t145
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки термопластичных деталей токами высокой частоты.
Цель изобретения - повьш1ение производительности пресса и улучшение качества сварки деталей за счет увеличения быстродействия и уменьшения погрешностей при установке зазора между сварочными плитами.
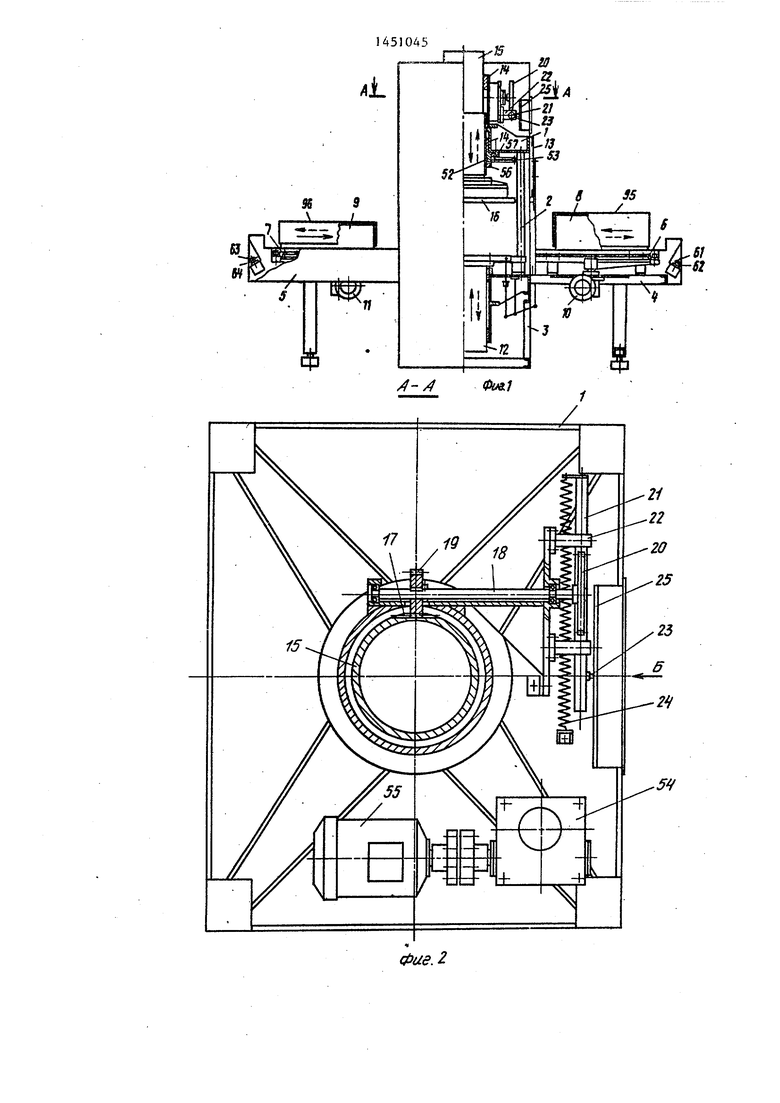
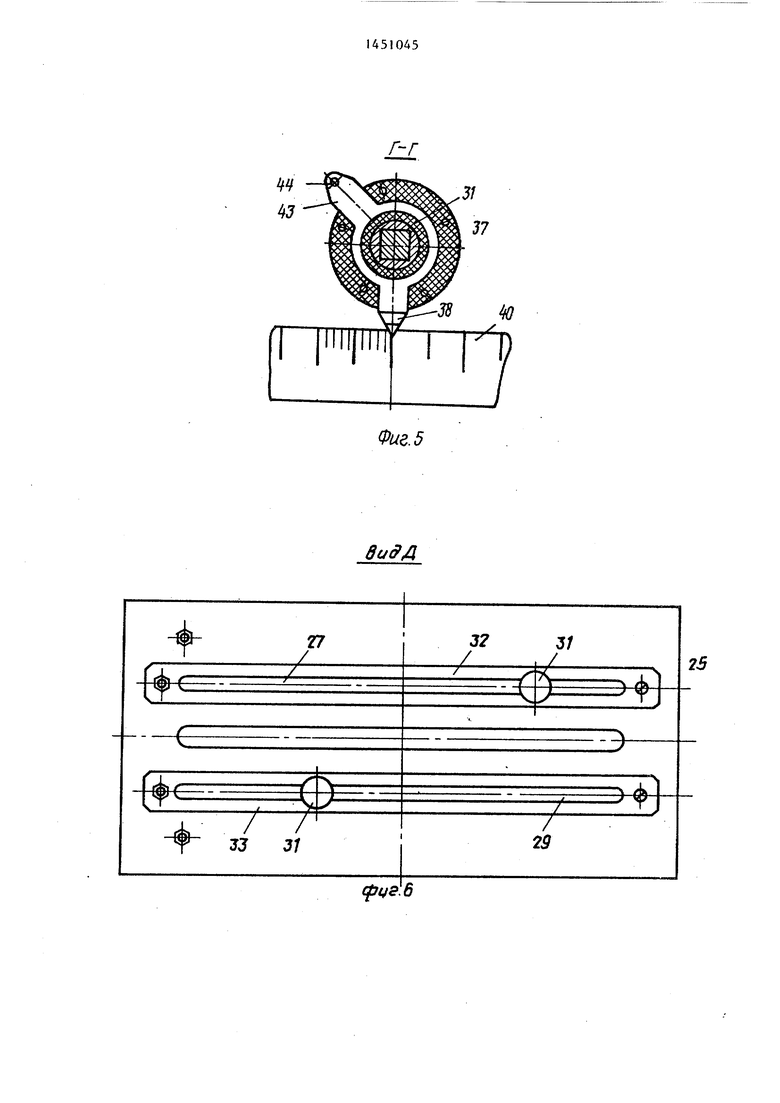
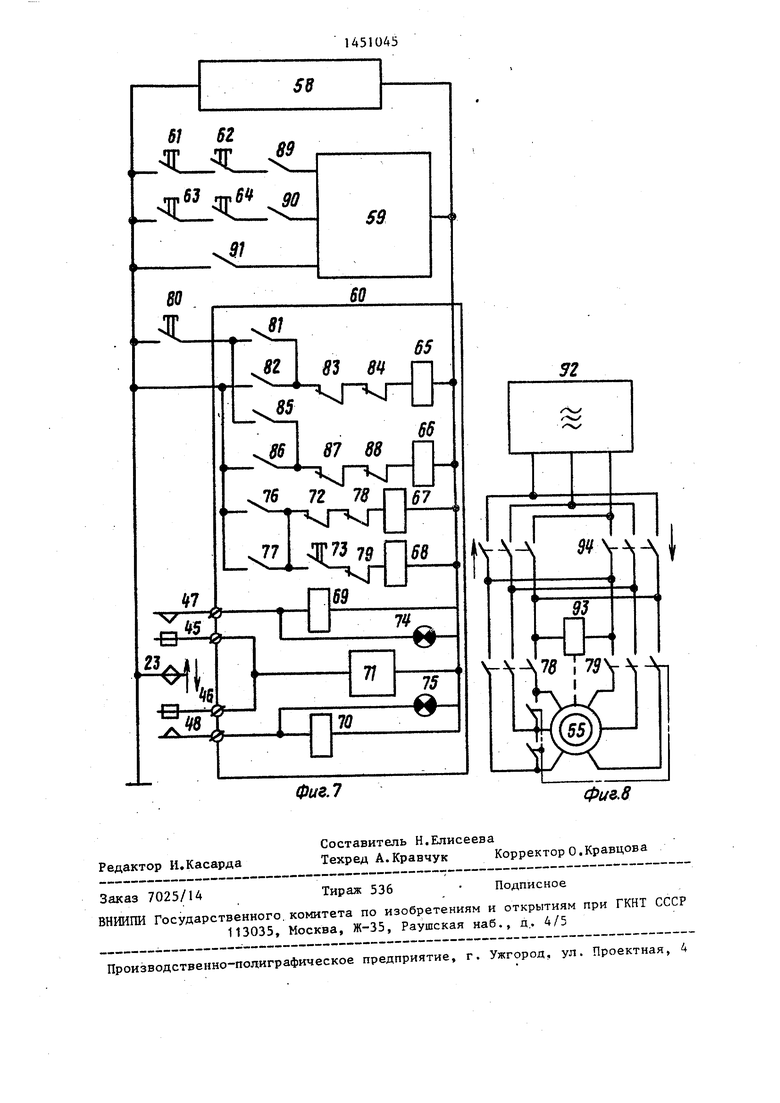
На фиг.1 схематически изображен пресс, общий вид; на фиг.2 - разрез А-А на фиг,1 (кинематическая связь между верхней сварочной плитой и подвижным заземленным контактом системы автоматической установки просвета); на фиг.З - вид Б на фиг.2 (расположение технологических контактов относительно заземленного контакта системы автоматической установки просвета между сварочньми плитами); на фиг.4 - р.азрез В-Б на фиг.З (уст- рдйство фиксирующего механизма и расположение на нем указателя в. личины просвета, технологического и переключающего контактов); на фиг.5 - разрез Г-Г на фиг.4 (расположение указателя величины просвета относительно фиксирующего механизма); на фиг.6 - вид Д на фиг.4 (расположение токопро- водящих направляющих и установленных в них корпусов фиксирующих механизмов, электрически соединенных с технологическими контактами); на фиг.7- схема систе ы управления работой пресса; на фиг.8 - схема коммутации силовых цепей привода механизма перемещения верхней сварочной плиты.
