N)
Изобретение относится к лакокрасочной промьштенности и является дополнительным к основному авт.св. № 954108.
Цель изобретения - повышение производительности «
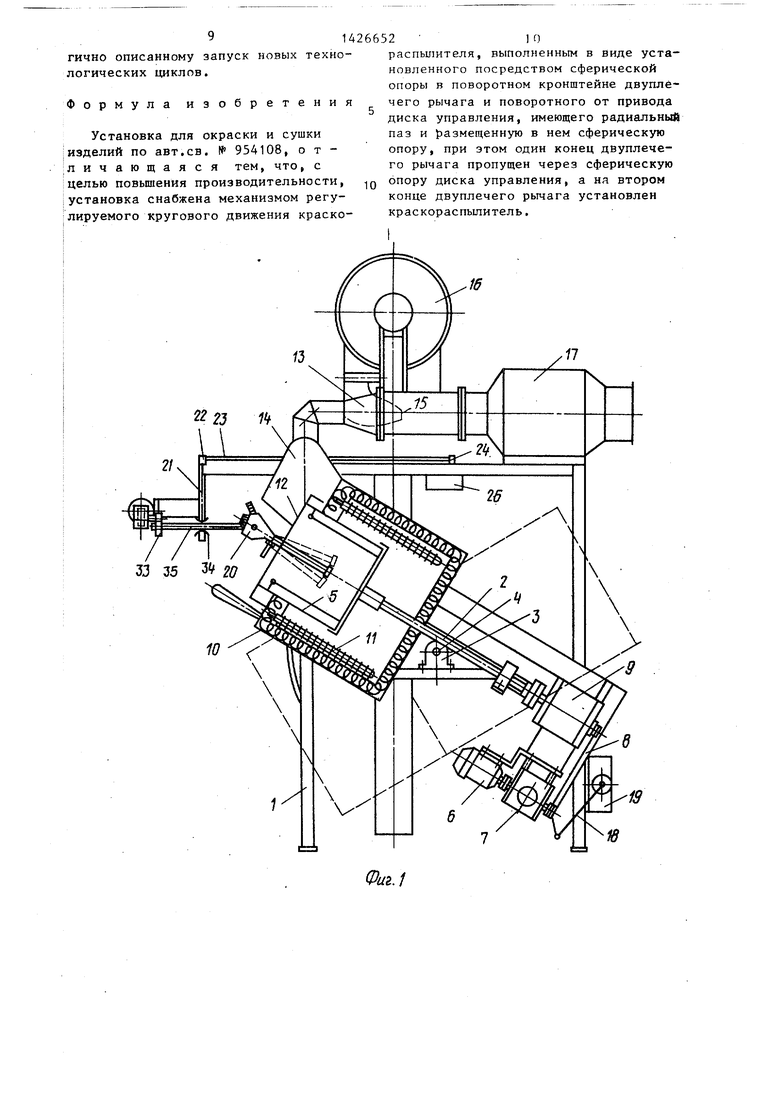
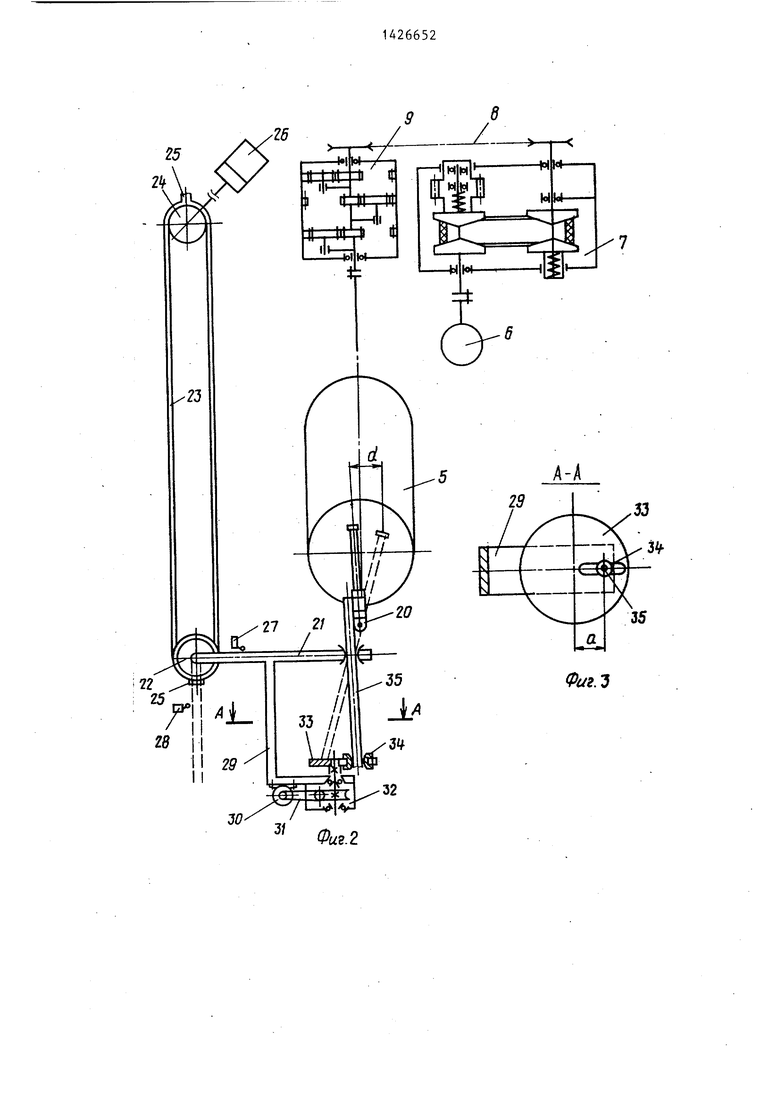
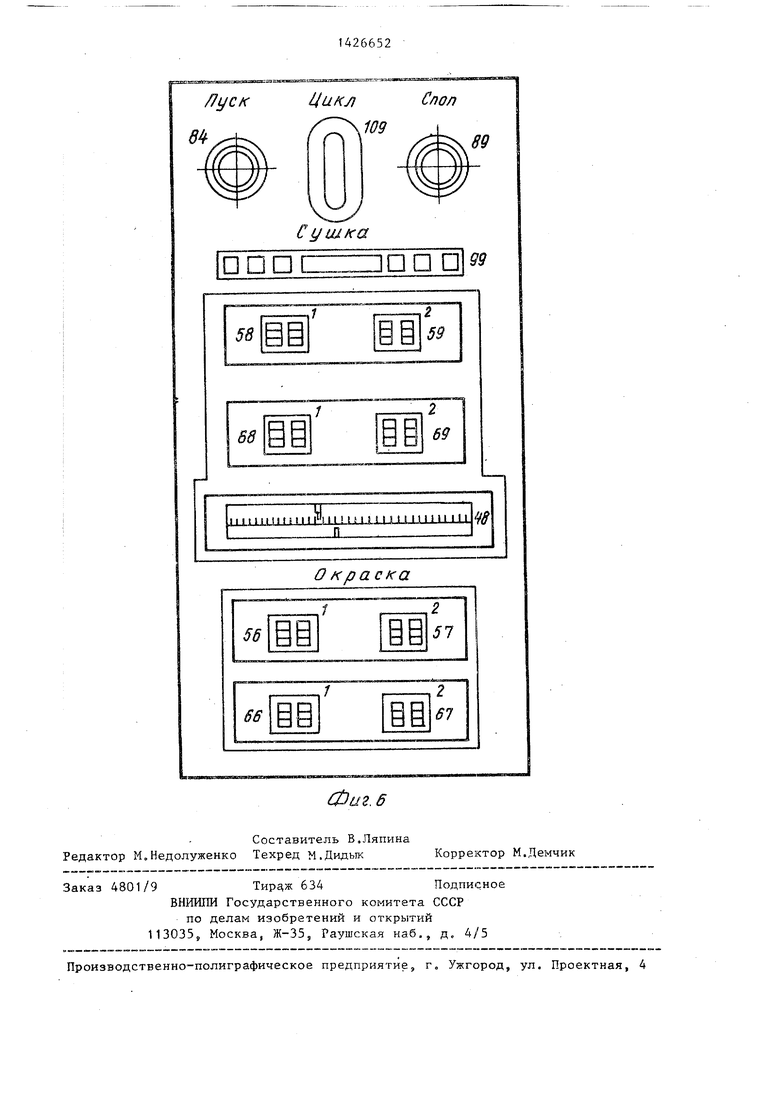
На фиг;1 изображена предлагаемая установка для окраски и сушки изделий, общий вид; на фиг.2 - кинемати- ческая схема привода барабана и привода манипулятора; на фиг.З - сечение А-А на фиг.2; на фиг.4 - пневматическая схема краскораспьтителя; на фиг.З - схема управления работой предлагаемой установки; на фиг.6 - лицевая панель пульта с программной аппаратурой и контрольно-измерительными приборами.
Установка для окраски и сушки содержит станину 1, на которой смонтирована поворотная в вертикальной плоскости рама 2, установленная в кронштейнах 3 на оси 4. На поворотной раме 2 расположен барабан 5с приводом, который состоит из электродвигателя 6, конического вариатора 7j ременной передачи 8, трехступенчатого планетарного редуктора 9, вы- ходной вал которого связан с осью барабана 5. Барабан 5 огражден кожу- хбм 10, внутри которого вокруг барабана 5 расположены электронагреватели 11, Для уменьшения теплопотерь барабан 5 закрывается крышкой 12. Над барабаном 5 на реле 2 расположен система 13 эжекторного отсоса, состоящая из зонта 14, эжектора 15, вентилятора 16 и каплеуловителя 17. Для предотвращения резкого опускания рамы 2 она посредством рычага 18 связана с гидравлическим амортизатором 19.
