4
to ел
tsD
to
Ol
11
Изобретение откосится к области Обработки металлов давлением, в частности к листопрокатному производству Н может быть использовано при смотке Горячекатаных полос, нагфимер, на не- ijipepbiBMbix 1Ш1рокополосньгх станах (НШС) Горячей прокатки.
Целью изобретения является улучшение качества полос путем увеличения Стабильности механических свойств ме- алла«
Предлагаемьгй способ опробован на ППС 2000 на полосе типоразмера :с 1250., 4x1350, 6x1500, 2x1250 и )х1420 мм из сталей 08Ю, Ст Зсп, )8Г2СФБ в сравнении с изве.стньм способом производства полосы, использу
атся при постоянной температуре t,, const на всей ее длине
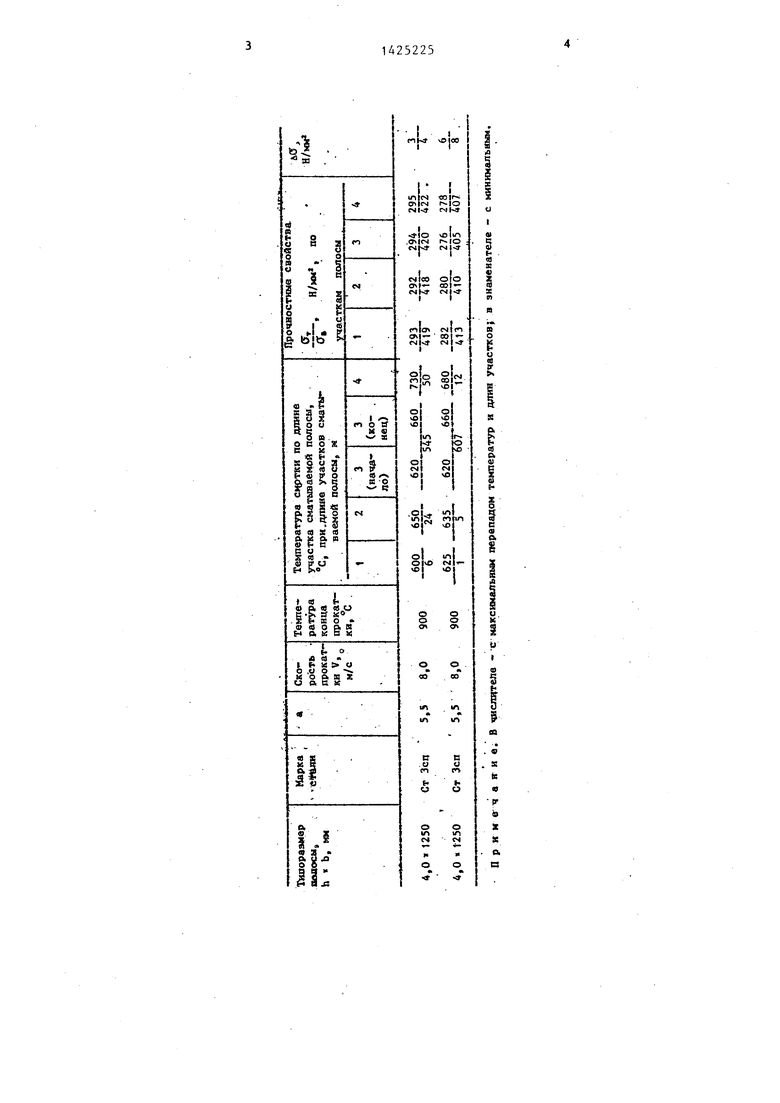
Данные исследований приведены в |габлице,
Из анализа результатов сопоста- Ёительных прокаток следует что предлагаемьй способ производства полосы обеспе швает меньшее поле разброса значений механических свойств ( uCjg 5 uG )., что позволяет yвeличнtь Объем металла, сдаваемого по группам Прочности на 13-16% Также сншкает- ||:я концевая обрезь на внутренних Щитках рулона. Это оказывается воз- 1Цожнь м благодаря томУ;, что предлагав- мый способ произвог,ства позволяет Ьтабилизировать уровень механических Ьвойств по длине полосы благодаря дифференцированному подхо,цу в части охла хдения и температуры смотки полоtblo
Формула изобретения
Способ производства горячекатаных Полос, включающий разделение лолосы
по длине на участки, охлаждение их до заданной температуры смотки и смотку в рулон, отличающий- с я тем-, что, с целью улучшения качества полос путем увеличения стабильности механических свойств металла, первый участок от начала полосы по длине составляет 0,001-0,010 длины полосы, второй - от конца первого участка по длине равен 0,01-0,05 длины полосы и четвертый - от конца полосы по длине равне 0,02-05,08 длины полосы, при этом на третьем участке температуру смотки устанавливают равной
а-Ю
V
0,09 иО.о
/ t
о,зг к/1
5 Q
5
где t
см
температура смотки о,
9
ПОЛОСЫ, С;
355,,.,,5,5 - коэффициент, учитывающий марку стали и уровень механических свойств поставляемой полосы;
-скорость прокаткир м/с;
-толщина прокатываемой полосы, мм;
-температура конца прокатки, С,
на втором участке температуру устанавливают на 15-30°С выше температуры начала смотки третьего участка, на четвертом участке температуру смотки устанавливагот на 20-70 С выше температуры окончания смотки третьего участка, а на первом участке температуру устанавливают на 10-50 С ниже температуры смотки второго участка.
V h
ЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2001 |
|
RU2186641C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2519720C2 |
| Способ производства листовой стали | 1987 |
|
SU1454869A1 |
| Способ производства горячекатаного травленого проката | 2023 |
|
RU2799195C1 |
| Способ производства горячекатаного рулонного проката из низколегированной стали | 2019 |
|
RU2709075C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО РУЛОННОГО ПРОКАТА НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2450061C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЬНЫХ КОЛЕС | 2015 |
|
RU2602206C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2720286C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2014 |
|
RU2547087C1 |
Изобретение относится J листЬ- прокатному производству горячекатаных полос на непрерывных широкополосных станах. Целью изобретения является улучшение качества полос путем увеличения стабильности механических свойств металла. Для осуществления способа перед смоткой полосу по длине разделяют на четыре участка, первый - от начала полосы по длине, равной 0,001-0,010 длины полосы, второй - от конца первого участка по длине, равной 0,01-0,05 длины полосы, и четвертый - от конца полосы по длине, равной 0,02-0,08 длины полосы, при этом на третьем участке температуру смотки устанавливают по выведенному математическому выражению, на втором участке температуру устанавливают на 15-30° С вьппе температуры начала смотки третьего участка, а на первом участке температуру смотки устанавливают на 10-50°С ниже температуры смотки второго участка. Указанный способ смотки горячекатаной полосы обеспечивает меньшее поле разброса значений механических свойств.1 табл. с (Л
| Способ охлаждения полос | 1986 |
|
SU1388438A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