Пресс содержит траверсу 1, жестко связанную четырьмя колоннами 2 со станиной 3, на которой смонтированы приставные столы 4 и 5 с расположенными на них передвижными нижними сварочными плитами 6 и 7, электродами
(оснастками) 8 и 9, а также кулисными механизмами 10 и 11 их горизонталного перемещения в зону сварки.
На станине 3 смонтирован привод 1 вертикального рабочего хода нижних сварочных плит 6 и 7 и шторок экранирующего устройства 13. На траверсе 1 в направляющих втулках 14 размещена центральная резьбовая колонна 15 в нижней части которой закреплена верхняя сварочная плита.16, а на верхней гладкой боковой поверхности зубчатая рейка 17, которая взаимодействует с блоком 18 шестерен и кинема
0
15
jg 25 JQ
35
40
45
, , - тически с помощью малой 19 и большой (масштабной) 20 шестерен связана с рейкой 21, установленной в направляющей 22 и несущей на себе заземленный контакт 23. выбора люфтов в кинематической цепи подвижная рейка 21 с помощью возвратной пружины 24 соединена с траверсой 1.-, На электроизоляционной панели 25 относительно заземленного контакта 23,перемещающегося в центральном горизонт тальном пазу 26, справа в верхнем параллельном пазу 27 расположен фиксирующий механизм (задатчик 28 большого мера просвета, а слева в нижнем параллельном пазу 29 - фиксирующий механизм Сзадатчик) 30 малого размера просвета между сварочными плитами.