Пневматический краскораспылитель 20 установлен на поворотном кронштейне 215 жестко связанным со шкивом 22. Шкив 22 посредством тяги 23 связан со шкивом 24. Тяга 23 закреплена винтами 25 на шкивах 22 и 24, Шкив 24 жестко связан с валом привода 26 Поворотный кронштейн 21 взаимодействует с датчиком 27 переднего положения и датчиком 28 заднего положения (фиг.2, пунктир),
С поворотным кронштейном 21 жестко связан кронштейн 29, на котором укреплен механизм управления круговым движением краскораспьтителя, состоящий из электродвигателя 30«
Q «;
0 5 Q
5
5
0
5
0
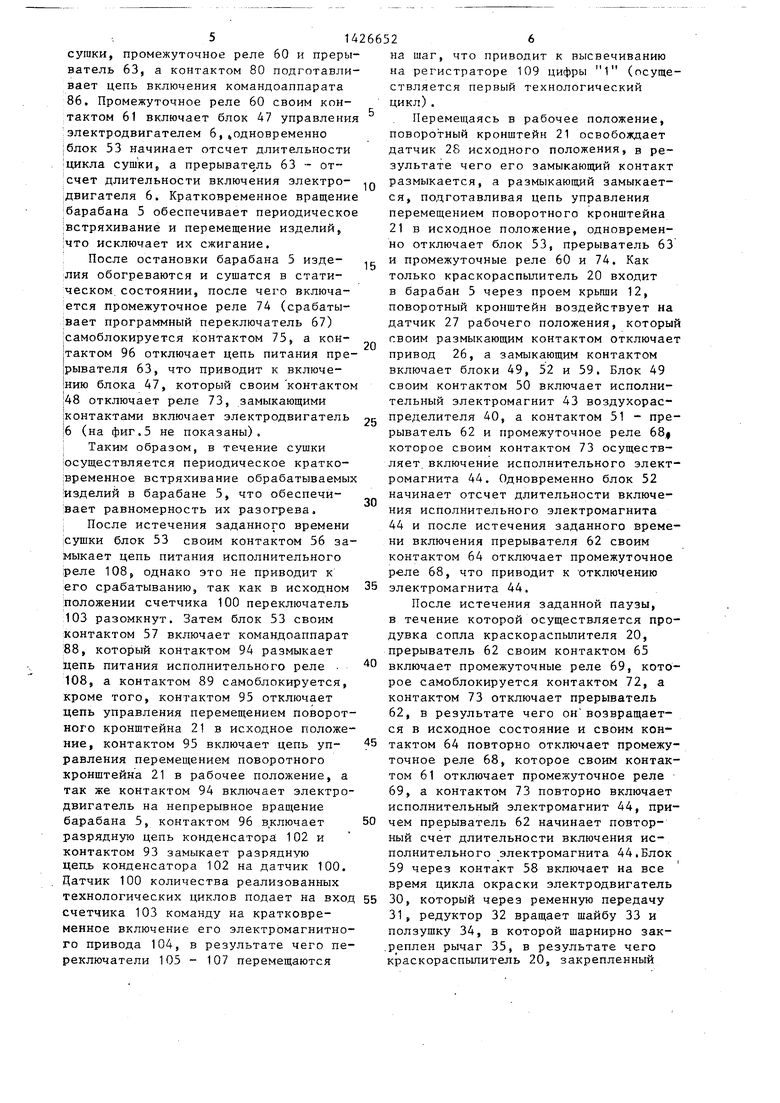
ременной передачи 31, редуктора 32, на выходном валу которого установлен диск 33 управления с радиальным пазом и сферической опорой 34 в нем. Через эту опору и такую же сферическую опору в поворотном кронштейне 21 проходит двуплечий рычаг 35, на одном конце которого крепится краскораспылитель 20,
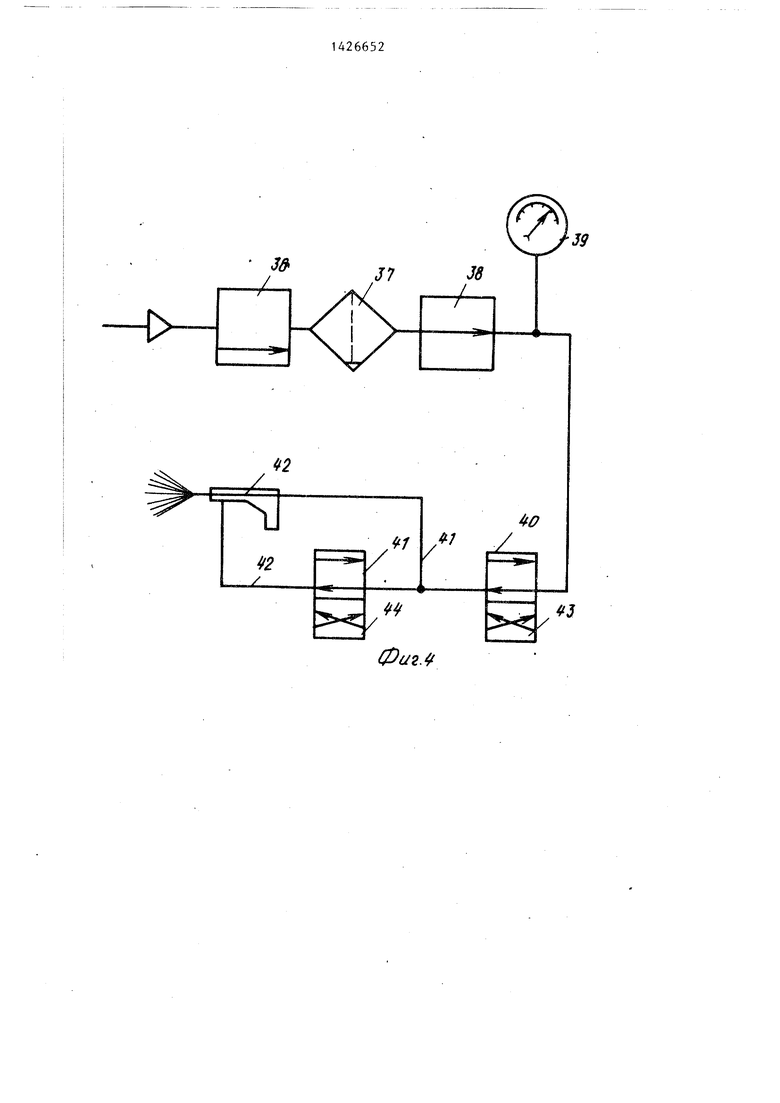
Система подачи воздуха в краскораспылитель 20 состоит из крана 36, фильтра-влагоотделителя 37, регулятог ра давления 38 с манометром 39, воздухораспределителей 40 и 41 с пневмомагистралью 42 пульсирующей подачи краски, причем воздухораспределители 40 и 41 имеют управляемые исполнительные электромагниты 43 и 44 .
