Изобретение относится к станко- троению и может быть использовано три изготовлении зубчатых колес.
Цель изобретения - повышение точ- йости зубофрезерования за счет ис- |слючения информации о крутильных ко- |1ебаниях фрезы, частота которых рав- Иа частоте профилирования, устранения возмущения привода вращения за- отовки, уменьщения опшбки угла по- jBopoTa заготовки.
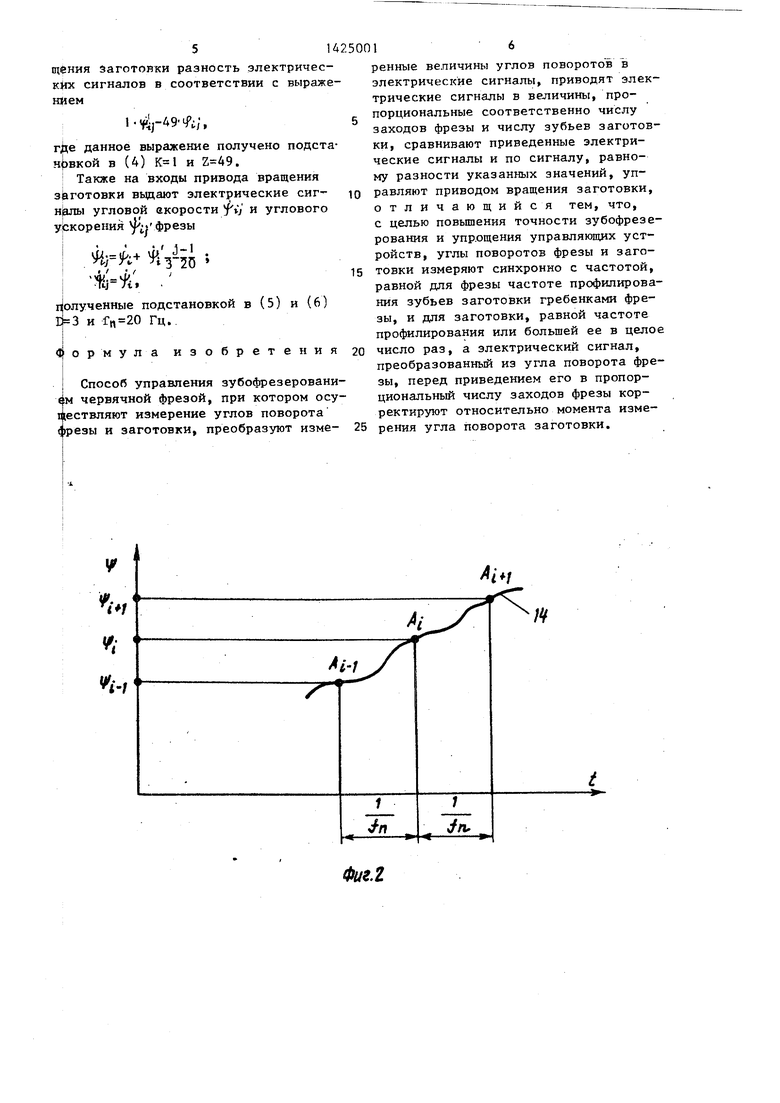
На фиг. 1 изображена схема управления зубофрезерованием червячной фрезой; на фиг. 2 - график угла по- зорота червячной фрезы во времени 1ри непрерывном измерении; на фиг.3- го же, при периодическом измерении ринхронно с частотой профилирования.
1Способ осуществляют следующим об- Ьазом.
I В процессе вращения углы поворо- ггов у и Р соответственно червячной резы 1 и заготовки 2 измеряют периодически и синхронно с частотой, правкой для фрезы 1 хшстоте про- |фш1ирования Гц зубьев заготовки
2гребенками 3 фрезы I, и для заготовки / - равной частоте профилирования f или большей ее в целое число раз. Профилирование (точка А) зубьев заготовки 2 гребенками 3 фрез
1 происходи в момент, когда передня поверхность В гребенки 3 фрезы 1 к
плоскости, перпендикулярной оси вращения заготовки 2, параллельна для нарезки прямозубных колес или наклона под углом наклона зубьев для нарезки косозубых колес. Частоту периодического измерения угла поворота заго
товки 2 устанавливают следуюш 1м образом.