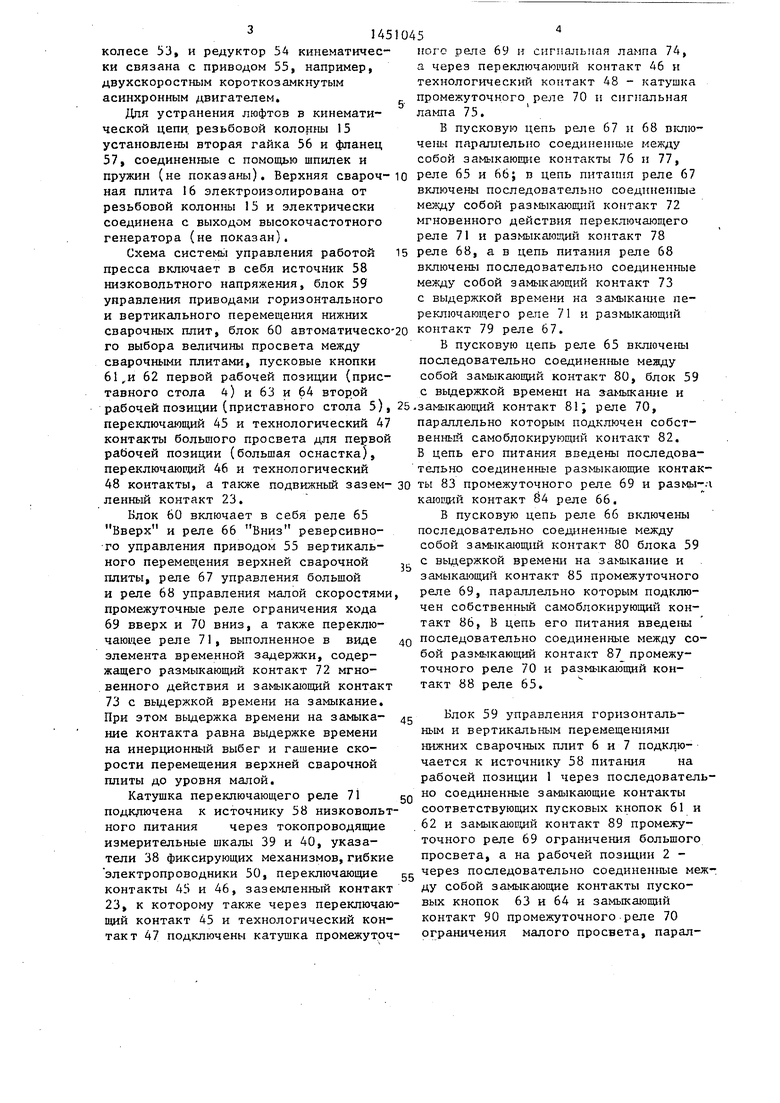
Фиксирующие механизмы 28 и 30 состоят из ориентирующего токопроводяще- го корпуса 31, нижняя часть которого помещена в токопроводящей направляющей 32 или 33, расположенной вдоль верхнего 27 или нижнего 29 пазов. На среднюю квадратную часть одета несущая втулка 34, а в верхней резьбовой части расположена стяжная тайка 35.
На несущей втулке 34 вверху расположено токопроводящее кольцо 36, а внизу в электроизолированном кольце 37 жестко закреплен указатель 38, взаимодействующий с токопроводящей измерительной шкалой 39 или 40 величины просвета. На токопроводящем поворотном кольце 36 установлен вертикальный палец 41, несущий на себе обойму 42, а указатель 38 имеет выступ 43 и соединительную клемму 44.
В обоймах 42 фиксирующих механизмов размещены гибкие переключающие 45 и 46 и технологические 47 и 48 контакты, расстояние между которыми превьш1ает, величину пути выбега верхней сварочной плиты.
Каждый переключаюшлй контакт 45 и 46 расположен в электроизоляционном вкладыше 49 фиксирующего механизма и соединен с помощью гибкого электропроводника 50 с указателем 38, Каждый технологический контакт 47 и 48 расположен между электроизоляционным вкладьш1ем 49 и токопроводя- щим пальцем 41 фиксирующего механизма и зажат с помощью стопорного винта 51 .
Резьбовая колонна 15 через гайку 52, жестко закрепленную на зубчатом
1451045
колесе 53, и редуктор 54 кинематичес- иого реле 6У и сигнальная лампа 74, ки связана с приводом 55, например, а через переключаюицш контакт 46 и
технологический контакт 48 - катушка промежуточного реле 70 и сигнальная лампа 75.
В пусковую цепь реле 67 и 68 вгслю- чены параллельно соединенные меязду
двухскоростным короткозамкнутым асинхронным двигателем,
Дпя устранения люфтов в кинематической цепи, резьбовой колонны 15 установлены вторая гайка 56 и фланец 57, соединенные с помощью шпилек и
5
собой замыкающие контакты 76 и 77,
пружин (не показаны). Верхняя свароч-10 реле 65 и 66; в цепь питания реле 67 ная плита 16 электроизолирована от резьбовой колонны 15 и электрически соединена с выходом высокочастотного генератора (не показан).
