Изобретение относится к сборочному
: производству, в частности к сборке с на- .тягом соединений направляющих втулок и седел, клапанов с головками блоков цилинд; ров двигателей внутреннего сгорания.
Целью изобретения является повышение
I качества полученных соединений за счет
I исключения появления температурных деформаций в головке блока, а также улучI шения ориентирования направляющих втуI лок и седел клапанов относительно головI ки блока.
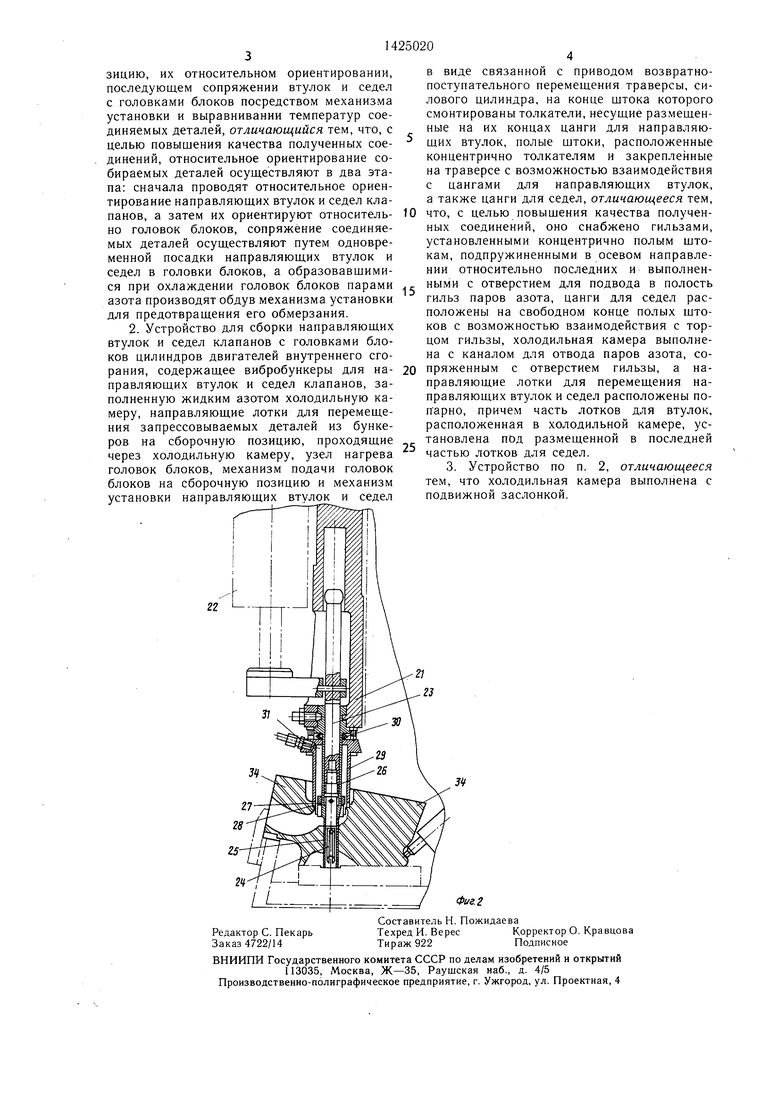
I На фиг. 1 изображено устройство для сборки направляющих втулок и седел клапанов с головками блоков; на фиг. 2 - механизм установки направляющих втулок и седел.
I Способ сборки реализуется с помощью устройства, содержащего вибробункеры 1 и 2
; для направляющих втулок и вибробункеры 3 и 4 для седел, направляющие лотки
Головки блоков 34 нагревают до 120- 130°С и посредством механизма 17 подачи перемещают на сборочную позицию. Из вибробункеров 1-4 направляющие втулки 25 и седла клапанов 28 по направляю- щим лоткам поступают к распределителям 9 и 10, обеспечивающим распределение запрессовываемых -деталей по позициям. Затем направляющие втулки и седла клапанов транспортируют в холодиль10 ную камеру 13, где их охлаждают в жидком азоте до -196°С. В процессе охлаждения камера 13 закрыта подвижной заслонкой 15.
При подаче сигнала на манипулятор 18 с помощью гидроцилиндра 33 проводят ворот вокруг оси 32 механизма 20 установки, в процессе которого автоматически открывают заслонку 15, после этого механизм 20 посадки с помощью цанг 24 и 27 извлекает из емкости 14 холодильной ка5 и 6 соответственно для втулок и Се- 20 меры 13 партию (по 8 щтук) втулок и дел, толкатели 7 и 8 и распределите-седел. Затем механизм 20 посадки с помощью
ли 9 и 10 соответственно для втулок и седел, а также направляющие лотки 11 и 12 соответственно для втулок и седел, проходящие через холодильную камецилиндра 33 возвращается в исходное вертикальное положение. По команде включают силовой цилиндр 19, перемещающий вниз траверсу 21, несущую силовой цилиндр
ру 13 с заполненной жидким азотом ем- 25 22, а также цанги 24 и 27 со втулка- костью 14, закрываемую заслонкой 15.ми и седлами клапанов. Полые штоки 26 Холодильная камера 13 в верхней части при этом воздействуют своим торцом на
по периметру имеет каналы 16 для отбора паров азота, образуемых в процессе охлаждения собираемых деталей.
