Изобретение относится к области машиностроения, в частности, к устройствам для сборки резьбовых соединений, используемых в сборочных -машинах автоматического действия.
Известен автомат для сборки .резьбовых соединений, содержаш.ий смонтированные на станине сборочные головки с устройством для ориентирования, механизм поштучной выдачи деталей и привод I;.
Недостатком автомата является возможность сборки узлов, состоящих только из двух деталей, что снижает производительность автомата и его технологические возможности.
Целью изобретения является создание автомата, позволяющ его собирать узлы, состоящие из пяти деталей, например тягу регулятора.
Цель достигается тем, что автомат снабжен транспортно-зажимным механизмом, выполненным в виде подъемников ;И корпуса с закрепленными на нем механизмом поштучной выдачи, штангой, установленной с возможностью возвратно - поступательного перемещения относительно корпуса, и ползуном, имеющим поперечные лазы, через которые пропущены подъемники, а соответственно подъемникам смонтированы подпружиненные скалки, несущие траверсу, связанную с приводом, в частности, со штоком силового цилиндра, при этом сборочные головки установлены симметрично по обе стороны хранспортно-зажимного механизма и
5 снабжены дополнительными механизмами пощтучной выдачи деталей, шпинделем с толкателем и соосной толкателю втулкой, имеющей со стороны толкателя многогранное отверстие, а в центральной части отверстия втулки размещены подпружиненные кулачки для центрирования деталей по оси.
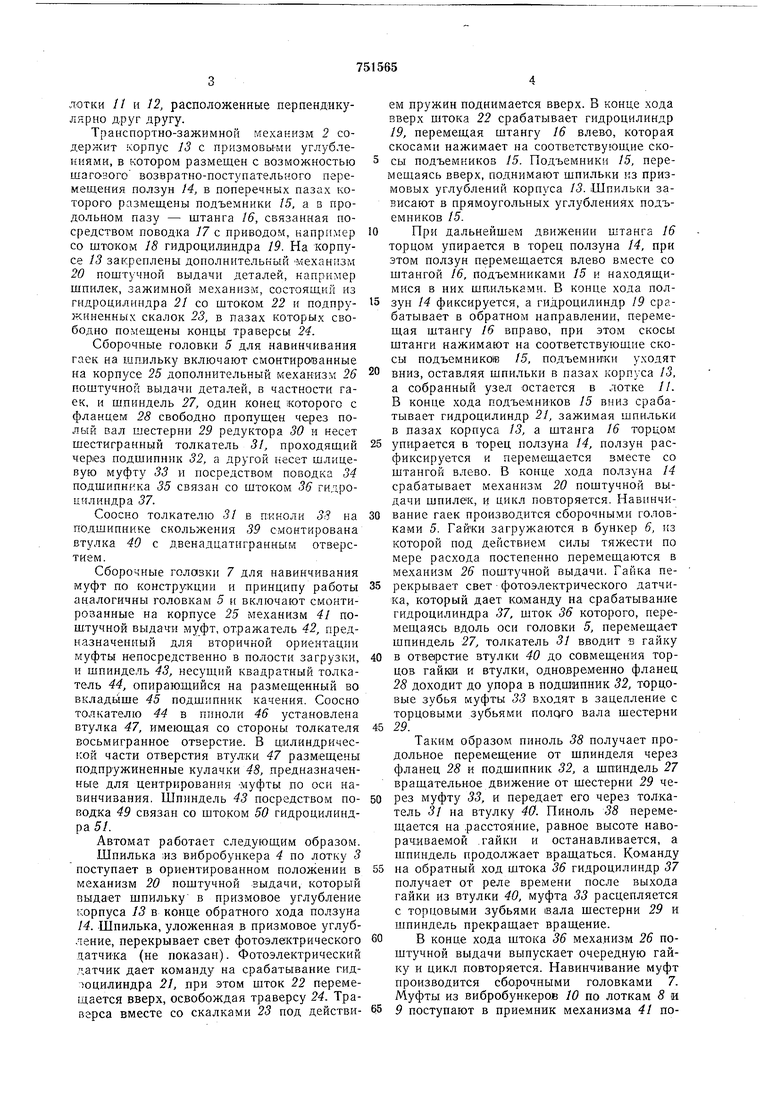
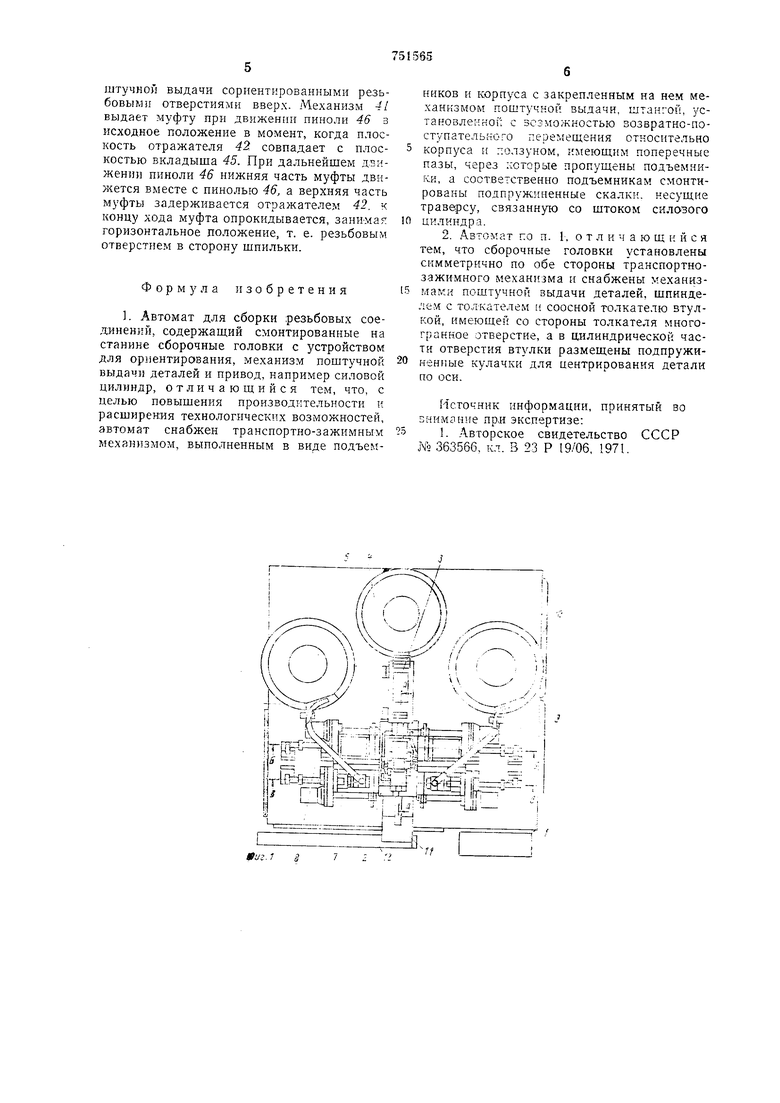
На фиг. 1 представлен автомат, общий вид; на фиг. 2 - транспорно-зажимной механизм, разрез А-А на фиг. 1; на фиг. 3 -
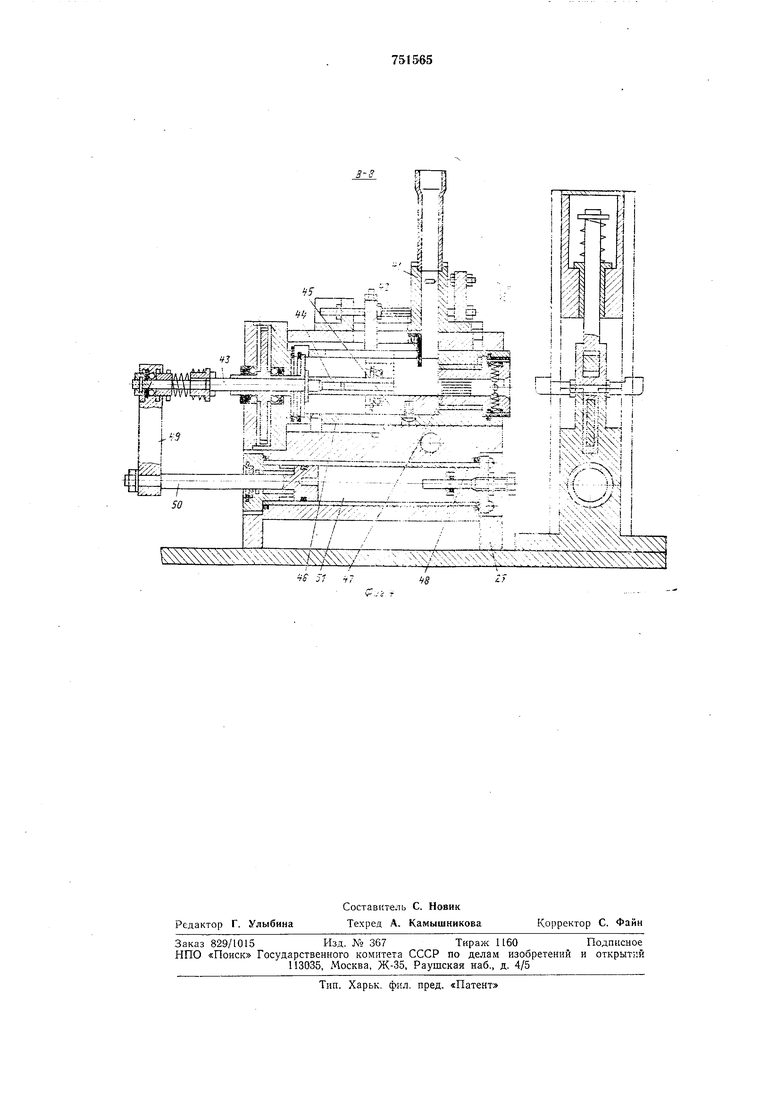
15 одна из сборочных головок (для гаек), разрез Б-Б на фиг. 1; на фиг. 4 - одиа из сборочных головок (для муфт), разрез В-В иа фиг. 1.