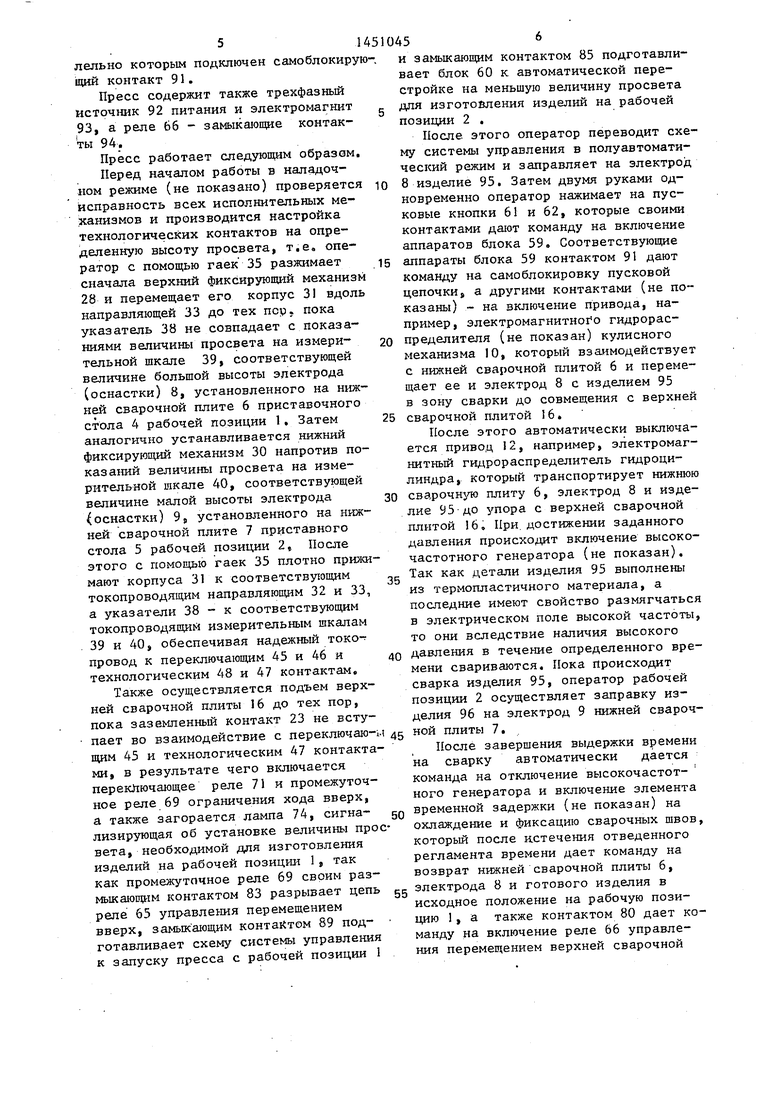
Схема системь управления работой пресса включает в себя источник 58 низковольтного напряжения, блок 59 управления приводами горизонтального и вертикального перемещения нижних
включены последовательно соединенные между собой размыкающий контакт 72 мгновенного действия переключающего реле 71 и размыкающий контакт 78 15 реле 68, а в цепь питания реле 68 включены последовательно соединенные между собой замыкающий контакт 73 с выдержкой времени на замыкание переключающего репе 71 и размыкающий
сварочных плит, блок 60 автоматическо-20 контакт 79 реле 67. го выбора величины просвета между В пусковую цепь реле 65 включены сварочными плитами, пусковые кнопки последовательно соединенные между 61,и 62 первой рабочей позиции (прис- собой замыкающий контакт 80, блок 59 тавного стола 4) и 63 и 64 второй с выдержкой времени на замыкашш и рабочей позиции (приставного стола 5), 25-замыкающий контакт 81; реле 70, переключающий 45 и технологический 47 параллельно которым подключен собст- контакты большого просвета для первой венньш самоблокирующий контакт 82. рабочей позиции (большая оснастка), В цепь его питания введены последова- переключающий 46 и технологический тельно соединенные размыкающие контак- 48 контакты, а также подвижный зазем- ЗО ты 83 промежуточного реле 69 и размь1-.ч
5
собой замыкающие контакты 76 и 77,
реле 65 и 66; в цепь питания реле 67
включены последовательно соединенные между собой размыкающий контакт 72 мгновенного действия переключающего реле 71 и размыкающий контакт 78 реле 68, а в цепь питания реле 68 включены последовательно соединенные между собой замыкающий контакт 73 с выдержкой времени на замыкание переключающего репе 71 и размыкающий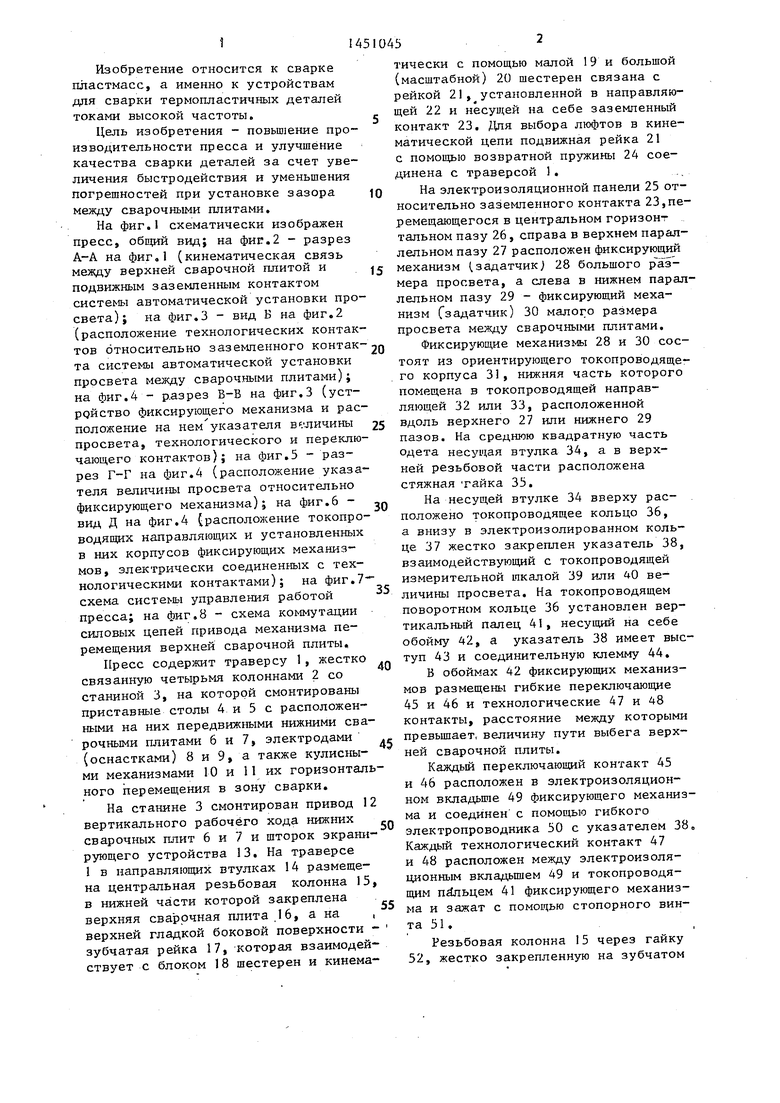
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1980 |
|
SU839188A1 |
| Пресс для высокочастотной сварки деталей из термопластичного материала | 1983 |
|
SU1204396A1 |
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1983 |
|
SU1111865A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |
| Устройство для регулирования процесса высокочастотной сварки | 1986 |
|
SU1437241A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| Электрогидравлический пресс для тиснения и перфорации деталей | 1978 |
|
SU745490A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙИЗ ИСКУССТВЕННОЙ КОЖИ И НАТУРАЛЬНЫХ МАТЕРИАЛОВС ТЕРМОПЛАСТИЧЕСКОЙ ПРОСЛОЙКОЙ | 1971 |
|
SU424728A1 |

Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки термопластичных деталей токами высокой частоты. Цель повышение производительности пресса и улучшение качества сварки деталей за счет увеличения быстродействия и уменьшения погрешностей при установке зазора между сварочными плитами. Дпя этого блок автоматического выбора величины просвета между сварочными плитами снабжен реле управления большой и малой скоростями, переключающим реле и гибкими переключающими контактами, установленными на фиксирующих механизмах посредством электроизоляционных вкладышей с возможностью взаимодействия с заземленным и технологически-а ми контактами. Заземленный и переключающие контакты включены н цепь питаг . ния переключающего реле, выполненного в виде элемента временной задержки. Размыкающий контакт мгновенного действия переключающего р1еле введен в цепь питания реле упраншення большой скоростью. Замыкаюшлй контакт с выдержкой времени на замыкание переключающего реле введен в цепь питания реле управлегшя малой скоростью. Кроме того, рейка выполнена подпружиненной. 1 з.п. ф-лы, В ил. с (Л