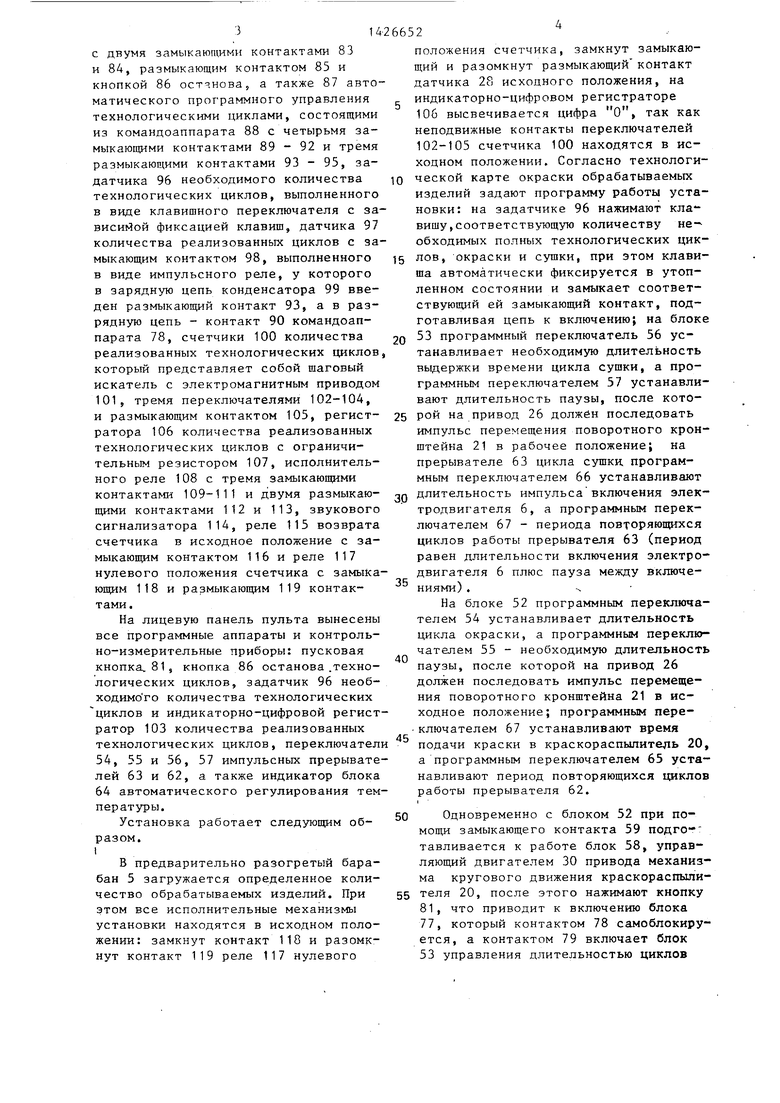
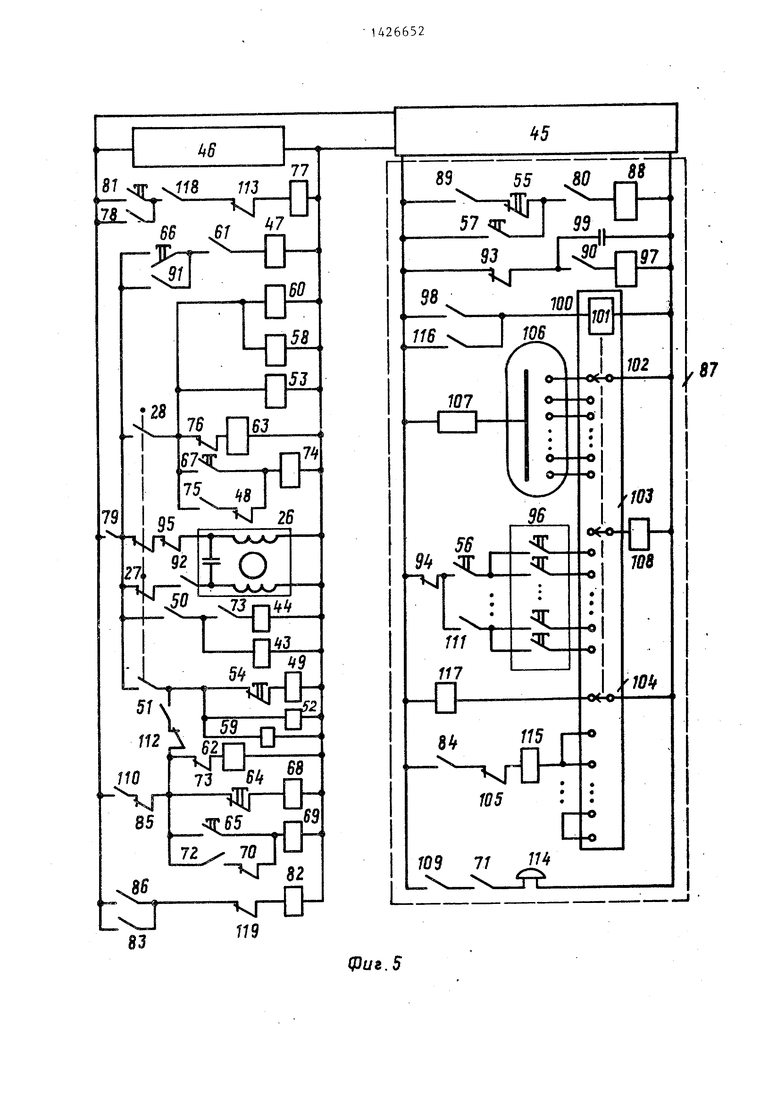
Электрическая схема управления работой установки включает в себя силовой блок 45 электропитания, блок 46 автоматического регулирования температуры барабана 5 путем включения и отключения электронагревателей 11, блок 47 управления электродвигателем 6 с размыкающим контактом 48, блок 49 управления подачей воздуха в краскораспылитель 20 с двумя замыкающими контактами 50 и 51, блок 32 управления длительностью цикла окраски, блок 33 управления длительностью цикла сушки, причем блоки 32 и 53 выполнены в виде программных реле времени с двумя независимыми друг другу переключателями 34, 55 и 56,57 соответственно, при этом блок 58 управления приводом кругового движения имеет контакт 59, установленный параллельно с блоком 52 управления длительностью окраски.