Автомат содержит смонтированные на
20 станине / транспортно-зажимной механизм 2, соединенный лотком 3 с вибробункером 4 для щпилек (базовая деталь собираемого узла); расположенные симметрично по обе
25 стороны транспортно-зажимного механизма 2 две сборочные головки 5 для навинчивания гаек с бункерами 6 и две сборочные головки 7 для навинчивания муфт, соединенных лотками 8 II 9 с вибробункерами 10;
30 для сброса готовых издeJШЙ предусмотрены
лотки //и 12, расположенные перпендикулярно друг другу.
Транспортно-зажимной механизм 2 содержит корпус 13 с призмовыми углублениями, в котором размещен с возможность о шагового возвратно-поступательного перемещения ползун 14, в поперечных пазах которого размещены подъемники /5, а в продольном пазу - штанга 16, связанная посредством поводка 17 с приводо л, например со ЩТО1КОМ 18 гидроцилиндра 19. На корпусе 13 закреплены дополнительный -механизм 20 поштучной выдачи деталей, например шпилек, зажимной механизм, состоящий из гидроцилиндра 21 со штоком 22 и подпружиненных скалок 23, в пазах которых свободно помещены концы траверсы 24.
Сборочные головки 5 для навинчивания гаек на шпильку включают смонтированные на корпусе 25 дополнительный механизм 26 поштучной выдачи деталей, в частности гаек, и шпиндель 27, один конец которого с фланцегл 28 свободно пропущен через полый вал шестерни 29 редуктора 30 и несет шестигранный толкатель 31, проходящий через подшипник 32, а другой несет шлицевую муфту 33 п посредством поводка 34 подшипника 35 связан со штоком 36 гидроцилиндра 37.
Соосно толкателю 31 в пкколи 33 на подшипнике скольжения 39 смонтирована втулка 40 с двенадцатигранным отверстием.
Сборочные головки 7 для навинчивания муфт по конструкции и принципу работы аналогичны головкам 5 и включают смонтированные на корпусе 25 механизм 41 поштучной выдачи муфт, отражатель 42, предназначенный для вторичной ориентации муфты непосредственно в полости загрузки, и шпиндель 43, несущий квадратный толкатель 44, опирающийся на размещенный во вкладь ше 45 подшипник качения. Соосно толкателю 44 в ппноли 46 установлена втулка 47, имеющая со стороны толкателя восьмигранное отверстие. В цилиндрической части отверстия втулки 47 размещены подпружиненные кулачки 4S, предназначенные для центрирования Муфты по оси навинчивания. Шпиндель 43 посредством поводка 49 связан со щтоком 50 гидроцилиндра 5/.
Автомат работает следующим образом.
Шпилька ;из вибробункера 4 по лотку 3 поступает в ориентированном положении в механизм 20 поштучной выдачи, который выдает шпильку в призмовое углубление корпуса 13 в конце обратного хода ползуна 14. Шпилька, уложенная в призмовое углубление, перекрывает свет фотоэлектрического датчи-ка (не показан). Фотоэлектрический датчик дает команду на срабатывание гид: оцилиндра 21, при этом шток 22 перемещается вверх, освобождая траверсу 24. Траверса вместе со скалками 23 под действием пружин поднимается вверх. В конце хода вверх штока 22 срабатывает гидроцилиндр 19, перемещая штангу 16 влево, которая скосами нажимает на соответствующие скосы подъемников 15. Подъемники 15, перемещаясь вверх, поднимают шпильки из призмовых углублений корпуса 13. Шпильки зависают в прямоугольных углублениях подъемпиков 15.