ленный контакт 23.
Блок 60 включает в себя реле 65 Вверх и реле 66 Вниз реверсивно- то управления приводом 55 вертикального перемеп1ения верхней сварочной плиты, реле 67 управления большой и реле 68 управления малой скоростями промежуточные реле ограничения хода 69 вверх и 70 вниз, а также переключающее реле 71, выполненное в виде элемента временной задержки, содержащего размыкающий контакт 72 мгновенного действия и замыкающий контакт 73 с выдержкой времени на замыкание. При этом выдержка времени на замыкание контакта равна выдержке времени на инерционный выбег и гашение скорости перемещения верхней сварочной плиты до уровня малой.
Катушка переключающего реле 71 подключена к источнику 58 низковольтного питания через токопроводящие измерительные шкалы 39 и 40, указатели 38 фиксирующих механизмов, гибкие электропроводники 50, переключающие контакты 45 и 46, заземленный контакт 23, к которому также через переключающий контакт 45 и технологический контакт 47 подключены катушка промежуточ
ЗЬ
каюищй контакт 84 реле 66.
В пусковую цепь реле 66 включены последовательно соединенные между собой замыкающий контакт 80 блока 59 с выдержкой времеш на замыкание и замыкающий контакт 85 промежуточного реле 69, параллельно которым подключен собственный самоблокирующий контакт 86, В цепь его питания введены Q последовательно соединенные между собой размыкающий контакт 87 промежуточного реле 70 и размыкающий контакт 88 реле 65.
Блок 59 управления горизонтальным и вертикальным перемещениями нижних сварочных плит 6 и 7 подключается к источнику 58 питания на рабочей позиции 1 через последователь- но соединенные замыкающие контакты соответствующих пусковых кнопок 61 и 62 и замыкаюпдай контакт 89 промежуточного реле 69 ограничения большого просвета, а на рабочей позиции 2 - через последовательно соединенные между собой замыкающие контакты пусковых кнопок 63 и 64 и замыкающий контакт 90 промежуточного реле 70 ограничения малого просвета, параллельно которым подключен самоблокирую-, щий контакт 91.
Пресс содержит также трехфазный ИСТОЧ1ШК 92 питания и электромагнит 93, а реле 66 - замыкающие контакты 94.
Пресс работает следующим образам. Перед началом работы в наладочном режиме (не показано) проверяется исправность всех исполнительных механизмов и производится настройка технологических контактов на определенную высоту просвета, т.е, оператор с помощью гаек 35 разжимает сначала верхний фиксирующий механизм 28 и перемещает его корпус 31 вдоль направляющей 33 до тек пер. пока указатель 38 не совпадает с показаниями величины просвета на измерительной шкапе 39, соответствующей величине большой высоты электрода (оснастки) 8, установленного на нижней сварочной плите 6 приставочного стола 4 рабочей позиции 1. Затем аналогично устанавливается нижний фиксирующий механизм 30 напротив показ агай величины просвета на измерительной шкале 40, соответствующей величине малой высоты электрода (оснастки) 9, установленного на нижней сварочной плите 7 приставного стола 5 рабочей позиции 2, После этого с помощью гаек 35 плотно прижимают корпуса 31 к соответству1ощим токопроводящим направляющим 32 и 33, а указатели 38 - к соответствующим токопроводящий измерительным шкапам . 39 и 40, обеспечивая надежный токо- провод к переключающим 45 и 46 и технологическим 48 и 47 контактам.