Рядом с холодильной камерой 13 расположен механизм 17 цодачи головок блоков из узла нагрева (не показан) на сборочную позицию. Над механизмом 17 подачи установлен гидравлический манипулятор 18, состоящий из силового цилиндра 19 и
30
направляющие втулки и запрессовывают их. Через тарельчатые пружины 30 усилие передается гильзам 29, воздействующим на седла клапанов.
Сначала осуществляется предварительная посадка втулок 25 в отверстия головки блока, а при дальнейшем перемещении гильзы окончательно запрессовывают седла клапанов до упора и останавлимеханизма 20 установки направляющих ваются, а полые щтоки 26 перемещаются втулок и седел.дальше и запрессовывают до упора втулМеханизм 20 установки выполнен в виде ки 25..
траверсы 21, связанной со щтоком силовогоПосле окончания процесса запрессовки
цилиндра 19, а также силового цилиндра осуществляется выдержка, во время кото- 22, на конце щтока которого смонтирова- 40 рой происходит выравнивание температуры соединяемых деталей и их соединение, после чего осуществляется перемещение механизма 20 установки вверх.
С целью исключения обмерзания цанг,
. .j,. .. .. которые в процессе работы периодически
конце цанги 27 для седел клапанов 28. погружаются в жидкий азот, в зону Концентрично каждому полому щтоку 26 расположения цанг подводятся пары азота. Подвод паров азота позволяет избегать конденсации влаги на цангах и обесны толкатели 23, несущие размещенные на их концах цанги 24 для направляющих втулок 25. Концентрично толкателям 23 установлены полые щтоки 26, закрепленные на траверсе 21 и несущие на своем
установлена гильза 29, подпружиненная в осевом направлении посредством тарельчатой пружины 30 и имеющая отверстие 31 для подвода в полость гильзы паров азота.
Механизм 20 установки установлен с возможностью углового перемещения вокруг оси 32 посредством силового цилиндра 33.
Холодильная камера 13 выполнена с каналом для отвода паров азота, сопряженпечивает надежную работу механизма. Формула изобретения
1. Способ сборки направляющих втулок и седел клапанов с головками блоков цилиндров двигателей внутреннего сгораным с отверстиями гильз, а направляю- 55 , заключающийся в охлаждении на- плие лотки для втулок и седел располо- правляющих втулок и седел клапанов в жены попарно.жидком азоте, нагреве головок блоков до
Способ осуществляют следующим обра- температуры от 120 до 130°С, поштучной зом.транспортировке деталей на сборочную поГоловки блоков 34 нагревают до 120- 130°С и посредством механизма 17 подачи перемещают на сборочную позицию. Из вибробункеров 1-4 направляющие втулки 25 и седла клапанов 28 по направляю- щим лоткам поступают к распределителям 9 и 10, обеспечивающим распределение запрессовываемых -деталей по позициям. Затем направляющие втулки и седла клапанов транспортируют в холодильную камеру 13, где их охлаждают в жидком азоте до -196°С. В процессе охлаждения камера 13 закрыта подвижной заслонкой 15.
При подаче сигнала на манипулятор 18 с помощью гидроцилиндра 33 проводят поворот вокруг оси 32 механизма 20 установки, в процессе которого автоматически открывают заслонку 15, после этого механизм 20 посадки с помощью цанг 24 и 27 извлекает из емкости 14 холодильной ка0
направляющие втулки и запрессовывают их. Через тарельчатые пружины 30 усилие передается гильзам 29, воздействующим на седла клапанов.
Сначала осуществляется предварительная посадка втулок 25 в отверстия головки блока, а при дальнейшем перемещении гильзы окончательно запрессовывают седла клапанов до упора и останавлипечивает надежную работу механизма. Формула изобретения
зицию, их относительном ориентировании, последующем сопряжении втулок и седел с головками блоков посредством механизма установки и выравнивании температур соединяемых деталей, отличающийся тем, что, с целью повышения качества полученных соединений, относительное ориентирование собираемых деталей осуществляют в два этапа: сначала проводят относительное ориентирование направляющих втулок и седел клапанов, а затем их ориентируют относительно головок блоков, сопряжение соединяемых деталей осуществляют путем одновременной посадки направляющих втулок и седел в головки блоков, а образовавщими10
в виде связанной с приводом возвратно- поступательного перемещения траверсы, силового цилиндра, на конце штока которого смонтированы толкатели, несущие размешенные на их концах цанги для направляю- ших втулок, полые штоки, расположенные концентрично толкателям и закрепленные на траверсе с возможностью взаимодействия с цангами для направляющих втулок, а также цанги для седел, отличающееся тем, что, с целью повыщения качества полученных соединений, оно снабжено гильзами, установленными концентрично полым щто- кам, подпружиненными в осевом направлении относительно последних и выполненся при охлаждении головок блоков парами . ными с отверстием для подвода в полость азота производят обдув механизма установки гильз паров азота, цанги для седел рас- для предотвращения его обмерзания.
