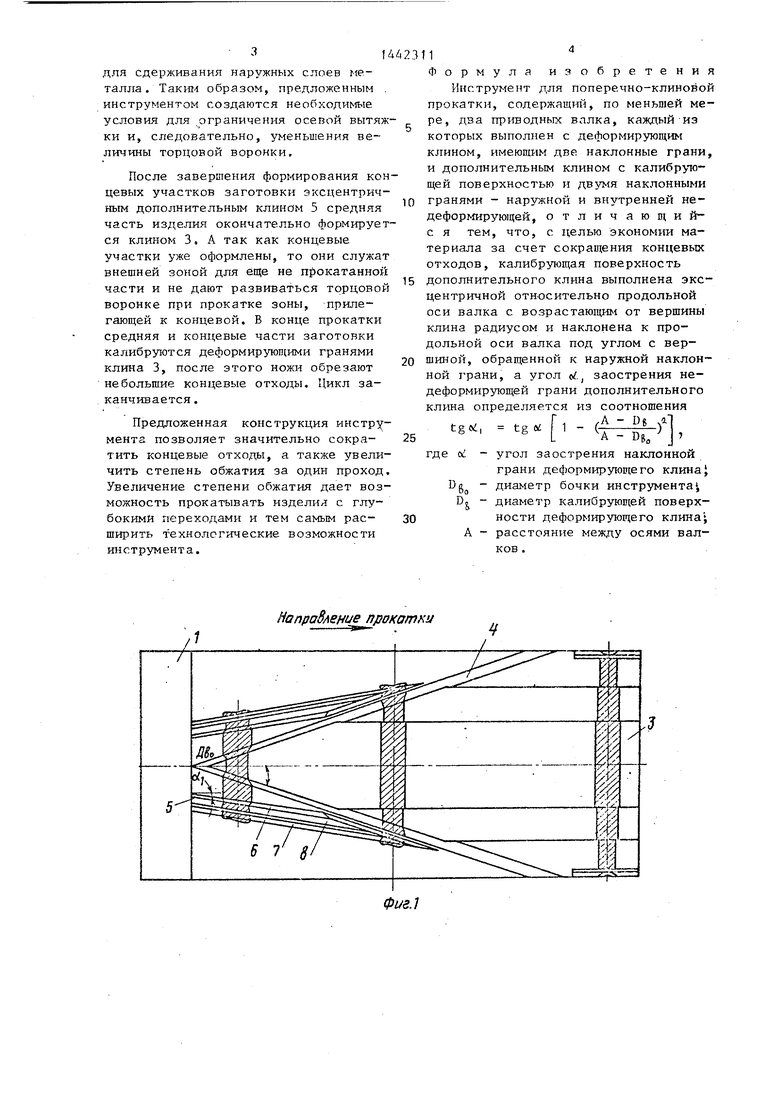
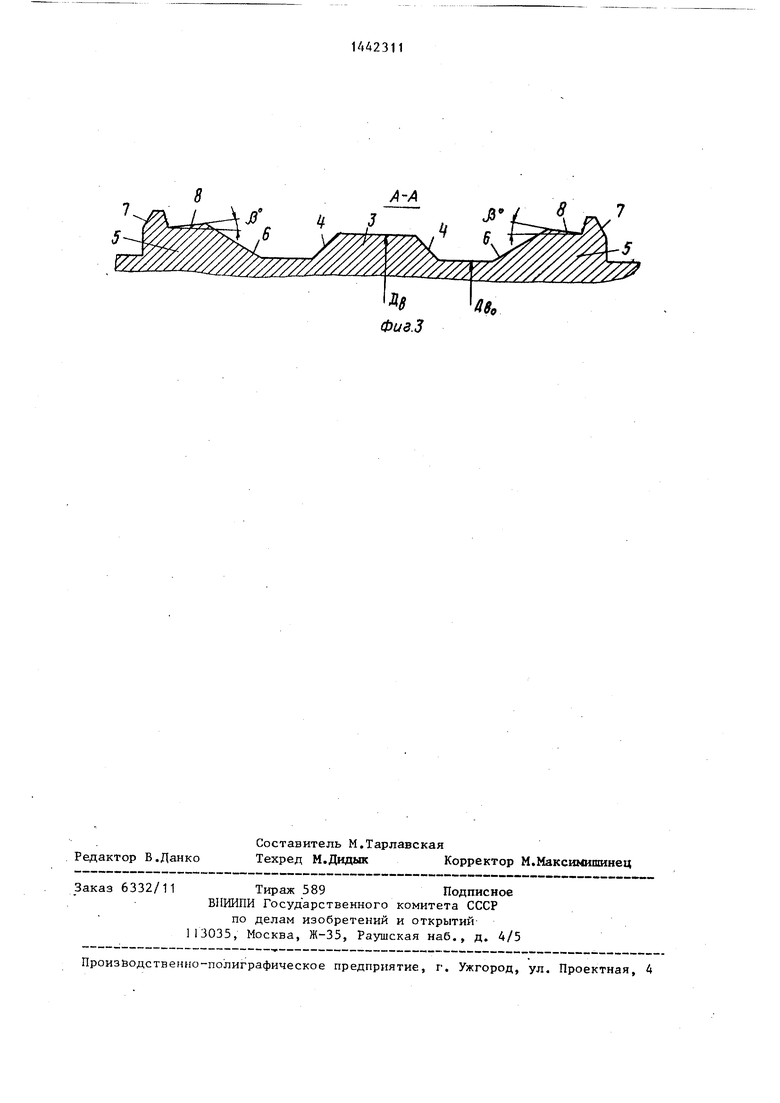
На фиг 1 показана развертка одного из валков инструмента для поперечно-клиновой прокатки на фиг, 2 - инструментJ вид в изометрии на фиг, 3 - сенение на фиг. 2,
Инструмент для поперечно-клиновой прокатки содержит два приводных .вал ка 1, На каждой гладкой бочке 2 инструмента выполнен деформирующий клин 3 с двумя наклонными гранями 4, а также установленный параллельно ему дополнительный клин 5 с двумя нак лонными гранями - внутренней недеформирующей 6 и наружной 7 и калибрую- , щей поверхностью 8„ Калибрующая поверхность 8.дополнитехшного клина выполнена эксцентрично относительно продольной оси валка с возрастающим от вершины клина радиусом и наклонена к продольной оси валка под углом и с вершиной, обращенной к наружной наклонной грани,
Т
с целью уменьшения осевых усилий
от деформирующего клина и обеспечения вследствие этого больших угол заострения недеформирующей грани дополнительного клина определяется из соотношения
tgai
А-1Л Л
А - DJ J ,
где (X, - угол заострения наклонной
грани деформирующего клинаs D -- диаметр бочки инструмента- Dg - диаметр калибрующей поверхности деформирутощего клина; А -- расстояние между осями вал
ков ,
Инструмент работает следзлощим образом
Штучная заготовка подается в зеку загрузки и валки 1 начинают вращаться Клин 3, выполненньц на гладкой бочке 2s с углом заострения et вкедряе тся в заготовку и начинает ее постепенно деформировать наклонными гранями 4 до необходимого диаметра, При этом заготовка удлиняется. Одновременно с деформацией средней части заготовки клином 3 или несколько поз- е начинают деформироваться концевые участки заготовки дополнительным клином 5 с наклонными гранями 6 и 7, Причем грань, 6 не деформирует заго- товку, а строго следит за ее вытяж кой, которая определяется углом заострения oL и степенью обжатия. I
Поскольку поверхность клина 5
выполнена эксцентричной по отношению к оси валка 1 с возрастающим от вершины клина 3 радиусом, то клин ра- диально деформирует концевые участки заготовки до заданных размеров и сдерж -1вает осевую вытяжку от клина 3, При этом калибрующая поверхность дополнительного клина заполняется металлом в процессе прокатки и обеспечивает направление сил трения на поверхности заготовки, необход шое