Также осуществляется подъем верхней сварочной плиты 16 до тех пор, пока заземпенный контакт 23 не встуи замыкающим контактом 85 подготавливает блок 60 к автоматической перестройке на меньшую величину просвета для изготовления изделий на рабочей
позиции 2 .
После этого оператор переводит схему системы управления в полуавтоматический режим и заправляет на электрод 10 8 изделие 95. Затем двумя руками одновременно оператор нажимает на пусковые кнопки 61 и 62, которые своими контактами дают команду на включение аппаратов блока 59. Соответствующие 15 аппараты блока 59 контактом 91 дают команду на самоблокировку пусковой цепочки, а другими контактами (не показаны) - на включение привода, например, электромагнитного гидрорас- 20 пределнтеля (не показан) кулисного механизма 10, который взаимодействует с нижней сварочной плитой 6 и перемещает ее и электрод 8 с изделием 95 в зону сварки до совмещения с верхней 25 сварочной плитой 16.
После этого автоматически выключается привод 12, например, электромагнитный гидрораспределитель гидроцилиндра, который транспортирует нижнюю 30 сварочн то плиту 6, электрод 8 и изделие 95 до упора с верхней сварочной плитой 16, При. достижении заданного давления происходит включение высокочастотного генератора (не показан). Так как детали изделия 95 выполнены из термопластичного материала, а
последние имеют свойство размягчаться в электрическом поле высокой частоты, то они вследствие наличия высокого 40 давления в течение определенного времени свариваются. Пока происходит сварка изделия 95, оператор рабочей позиции 2 осуществляет заправку изделия 96 на электрод 9 нижней сварочIILI Cl -Э сю tii W -I v. Ai .
пает во взаимодействие с переключаю-и 45 ,,,, зыдержки времени
щим 45 и технологическим 47 контакта , v .
ми, в результате чего включается переключающее реле 71 и промежуточное реле 69 ограничения хода вверх, а также загорается лампа 74, сигна- 50 лизирующая об установке величины просвета, необходимой для изготовления
It 9
изделий на рабочей позиции 1, так как промежуточное реле 69 своим раз о о
на сварку автоматически дается команда на отключение высокочастотного генератора и включение элемента временной задержки (не показан) на охлаждение и фиксацию сварочных швов который после истечения отведенного регламента времени дает команду на возврат нижней сварочной плиты 6,
как промежуточное реле 69 своим раз g „ готового изделия в мыкающим контактом 83 разрывает цепь 55 og положение на рабочую по
реле 65 управлешя перемещением вверх, замык ающим контактом 89 подготавливает схему системы управления к запуску пресса с рабочей позиции 1
исходное положение на рабочую позицию 1, а также контактом 80 дает ко манду на включение реле 66 управления перемещением верхней сварочной
51045
,
и замыкающим контактом 85 подготавливает блок 60 к автоматической перестройке на меньшую величину просвета для изготовления изделий на рабочей
позиции 2 .
После этого оператор переводит схему системы управления в полуавтоматический режим и заправляет на электрод 10 8 изделие 95. Затем двумя руками одновременно оператор нажимает на пусковые кнопки 61 и 62, которые своими контактами дают команду на включение аппаратов блока 59. Соответствующие 15 аппараты блока 59 контактом 91 дают команду на самоблокировку пусковой цепочки, а другими контактами (не показаны) - на включение привода, например, электромагнитного гидрорас- 20 пределнтеля (не показан) кулисного механизма 10, который взаимодействует с нижней сварочной плитой 6 и перемещает ее и электрод 8 с изделием 95 в зону сварки до совмещения с верхней 25 сварочной плитой 16.
После этого автоматически выключается привод 12, например, электромагнитный гидрораспределитель гидроцилиндра, который транспортирует нижнюю 30 сварочн то плиту 6, электрод 8 и изделие 95 до упора с верхней сварочной плитой 16, При. достижении заданного давления происходит включение высокочастотного генератора (не показан). Так как детали изделия 95 выполнены из термопластичного материала, а
последние имеют свойство размягчаться в электрическом поле высокой частоты, то они вследствие наличия высокого 40 давления в течение определенного времени свариваются. Пока происходит сварка изделия 95, оператор рабочей позиции 2 осуществляет заправку изделия 96 на электрод 9 нижней свароч :,,,, зыдержки времени
, v .
на сварку автоматически дается команда на отключение высокочастотного генератора и включение элемента временной задержки (не показан) на охлаждение и фиксацию сварочных швов который после истечения отведенного регламента времени дает команду на возврат нижней сварочной плиты 6,
g „ готового изделия в og положение на рабочую по
g „ готового изделия в og положение на рабочую по
исходное положение на рабочую позицию 1, а также контактом 80 дает команду на включение реле 66 управления перемещением верхней сварочной
плиты 16 вниз. Реле 66 своим размы- каюпщм контактом 84 разрывает цепь питания реле 65 противоположного действия, предотвращая возможность его включения, замыкающим контактом 86 самоблокирует пусковую цепь, а замыкающим контактом 77 включает реле 68 управления малой скоростью.