При дальнейшем движении штанга 16 торцом упирается в торец ползуна 14, при этом ползун перемещается влево вместе со штангой 16, подъемниками 15 и находящимися в них шпильками. В конце хода ползун 14 фиксируется, а гидроцилиндр 19 срабатывает в обратном направлении, перемещая штангу 16 вправо, при этом скосы штанги нажимают на соответствующие скосы подъемникош 15, подъемники уходят
вниз, оставляя шпильки в пазах корпуса 13, а собранный узел остается в лотке 11. В конце хода подъемников 15 вниз срабатывает гидроцилиндр 21, зажимая шпильки в пазах корпуса 13, а штанга 16 торцом
упирается в торец ползуна 14, ползун расфиксируется и перемещается вместе со штангой влево. В конце хода ползуна 14 срабатывает механизм 20 поштучной выдачи шпилек, и цикл повторяется. Навинчивание гаек производится сборочными головками 5. Гайки загружаются в бункер 6, из которой под действием силы тяжести по мере расхода постепенно перемещаются в механизм 26 поштучной выдачи. Гайка перекрывает свет фотоэлектрического датчика, который дает ко манду на срабатывание гидроцилиндра 37, шток 36 которого, перемещаясь вдоль оси головки 5, перемещает шпиндель 27, толкатель 31 вводит в гайку
в отверстие втулки 40 до совмещения торцов гайки и втулки, одновременно фланец 28 доходит до упора в подшипник 32, торцовые зубья муфты 33 входят в зацепление с торцовыми зубьями вала шестерни
29.
Таким образом пиноль 38 получает продольное перемещение от шпинделя через фланец 28 и подшипник 32, а шпиндель 27 врашательное движение от шестерни 29 через муфту 33, и передает его через толкатель 31 на втулку 40. Пиноль 38 перемещается на расстояние, равное высоте наворачиваемой тайки и останавливается, а шпиндель продолжает вращаться. Команду
на обратный ход штока 36 гидроцилиндр 37 получает от реле времени после выхода гайки из втулки 40, муфта 33 расцепляется с торцовыми зубьями вала шестерни 29 и шпиндель прекращает вращение.
В конце хода штока 36 механизм 26 поштучной выдачи выпускает очередную гайку и цикл повторяется. Навинчивание муфт производится сборочными головками 7. Муфты из вибробункеров 10 по лоткам 8 и
9 поступают в приемник механизма 41 поштучной выдачи сориентрфованными резьбовыми отверстиями вверх. Механизм 41 выдает муфту при движении пиноли 46 з исходное положение в момент, когда плоскость отражателя 42 совпадает с плоскостью вкладыша 45. При дальнейшем движении пиноли 46 нижняя часть муфты движется вместе с пинолью 46, а верхняя часть муфты задерживается отражателем 42. к концу хода муфта опрокидывается, занима.т горизонтальное положение, т. е. резьбовым отверстием в сторону шпильки.
Формула изобретения
1. Автомат для сборки резьбовых соединений, содержаш.ий смонтированные на станине сборочные головки с устройством для ор)ентиравания, механизм поштучной выдачи деталей и привод, например силовой цилиндр, отличаюшийся тем, что, с целью повышения производительности к расширения технологических возможностей, автомат снабжен транспортно-зажимным механизмом, выполненным в виде подъемников и корпуса с закрепленным на нем механизмом поштучной выдачи, штангой, установленкоГ: с зсзможностью возвратно-поступательного перемещения относительно
корпуса и ползуном, 5;меюш;им поперечные пазы, через которые пропущены подъемники, а соответственно подъемникам смонтированы подпружиненные скалки, несущие TpaBeipcy, связанную со штоком силозого
цилиндра.
2. Автомат по п. I, о т л и ч а ю щ и и с я тем, что сборочные головки установлены симметрично по обе стороны транспортнозажимного механизма и снабжены механизмаки поштучной выдачи деталей, шпинделем с толкателем и соосной толкателю втулкой, имеющей со стороны толкателя многогранное отверстие, а в цилиндрической части отверстия втулки размещены подпружиr-f-SHFibie кулачки для центрирования детали по оси.
Источник информации, принятый во внимание иря экспертизе: -5 1. Авторское свидетельство СССР Ло 363566, кл. В 23 Р 19/06, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU929389A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
Ел7 /; , F1 1 - : . lifers Ь М - Н 1 I « t:- ЬГ -v /ifeF i/ ( й ii /;xtpi й i Н № ifyjk, ir Li:| l:L :4ll-;J; -:p-;,--q ч . г гГ te 23 гг 1 Г ЗaiWЙ Жk- ,.дД:хАг ; fM jf Л viiv;, ,.,..л/,: /,tli.- L,, ,f4vja Ь|ПГ 4 ------ -2- -Ш1 ja iHUi tip-i ilZ iftei N J : isirv РЭД%-- - П. . S :- ::::: : 3f 4 i L ife; %fL 4i - SS;-i JjUsiiilZ. . J ,.швг.-;тт- .r-lt-i Л-, I i ч --g- , ,,i&..y 1«p : aSiaij -.,. ;--тК г) S-il M ri:;4 I :fef1 I I uJjIgn J tffWnl