t4A23
для сдерживания наружных слоев металла . Так ш образом, предложенным . инструментом создаются необходимые условия для ограничения осевой вытяжки и, следовательно, уменьшения величины торцовой воронки.
После завершения формирования концевых участков заготовки эксцентричным дополнительным клином 5 средняя часть изделия окончательно формируется клином 3. А так как концевые участки уже оформлены, то они служат внешней зоной для еще не прокатанной части и не дают развиваться торцовой воронке при прокатке зоны, прилегающей к концевой. В конце прокатки средняя и концевые части заготовки калибруются деформирующими гранями клина 3, после этого ножи обрезают небольшие концевые отходы. Цикл заканчивается .
Предложенная конструкция инструмента позволяет значительно сократить концевые отходы, а также увеличить степень обжатия за один проход. Увеличение степени обжатия дает возможность прокатывать изделия с глубокими переходами и тем самым рас- шрфить технологические возможности инструмента.
Направление прокатки
0
5
11
Формула изобретения Инструмент для поперечно-клиновой прокатки, содержащий, по меньшей мере, два приводных валка, каждый-из которых выполнен с деформирующим клином, имеющим две наклонные грани, и дополнительным клином с калибрующей поверхностью и двумя наклонными гранями - наружной и внутренней недеформирующей, отличаю п;ий- с я тем, что, с целью экономии материала за счет сокращения концевых отходов, калибрующая поверхность дополнительного клина выполнена эксцентричной отн-осительно продольной оси валка с возрастающим от вершины клина радиусом и наклонена к продольной оси валка под углом с вершиной, обращенной к наружной наклонной грани, а угол с., заострения недеформирующей грани дополнительного клина определяется из соотношения
5
0
tg-Ji, tg
ui Г1 л - DS
1
D,
А - DS, где oL - угол заострения наклонной
грани деформирующего клинаJ дд - диаметр бочки инструмента , D - диаметр калибрующей поверхности деформирующего клина; А - расстояние между осями валков .
А-А
Физ.З
| Клушин В.А | |||
| и др | |||
| Совершенствование поперечно-клиновой прокатки | |||
| Минск: Наука и техника, 1980, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