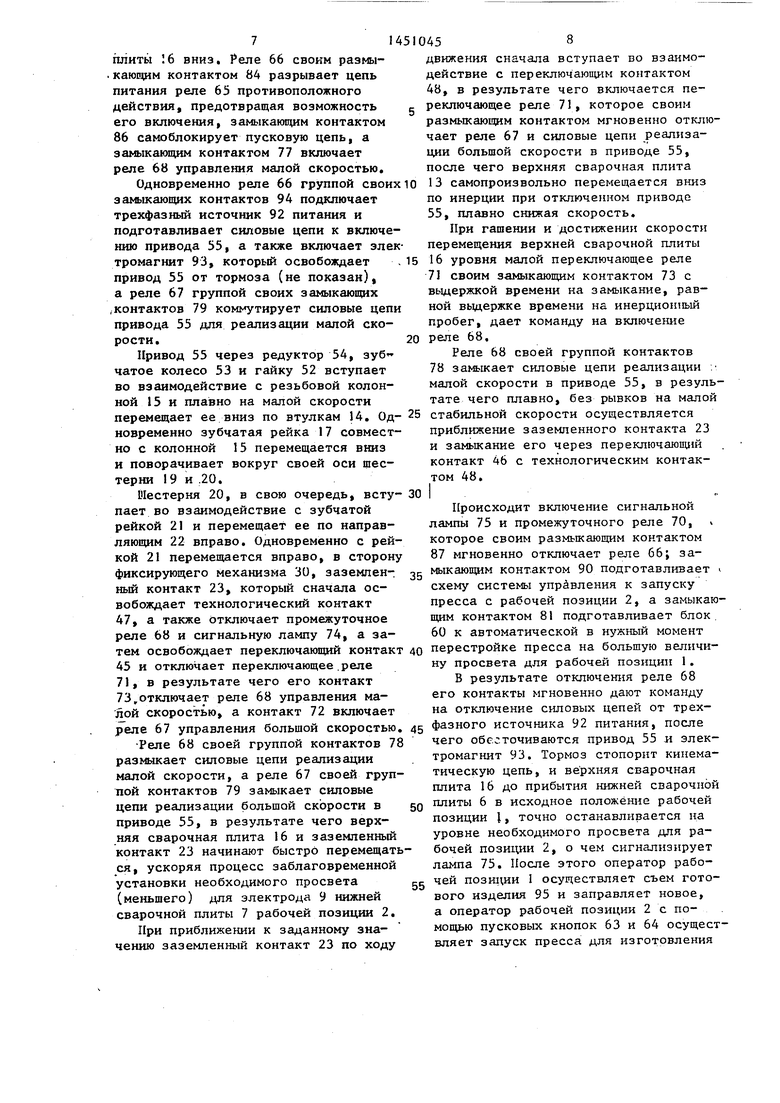
Одновременно реле 66 группой своих 10 13 самопроизвольно перемещается вниз замыкающих контактов 94 подключает по инерции при отключенном приводе трехфазный источиик 92 питания и 55, плавно снижая скорость. подготавливает силовые цепи к включению привода 55, а также включает электромагнит 93, который освобождает привод 55 от тормоза (не показан), а реле 67 группой своих замыкающих .контактов 79 коммутирует силовые цепи привода 55 для реализации малой ско20
При гашении и достижении скорости перемещения верхней сварочной плиты 15 16 уровня малой переключающее реле 71 своим замыкающим контактом 73 с выдержкой времени на замыкание, равной выдержке времени на инерционный пробег, дает команду на включение реле 68.
Реле 68 своей группой контактов 78 замьжает силовые цепи реализации малой скорости в приводе 55, в резуль тате чего плавно, без рывков на малой
рости.
Привод 55 через редуктор 54, зуб чатое колесо 53 и гайку 52 вступает во взаимодействие с резьбовой колонной 15 и плавно на малой скорости перемещает ее вниз по втулкам 14, Од- 25 стабильной скорости осуществляется новременно зубчатая рейка 17 совмест- приближение заземленного контакта 23
но с колонной 15 перемещается вниз и поворачивает вокруг своей оси щес- терни 19 и .20,
Шестерня 20, в свою очередь, всту- 30 пает во взаимодействие с зубчатой рейкой 21 и перемещает ее по направляющим 22 вправо, Одиовременио с рейкой 21 перемещается вправо, в сторону фиксирующего механизма 30, заземпен-; 35 ный контакт 23, который сначала освобождает технологический контакт 47, а также отключает промежуточное реле 68 и сигнальную лампу 74, а заи замьжание его через переключающий контакт 46 с технологическим контактом 48,
Происходит включение сигнальной лампы 75 и промежуточного реле 70, которое своим размыкающим контактом 87 мгновенно отключает реле 66; замыкающим контактом 90 подготавливает схему системы управления к запуску пресса с рабочей позиции 2, а замыкаю- пщм контактом 81 подготавливает блок. 60 к автоматической в нужный момент
тем освобождает переключающий контакт 40 перестройке пресса на большую величину просвета для рабочей позиции 1. В результате отключения реле 68 его контакты мгновенно дают команду на отключение силовых цепей от трех45 и отключает переключающее.реле 71, в результате чего его контакт 73,отключает реле 68 управления малой скоростью, а контакт 72 включает
ну просвета для рабочей позиции 1. В результате отключения реле 68 его контакты мгновенно дают команду на отключение силовых цепей от трехреле 67 управления большой скоростью, 45 Фазного источника 92 питания, после -Реле 68 своей группой контактов 78 чего обесточиваются привод 55 и злектромагнит 93. Тормоз стопорит кинемаразмыкает силовые цепи реализации малой скорости, а реле 67 своей группой контактов 79 замыкает силовые цепи реализации большой скорости в 50 приводе 55, в результате чего верхняя сварочная плита 16 и заземленный контакт 23 начинают быстро перемещаться, ускоряя процесс заблаговременной установки необходимого просвета gg (меньшего) для электрода 9 нижней сварочной плиты 7 рабочей позиции 2,
При приближении к заданному значению заземленный контакт 23 по ходу
тическую цепь, и верхняя сварочная плита 16 до прибытия нижней сварочной плиты 6 в исходное положение рабочей позиции , точно останавливается на уровне необходимого просвета для рабочей позиции 2, о чем сигнализирует лампа 75, После этого оператор рабочей позиции 1 осуществляет съем готового изделия 95 и заправляет новое, а оператор рабочей позиции 2 с помощью пусковых кнопок 63 и 64 осуществляет запуск пресса для изготовления
14510458
движения сначала вступает БО взаимодействие с переключающим контактом 48, в результате чего включается переключающее реле 71, которое своим размыкающим контактом мгновенно отключает реле 67 и силовые цепи реализации большой скорости в приводе 55, после чего верхняя сварочная плита
13 самопроизвольно перемещается вниз по инерции при отключенном приводе 55, плавно снижая скорость.