Блок 33 имеет также промежуточные реле 60 с замыкающим контактом 61.
Импульсные прерыватели 62 и 63 также выполнены в виде программных реле времени с двумя независимыми i друг от друга переключателями 64, 65 и 66, 67 соответственно3 при этом блок 62 имеет два промежуточных реле 68 и 69, причем реле 68 имеет размыкающий контакт 70, а реле 69 - два замыкающих контакта 71 и 72 и размыкающий контакт 73, блок 63 имеет промежуточное реле 74 с замыкающим контактом 75 и размыкающим контактом 76, блок 77 запуска технологических циклов с тремя замыкающими контактами 78 - 80 и пусковой кнопкой 81, блок 82 останова технологических циклов
3
с двумя замыкаюп1,ими контактами 83 и 84, размыкающим контактом 85 и кнопкой 86 остянова, а также 87 автоматического программного управления технологическими циклами, состоящими из команцоаппарата 88 с четырьмя замыкающими контактами 89 - 92 и тремя размыкающими контактами 93 - 95, за- датчика 96 необходимого количества технологических циклов, выцолненного в виде клавишного переключателя с за висийой фиксацией клавиш, датчика 97 количества реализованных циклов с замыкающим контактом 98, выполненного в виде импульсного реле, у которого в зарядную цепь конденсатора 99 введен размыкающий контакт 93, а в разрядную цепь - контакт 90 командоап- парата 78, счетчики 100 количества реализованных технологических циклов который представляет собой шаговый искатель с электромагнитным приводом 101, тремя переключателями 102-104, и размыкающим контактом 105, регистратора 106 количества реализованных технологических циклов с ограничительным резистором 107, исполнительного реле 108 с тремя замыкающими контактами 109-111 и двумя размыкающими контактами 112 и 113, звукового сигнализатора 114, реле 115 возврата счетчика в исходное положение с замыкающим контактом 116 и реле 117 нулевого положения счетчика с замыкающим 118 и размыкающим 119 контактами.
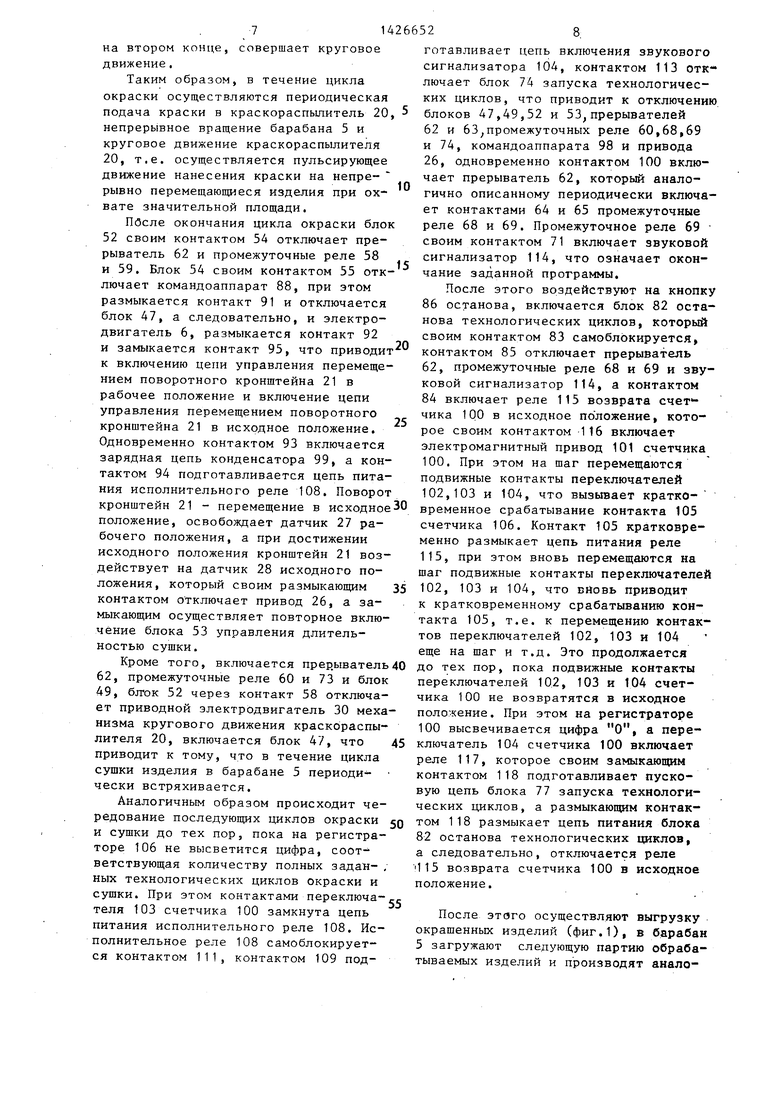
На лицевую панель пульта вынесены все программные аппараты и контрольно-измерительные приборы: пусковая кнопка, 81, кнопка 86 останова .технологических циклов, задатчик 96 необ- ходимо го количества технологических циклов и индикаторно-цифровой регистратор 103 количества реализованных технологических циклов, переключател 54, 55 и 56, 57 импульсных прерывателей 63 и 62, а также индикатор блока 64 автоматического регулирования температуры.