Если частота профилирования fj,. находится внутри полосы частот пропускания привода 4 вращения заготовки 2, то частоту периодического измерения угла поворота заготовки 2 уста:нав ливают большей в целое число D раз, чем частота профилирования. Кроме того, число D выбирают таким, чтобы полученная частота изме.рения угла поворота заготовки 2 находилась вне полосы частот пропускания привода 4 вращения заготовки 2.
Если частота профилирования f, на- ходится вне полосы частот пропускания привода 4 вращения заготовки 2, то частоту периодического измерения угла поворота Ч заготовки 2 устанавливают равной частоте профилирования
fhС помощью измерительных блоков 5 и 6 периодически измеряют углы поворотов фрезы 1 и заготовки 2 и преобразуют измеренные величины углов поворота в электрические сигналы. В результате получают злектрические сигналы углов поворотов фрезы -Т и заготовки , где )..i - номер профилирования и j - номер измерения угла поворота / заготовки 2 между двумя последовательными профилированиями, и j присваивают номера ,2, 3,...,D-1, D, причем номер присваивается при измерении в момент профилирования.
Затем электрический сигнал угла поворота н фрезы 1 последовательно дифференцируют в блоках 7 и 8 и получают электрические сигналы угловой скорости и углового ускорения фрезы 1 при профилировании в соответствии с выражениями
yi-(.) ()и
(I) (2)
Q
5
0
,
где Ф - угловая скорость фрезы 1
при 1-м номере профилирова... и™;
- угловое ускорение фрезы 1
при i-M номере профилирования .
После дифференцирования злектри- ческий сигнал, преобразованный из угла поворота фрезы 1, в блоке 9 корректируют относительно момента измерения угла поворотауг У заготовки 2 в соответствии с выражением
,.( (3)
где:Ф ; - корректированный урол поворота фрезы 1 при i-M профилировании и J--M измерении угла поворота заготовки 2 между двумя последовательными профилированиями. Затем электрические сигналы углов поворота pi; фрезы 1 и ji j заготовки 2 соответственно в блоках 10 и П приводят в пропорциональные электрические сигналы, для фрезы 1 пропорциональные ее числу заходов К и для заготовки 2 пропорциональные ее числу зубьев Z.
После приведения в пропорциональные электрические сигналы последние
3 U25001
сравнивают между собой в блоке 12 иВ процессе вра;иения углы поворовыдают на вход привода А вращениятон соответственно червячной
заготовки 2 разность электрическихфрезы и заготовки измеряют периодисигналов в соответствии с выражением(. чески и синхронно с частотой, равной
KtP- -Z P- fil фрезы частоте профилирования f
- - Гц зубьев заготовки гребенками
Также на входы привода 4 вращенияфрезы, и для заготовки - большей, чем
заготовки 2 с блоков 7 и 8 черезчастота профилирования Гц в
блок 13 выдают электрические сигналыю раза, где D-3, установленное исугловой скорости , j и углового уско-ходя из того, что частота измерения
рения vpij Лрезы I .угла поворота заготовки должна наrij и получают в блоке 13 в со-ходиться вне полосы частот пропускаответствии с выражениями .кия 0-42 Гц привода вращения заго. . .15 товки, т.е. Гц.
711 Я IK п (5)В результате измерения и преобра и- 1ц
Ifзования получают электрические сигна ijr 7п (6)лы углов поворотов фрезы pj и загоПогрешность зубофрезерования чер- ° i профилировавячной фрезой 1, возникающая между 0 ния и - номер измерения угла поводвумя последовательными профилирова-Р° заготовки между двумя послениями, срезается при последнем про-Довательными профилированиями и j
филировании из двух последовательных.присваивают номера: ,2,3, причем
,, ,номер л Г присваивается при измереСледовательно. погрешность зубофре-«.- f i„ , „ , НИИ в момент профилирования. Затем
зерования червячной фрезой 1 возни-„
.электрический сигнал угла поворота
кает только в момент профилирования.,fi , ,.