При гашении и достижении скорости перемещения верхней сварочной плиты 16 уровня малой переключающее реле 71 своим замыкающим контактом 73 с выдержкой времени на замыкание, равной выдержке времени на инерционный пробег, дает команду на включение реле 68.
Реле 68 своей группой контактов 78 замьжает силовые цепи реализации ; малой скорости в приводе 55, в результате чего плавно, без рывков на малой
стабильной скорости осуществляется приближение заземленного контакта 23
и замьжание его через переключающий контакт 46 с технологическим контактом 48,
Происходит включение сигнальной лампы 75 и промежуточного реле 70, которое своим размыкающим контактом 87 мгновенно отключает реле 66; замыкающим контактом 90 подготавливает схему системы управления к запуску пресса с рабочей позиции 2, а замыкаю- пщм контактом 81 подготавливает блок. 60 к автоматической в нужный момент
перестройке пресса на большую величину просвета для рабочей позиции 1. В результате отключения реле 68 его контакты мгновенно дают команду на отключение силовых цепей от трехтическую цепь, и верхняя сварочная плита 16 до прибытия нижней сварочной плиты 6 в исходное положение рабочей позиции , точно останавливается на уровне необходимого просвета для рабочей позиции 2, о чем сигнализирует лампа 75, После этого оператор рабочей позиции 1 осуществляет съем готового изделия 95 и заправляет новое, а оператор рабочей позиции 2 с помощью пусковых кнопок 63 и 64 осуществляет запуск пресса для изготовления
изделия 96, в результате чего все повторяется аналогично, за исключением того, что после завершения выдержки времени на охлаждение включается реле 65 управления перемещением резьбовой колошш 15 вверх, т.е. происходит реверсивное включение привода 55, после чего верхняя сварочная
ограничения хода вверх и вниз, катушки которых злектрически соединены с технологическими контактами ограйиче- ния величины просвета, расположенны- UH на фиксирующих механизмах по обе стороны от заземленного контакта, расположенного на рейке и кинематичес ки связанного с подвижной верхней
вода 55. после чего верхняя через зубчато-реечную переда- плита 16 перемещается вверх, а зазем Ю , , Л Л ю .ш и и с я тем.
леиный контакт 23 - влево до взаимодействия с переключшопщм 45 и технологическим 47 контактами, автомати- чески обеспечивая при зтом плавный пуск, ускоренную доставку и плавный останов верхней сварочной плиты 16 точно в заданном положении.
чу, отличаю.щийся тем, что, с целью повьшения производитель ности пресса и улучщения качества сварки деталей за счет увеличения бы
стродействия и уменьшения погрешностей при устанозвке зазора между сва- рочными плитами, блок автоматического выбора величины просвета между сварочными плитами снабжен реле упра
Формула
и
зобре тения
иая
145104510
ограничения хода вверх и вниз, катушки которых злектрически соединены с технологическими контактами ограйиче- ния величины просвета, расположенны- UH на фиксирующих механизмах по обе стороны от заземленного контакта, расположенного на рейке и кинематически связанного с подвижной верхней
через зубчато-реечную переда- м Ю , , Л Л ю .ш и и с я тем.
через зубчато-реечную переда- , , Л Л ю .ш и и с я тем.
чу, отличаю.щийся тем, что, с целью повьшения производительности пресса и улучщения качества сварки деталей за счет увеличения бы стродействия и уменьшения погрешностей при устанозвке зазора между сва- i рочными плитами, блок автоматического выбора величины просвета между сварочными плитами снабжен реле управ0 ления большой и малой скоростями, пе--: реключающим реле и гибкими переклю- чающими контактами, установленными на фиксирующих механизмах посредством электроизоляционных вкладышей с воз25 можностью взаимодействия с заземленными и технологическими контактами, причем заземленный и переключающие контакты включены в цепь питания пе- реключаю0;его реле, вьшолненного в 2Q виде элемента временной задержки, размыкающий контакт мгновенного действия которого введен в цепь питания реле управления большой скоростью, а замыкающий контакт с выдержкой, времени на замыкание введен в цепь пита35
ния реле управления малой скоростью.
Фие.2
6a96
Г
fe-ti:
Фиё.З
Г
В-В
:
фиеА
31
37
Фиг. 5
CfJtjS.6
ф4/г.7
IY-X 5fY
i/e.5
| Пресс для высокочастотной сварки деталей из термопластичных материалов | 1980 |
|
SU839188A1 |
| Солесос | 1922 |
|
SU29A1 |
| Воздушно-дуговой резак | 1984 |
|
SU1209396A1 |
| Солесос | 1922 |
|
SU29A1 |