Установка работает следующим образом. I
В предварительно разогретый барабан 5 загружается определенное количество обрабатываемых изделий. При этом все исполнительные механизмы установки находятся в исходном положении: замкнут контакт 118 и разомк нут контакт 119 реле 117 нулевого
10
15
20
26652
положения счетчика, замкнут замыкающий и разомкнут размыкающий контакт датчика 28 исходного положения, на индикаторно-цифровом регистраторе 106 высвечивается цифра О, так как неподвижные контакты переключателей 102-105 счетчика 100 находятся в исходном положении. Согласно технологической карте окраски обрабатываемых изделий задают программу работы установки: на задатчике 96 нажимают клавишу, соответствующую количеству не- обходимых полных технологических циклов, окраски и сушки, при этом клавиша автоматически фиксируется в утопленном состоянии и замыкает соответ- ствуюшд й ей замыкающий контакт, подготавливая цепь к включению; на блоке 53 программный переключатель 56 устанавливает необходимую длительность выдержки времени цикла сушки, а программным переключателем 57 устанавливают длительность паузы, после кото25 рой на привод 26 должен последовать импульс перемещения поворотного кронштейна 21 в рабочее положение; на прерывателе 63 цикла сушки, програм- мньм переключателем 66 устанавливают
gQ длительность импульса включения электродвигателя 6, а программным переключателем 67 - периода повторяющихся циклов работы прерывателя 63 (период равен длительности включения электродвигателя 6 плюс пауза между включе ниями).
На блоке 52 программным переключателем 54 устанавливает длительность цикла окраски, а программным переключателем 55 - необходимую длительность паузы, после которой на привод 26 должен последовать импульс перемещения поворотного кронштейна 21 в исходное положение; программным переключателем 67 устанавливают время подачи краски в краскораспылитель 20, а программным переключателем 65 устанавливают период повторяющихся циклов работы прерывателя 62.
40
45
Одновременно с блоком 52 при помощи замыкающего контакта 59 подго- тавливается к работе блок 58, управляющий двигателем 30 привода механизма кругового движения краскораспылителя 20, после этого нажимают кнопку 81, что приводит к включению блока 77, который контактом 78 самоблокируется, а контактом 79 включает блок 53 управления длительностью циклов
сушки, промежуточное реле 60 н прерыватель 63, а контактом 80 подготавливает цепь включения командоаппарата 86, Промежуточное реле 60 своим контактом 61 включает блок А7 управлени ; электродвигателем 6,oднoвpeмeннo блок 53 начинает отсчет длительности цикла сушкир а прерыватель 63 - оттечет длительности включения электро- Двигателя 6. Кратковременное вращени барабана 5 обеспечивает периодическо Встряхивание и перемещение изделий, |что исключает их сжигание.
После остановки барабана 5 иэде- ЛИЯ обогреваются и сушатся в статическом состоянии, после чего включается промежуточное реле 74 (срабаты- ;вает программный переключатель 67) |самоблокируется контактом 75, а контактом 96 отключает цепь питания прерывателя 63, что приводит к включению блока 47, который своим контакто 148 отключает реле 73, замыкающими контактами включает электродвигатель |6 (на фиг,5 не показаны), i Таким образом, в течение сушки Осуществляется периодическое кратко- Временное встряхивание обрабатываемы изделий в барабане 5, что обеспечивает равномерность их разогрева, ; После истечения заданного времени сушки блок 53 своим контактом 56 замыкает цепь питания исполнительного реле 108, однако это не приводит к его срабатыванию, так как в исходном положении счетчика 100 переключатель 103 разомкнут. Затем блок 53 своим контактом 57 включает командоаппарат |88, который контактом 94 размыкает lienb питания исполнительного реле . 108, а контактом 89 самоблокируется, кроме того, контактом 95 отключает цепь управления перемещением поворотного кронштейна 21 в исходное положение, контактом 95 включает цепь уп- равления перемещением поворотного кронштейна 21 в рабочее положение, а так же контактом 94 включает электродвигатель на непрерывное вращение барабана 5, контактом 96 в,ключает разрядную цепь конденсатора; 102 и контактом 93 замыкает разрядную цедь конденсатора 102 на датчик 100, Датчик 100 количества реализованных технологических циклов подает на вход счетчика 103 команду на кратковременное включение его электромагнитного привода 104, в результате чего переключатели 105 - 107 перемещаются
0
с 5 5 5 0 5
0
0
на шаг, что приводит к высвечиванию на регистраторе 109 цифры 1 (осуществляется первый технологический цикл) ,
Перемещаясь в рабочее положение, поворотный кронштейн 21 освобождает датчик 28 исходного положения, в результате чего его замыкающий контакт размыкается, а размыкающий замыкается, подготавливая цепь управления перемещением поворотного кронштейна 21 в исходное положение, одновременно отключает блок 53, прерыватель 63 и промежуточные реле 60 и 74, Как только краскораспылитель 20 входит в барабан 5 через проем крьш1и 12, поворотный кронштейн воздействует на датчик 27 рабочего положения, который своим размыкающим контактом отключает привод 26, а замыкающим контактом включает блоки 49, 52 и 59, Блок 49 своим контактом 50 включает исполнительный электромагнит 43 воздухораспределителя 40, а контактом 51 - прерыватель 62 и промежуточное реле 68 которое своим контактом 73 осуществляет, включение исполнительного электромагнита 44, Одновременно блок 52 начинает отсчет длительности включения исполнительного электромагнита 44 и после истечения заданного времени включения прерывателя 62 своим контактом 64 отключает промежуточное реле 68, что приводит к отключению электромагнита 44,
После истечения заданной паузы, в течение которой осуществляется продувка сопла краскораспылителя 20, прерыватель 62 своим контактом 65 включает промежуточные реле 69, которое самоблокируется контактом 72, а контактом 73 отключает прерыватель 62, в результате чего он возвращается в исходное состояние и своим контактом 64 повторно отключает промежуточное реле 68, которое своим контактом 61 отключает промежуточное реле 69, а контактом 73 повторно включает исполнительный электромагнит 44, причем прерыватель 62 начинает повторный счет длительности включения исполнительного электромагнита 44,Блок 59 через контакт 58 включает на все время цикла окраски электродвигатель
30,который через ременную передачу
31,редуктор 32 вращает шайбу 33 и ползушку 34, в которой шарнирно зак,реплен рычаг 35, в результате чего краскораспылитель 20, закрепленный
на втором конце, совершает круговое движение.