2. Устройство для сборки направляющих втулок и седел клапанов с головками блоков цилиндров двигателей внутреннего сгорания, содержащее вибробункеры для на- 20 пряженным с отверстием гильзы, а направляющих втулок и седел клапанов, за- правляющие лотки для перемещения направляющих втулок и седел расположены по- царно, причем часть лотков для втулок, расположенная в холодильной камере, установлена под размещенной в последней
положены на свободном конце полых штоков с возможностью взаимодействия с торцом гильзы, холодильная камера выполнена с каналом для отвода паров азота, сополненную жидким азотом холодильную камеру, направляющие лотки для перемещения запрессовываемых деталей из бункеров на сборочную позицию, проходящие через холодильную камеру, узел нагрева головок блоков, механизм подачи головок блоков на сборочную позицию и механизм установки направляющих втулок и седел
25
частью лотков для седел.
3. Устройство по п. 2, отличающееся тем, что холодильная камера выполнена с подвижной заслонкой.
22
2f
LL.
Редактор С. Пекарь Заказ 4722/14
в виде связанной с приводом возвратно- поступательного перемещения траверсы, силового цилиндра, на конце штока которого смонтированы толкатели, несущие размешенные на их концах цанги для направляю- ших втулок, полые штоки, расположенные концентрично толкателям и закрепленные на траверсе с возможностью взаимодействия с цангами для направляющих втулок, а также цанги для седел, отличающееся тем, что, с целью повыщения качества полученных соединений, оно снабжено гильзами, установленными концентрично полым щто- кам, подпружиненными в осевом направлении относительно последних и выполненными с отверстием для подвода в полость гильз паров азота, цанги для седел рас-
пряженным с отверстием гильзы, а направляющие лотки для перемещения направляющих втулок и седел расположены по- царно, причем часть лотков для втулок, расположенная в холодильной камере, установлена под размещенной в последней
положены на свободном конце полых штоков с возможностью взаимодействия с торцом гильзы, холодильная камера выполнена с каналом для отвода паров азота, сопряженным с отверстием гильзы, а направляющие лотки для перемещения направляющих втулок и седел расположены по- царно, причем часть лотков для втулок, расположенная в холодильной камере, установлена под размещенной в последней
частью лотков для седел.
3. Устройство по п. 2, отличающееся тем, что холодильная камера выполнена с подвижной заслонкой.
2
23
Фиг. 2
Составитель Н. Пожидаева
Техред И. ВересКорректор О. Кравцова
Тираж 922Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ УСТАНОВКИ НАПРАВЛЯЮЩИХ ВТУЛОК И СЕДЕЛ КЛАПАНОВ | 2012 |
|
RU2611233C2 |
| Способ сборки цилиндрических втулок и устройство для его осуществления | 1985 |
|
SU1269963A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| УСТРОЙСТВО ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 2015 |
|
RU2584428C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЦИРКУЛЯЦИЕЙ В СКВАЖИНЕ | 2010 |
|
RU2453680C1 |
| Станок для притирки встречно наклоненных клапанов головок двигателей внутреннего сгорания | 1976 |
|
SU640839A1 |
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
Изобретение относится к оборочному производству, в частности к способам и устройствам для сборки направляющих втулок и седел клапанов с головками блоков (ГБ) цилиндров двигателей внутреннего сгорания. Цель - повышение качества полученных изделий. Для этого ГБ нагревают до температуры 120-130°С, а направляющие втулки и седла охлаждают в жидком азоте до температуры -196°С. Втулки и седла ориентируют друг относительно друга и ГБ. после чего одновременно устанавливают. В результате установки образовавшимися при охлаждении парами азота производят обдув механизма установки (.МУ), чтобы предотвратить его обмерзание. Устройство для сборки содержит вибробункеры 1 и 2 для втулок и седел, холодильную камеру 13 с подвижной зас,1онкой 15, направляющие лотки и МУ втулок и седел. Для обеспечения их одновременной посадки МУ оснащен двумя цангами, одна из которых предназначена для, втулок и расположена на полом штоке, а другая - на гильзе и обеспечивает захват седел. МУ обеспечивает извлечение втулок и седел из холодильной камеры, закрываемой подвижной заслонкой, и одновременную установку их в ГБ. При этом повышение качества собранного изделия достигается за счет иск,тю- чения появления задиров на контактирующих поверхностях и улучшения процесса ориентирования. 2 с. и i з.п. ф-лы, 2 ил. ,2З.Ч (Л ГчЭ ел о Ю
| Исследование процесса сборки головок цилиндров со втулками, направляющими клапанов и седлами клапанов, охлажденными жидким азотом, разработка технологии и установки для автоматической сборки головок цилиндров и внедрение в условиях ЗМЗ: Отчет по научно-исследовательской теме № 598 | |||
| - №ГР 77050045 | |||
| - Киев, 1979, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