ттч Лрезы последовательно дифференциПоэтому периодическое измерение,yi - м ч F м
- iруют, получают электрические сигна
синхронное с частотой профилирова- j t,
„ . „ .лы угловои скорости v-i и углового усния Ги угла поворота Ф червячной Лре-,; .
. i 1/30 корения 1р дфезы при профилировании
зы 1, имеющего график 14 по времениJT- - rt--j. .в соответствии с выражениями t, выявляет информацию о величинах
угла поворота f...... чер-vf (v. i 20;
вячной фрезы 1, имеющего ;график 15T-f / . vJ - i 7п
(фиг. 3) во времени t, в моментах .)
профилирования jAj.; А j ...,35 где данные выражения получены поди исключает информацию о величинахстановкой соответственно в выражения
угла noBopOTa f червячной фрезы 1, не(Он (2) Гц.
связанных с профилированием.После дифференцирования электриПример. Управление зубофрезе-ческий сигнал, преобразованный из угрованием червячной фрезой при поворота р фрезы, корректируют
резке прямозубого зубчатого колесаотносительно момента измерения угла
модуля с числом зубьев .поворота ,-; заготовки в соответствии
Для нарезки используется червячная выражением фреза с числом заходов и числом
гребенок . Вращение заготовки осу-15 v. ili +0,5 tf- /. (iГ ) ,
ществляется комплектным тиристорным 3 20 3 20
электроприводом с полосой частот про- данное выражение получено подстапускания 0-42 Гц.Скорость вращенияновкой в (З) Гц и .
Пф червячной фрезы устанавливают рав-Затем электрические сигналы углов
ной 120 об/мин из опыта зубообработ-50 р. f.. р, .. аготовки соки« .ответственно приводят в пропорциональВеличина частоты профилирования электрические сигналы, для фрезы гребенками фрезы зубьев заготовки рав- пропорциональные ее числу заходов К
на частоте, прохождения гребенок мо-, заготовки пропорциональные
мента профилирования (точки А) и рав-55 д приведе ния в пропорциональные электрические
и г, Г 1сигналы последние сравнивают между
и 6D I- J собой и вьщают на вход привода вра514250П1
щфния заготовки разность электрических сигналов в соответствии с выражением
bylj-49 ifi;,
данное выражение получено подста- н|)вкой в (4) и .
Также на входы привода вращения заготовки вьщают электрические сиг- угловой екорости tj и углового у :корения фрезы
I ft Н з-ii ;
j /
флученные подстановкой в (5) и (6) и Гц..
формула изобретения 20
Способ управления зубофрезеровани- ём червячной фрезой, при котором осу- И1ествляют измерение углов поворота фрезы и заготовки, преобразуют изме- 25 рения угла поворота заготовки.
15 товки измеряют синхронно с част равной для фрезы частоте профил ния зубьев заготовки гребенками зы, и для заготовки, равной час профилирования или большей ее в число раз, а электрический сигн преобразованный из угла поворот зы, перед приведением его в про циональный числу заходов фрезы ректируют относительно момента
рения угла поворота заготовки.