Таким образом, в течение цикла окраски осуществляются периодическая подача краски в краскораспылитель 20, непрерывное вращение барабана 5 и круговое движение краскораспылителя 20, т.е. осуществляется пульсирующее движение нанесения краски на непрерывно перемещающиеся изделия при охвате значительной площади.
Пбсле окончания цикла окраски блок 52 своим контактом 54 отключает прерыватель 62 и промежуточные реле 58 и 59. Блок 54 своим контактом 55 отключает командоаппарат 88, при этом размыкается контакт 91 и отключается блок 47, а следовательно, и электродвигатель 6, размыкается контакт 92 и замыкается контакт 95, что приводит к включению цепи управления перемещением поворотного кронштейна 21 в рабочее положение и включение цепи управления перемещением поворотного кронштейна 21 в исходное положение. Одновременно контактом 93 включается зарядная цепь конденсатора 99, а контактом 94 подготавливается цепь питания исполнительного реле 108. Поворот
10
15
20
25
готавливает цепь включения звукового сигнализатора 104, контактом 113 отк лючает блок 74 запуска технологических циклов, что приводит к отключени блоков 47,49,52 и 53,прерывателей 62 и 63 пpoмeжyтoчныx реле 60,68,69 и 74, командоаппарата 98 и привода 26, одновременно контактом 100 включает прерыватель 62, который аналогично описанному периодически включа ет контактами 64 и 65 промежуточные реле 68 и 69. Промежуточное реле 69 своим контактом 71 включает звуковой сигнализатор 114, что означает окончание заданной программы.
После этого воздействуют на кнопк 86 останова, включается блок 82 оста нова технологических циклов, который своим контактом 83 самоблокируется, контактом 85 отключает прерыватель 62, промежуточные реле 68 и 69 и зву ковой сигнализатор 114, а контактом 84 включает реле 115 возврата счет - чика 100 в исходное положение, которое своим контактом 116 включает электромагнитный привод 101 счетчика 100. При этом на шаг перемещаются подвижные контакты переключателей 102,103 и 104, что вызывает краткокронштейн 21 - перемещение в исходное30 временное срабатывание контакта 105 положение, освобождает датчик 27 рабочего положения, а при достижении исходного положения кронштейн 21 воздействует на датчик 28 исходного положения, который своим размыкающим 35 контактом отключает привод 26, а замыкающим осуществляет повторное включение блока 53 управления длительностью сушки.
Кроме того, включается прер,ыватель40 до тех пор, пока подвижные контакты 62, промежуточные реле 60 и 73 и блок переключателей 102, 103 и 104 счетсчетчика 106. Контакт 105 кратковременно размыкает цепь питания реле 115, при этом вновь перемещаются на шаг подвижные контакты переключателе 102, 103 и 104, что вновь приводит к кратковременному срабатыванию контакта 105, т.е. к перемещению контак тов переключателей 102, 103 и 104 еще на шаг и т.д. Это продолжается
49, бл ок 52 через контакт 58 отключает приводной электродвигатель 30 механизма кругового движения краскораспылителя 20, включается блок 47, что 45 приводит к тому, что в течение цикла сушки изделия в барабане 5 периодически встряхивается.
Аналогичным образом происходит чередование последующих циклов окраски JQ и сушки до тех пор, пока на регистраторе 106 не высветится цифра, соответствующая количеству полных задан- , ных технологических циклов окраски и сушки. При этом контактами переключа-, теля 103 счетчика 100 замкнута цепь питания исполнительного реле 108. Исполнительное реле 108 самоблокируется контактом 111, контактом 109 под55
чика 100 не возвратятся в исходное положение. При этом на регистраторе 100 высвечивается цифра О, а переключатель 104 счетчика 100 включает реле 117, которое своим замыкающим контактом 118 подготавливает пусковую цепь блока 77 запуска технологических циклов, а размыкающим контактом 118 размыкает цепь питания блока 82 останова технологических циклов, а следовательно, отключается реле 115 возврата счетчика 100 в исходное положение.
После этого осуществляют выгрузку окрашенных изделир (фиг.1), в бараба 5 загружают следующую партию обраба тываемых изделий и производят анало0
5
0
5
готавливает цепь включения звукового сигнализатора 104, контактом 113 отключает блок 74 запуска технологических циклов, что приводит к отключению блоков 47,49,52 и 53,прерывателей 62 и 63 пpoмeжyтoчныx реле 60,68,69 и 74, командоаппарата 98 и привода 26, одновременно контактом 100 включает прерыватель 62, который аналогично описанному периодически включает контактами 64 и 65 промежуточные реле 68 и 69. Промежуточное реле 69 своим контактом 71 включает звуковой сигнализатор 114, что означает окончание заданной программы.
После этого воздействуют на кнопку 86 останова, включается блок 82 останова технологических циклов, который своим контактом 83 самоблокируется, контактом 85 отключает прерыватель 62, промежуточные реле 68 и 69 и звуковой сигнализатор 114, а контактом 84 включает реле 115 возврата счет - чика 100 в исходное положение, которое своим контактом 116 включает электромагнитный привод 101 счетчика 100. При этом на шаг перемещаются подвижные контакты переключателей 102,103 и 104, что вызывает кратко0 временное срабатывание контакта 105 5
временное срабатывание контакта 105
счетчика 106. Контакт 105 кратковременно размыкает цепь питания реле 115, при этом вновь перемещаются на шаг подвижные контакты переключателей 102, 103 и 104, что вновь приводит к кратковременному срабатыванию контакта 105, т.е. к перемещению контактов переключателей 102, 103 и 104 еще на шаг и т.д. Это продолжается
45
Q
5
чика 100 не возвратятся в исходное положение. При этом на регистраторе 100 высвечивается цифра О, а переключатель 104 счетчика 100 включает реле 117, которое своим замыкающим контактом 118 подготавливает пусковую цепь блока 77 запуска технологических циклов, а размыкающим контактом 118 размыкает цепь питания блока 82 останова технологических циклов, а следовательно, отключается реле 115 возврата счетчика 100 в исходное положение.
После этого осуществляют выгрузку окрашенных изделир (фиг.1), в барабан 5 загружают следующую партию обрабатываемых изделий и производят анало/5
25
2.V
ж
e5
ze
.г
53
35
Й/г.З
39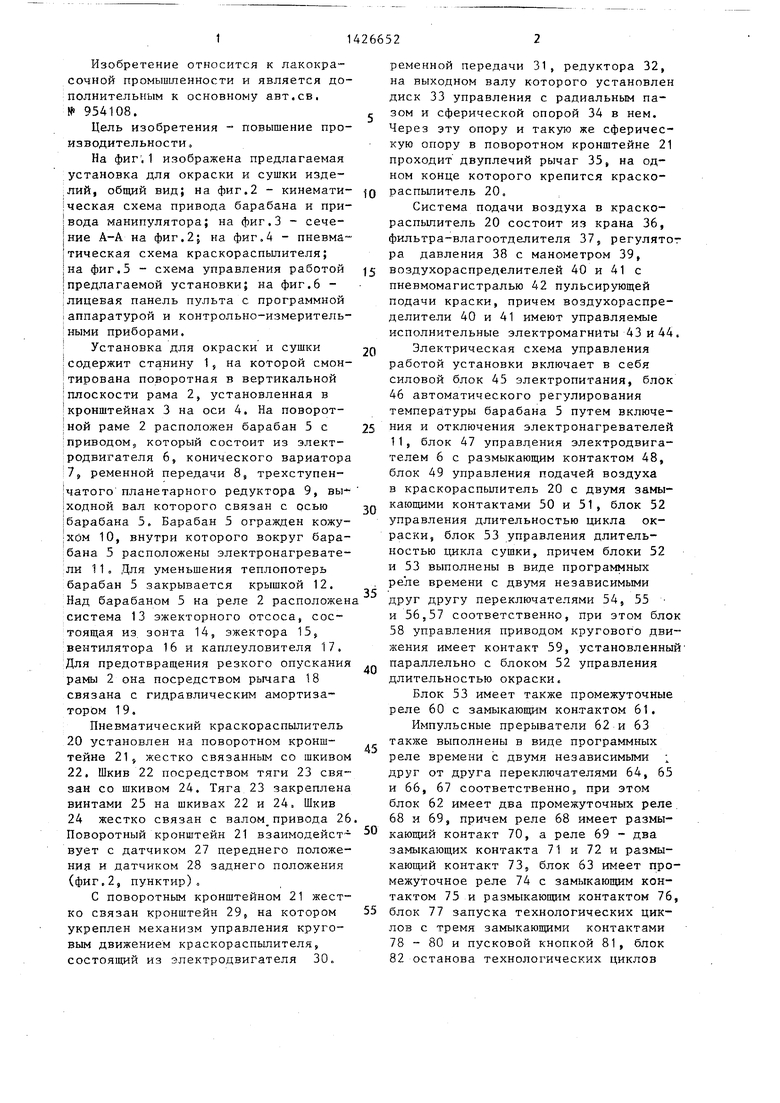
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски и сушки изделий | 1981 |
|
SU954108A1 |
| Установка для окраски и сушки изделий | 1989 |
|
SU1713665A1 |
| СПОСОБ СМЕШИВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2034940C1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| Устройство для управления автоматической сменой заготовок на токарных станках с числовым программным управлением | 1985 |
|
SU1275374A1 |
| Устройство для автоматического управления поливом при подпочвенном орошении | 1985 |
|
SU1296057A1 |
| УСТРОЙСТВО ДЛЯ ФИЗИЧЕСКОГО МОДЕЛИРОВАНИЯ РАДИОЭЛЕКТРОННЫХ СХЕМ | 1969 |
|
SU255665A1 |
| Устройство для управления конвейерной системой | 1984 |
|
SU1240706A1 |
| Пресс для высокочастотной сварки изделий из термопластичных материалов | 1987 |
|
SU1451045A1 |
| Стенд для испытания самоходных машин | 1988 |
|
SU1555632A1 |
Изобретение относится к лакокрасочной промышленности. Цель изобретения - повьппение производительности, Для этого установка снабжена механиэ- мом регулируемого кругового движения краскораспьтителя, вьшолненным в -.виде установленного посредством сферической опоры в поворотном кронштейне двуплечего рычага и поворотного от привода диска управления, имеющего радиальный паз и размещенную в нем сферическую опору. При этом один конец двуплечего рычага пропущен через сферическую опору диска управления, а на втором конце двуплечего рычага установлен краскораспылитель. 6 ил.
Зв
/
2
/
X/
J7J8
/
/
; /
o
;
V
J
0az.
фиг. 5
ЛускЦикл
.
с
DDD
Окраска
Спол
DDD
дд
| Установка для окраски и сушки изделий | 1981 |
|
SU954108A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