ренные величины углов поворотов в электрические сигналы, приводят электрические сигналы в величины, пропорциональные соответственно числу заходов фреэы и числу зубьев заготовки, сравнивают приведенные электрические сигналы и по сигналу, равному разности указанных значений, управляют приводом вращения заготовки, отличающийся тем, что, с целью повышения точности зубофрезе- рования и упр.ощения управляющих устройств, углы поворотов фрезы и заготовки измеряют синхронно с частотой, равной для фрезы частоте профилирования зубьев заготовки гребенками фрезы, и для заготовки, равной частоте профилирования или большей ее в целое число раз, а электрический сигнал, преобразованный из угла поворота фрезы, перед приведением его в пропорциональный числу заходов фрезы корректируют относительно момента изме
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза | 1981 |
|
SU967699A1 |
| СПОСОБ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1994 |
|
RU2082568C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Способ определения усилий резания при зубофрезеровании | 1982 |
|
SU1068264A1 |
| ЧЕРВЯЧНАЯ МНОГОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2464133C2 |
| Способ диагонального зубофрезерования колес с бочкообразными зубьями | 1986 |
|
SU1404213A1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| Кольцевая фреза для нарезания цилиндрических прямозубых и косозубых колес | 1956 |
|
SU106083A1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
Изобретение относится к станкостроению и может быть использовано при изготовлении зубчатых колес. Цель изобретения .- повышение точности зу- бофрезерования за счет исключения информации о крутильных колебаниях фрезы. Углы У и т поворотов соответстГ венно фрезы 1 и заготовки 2 измеряют периодически и синхронно с частотой, равной для фрезы 1 частоте профилирования зубьев заготовки 2 гребенками 3 фрезы 1J и для заготовки 2 - равной частоте профилирования или большей ее в целое число раз. Преобразуют измеренные величины углов г и f поворотов в электрические сигналы. Электрический сигнал угла / поворота заготов-. ки 2 приводят в пропорциональный числу зубьев заготовки 2. Электрический сигнал угла поворота фрезы 1 корректируют относительно момента измерения угла 7 поворота заготовки 2, затем приводят в пропорциональный числу заходов фрезы 1. Сравнивают приведенные электрические сигналы и выдают их разность на вход привода 4 вращения заготовки 2. 3 ил. (Л tc СП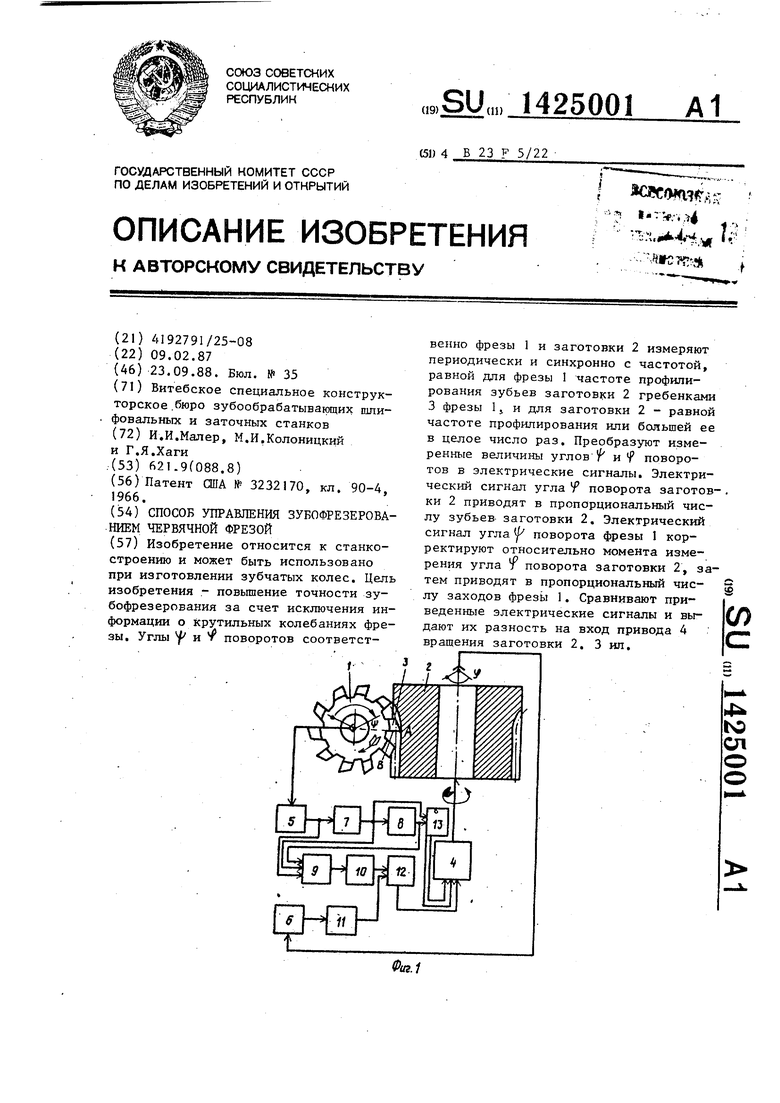
Фиг.1
4f; I
Н
AL
-
/
Л--7.
:
л
; л
i/ij
| Патент США № 3232170, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
