Изобретение относится к лакокрасочной пpo ttзIuшeннocти и может быть использовано в фурнитурной прог/алпленности для окраски и сушки изделий.
Известно устройство для покрытия распылением мелких изделий, содержащее вращающийся барабан для размещения окрашивае1иых изделий, пневмораспылитель и сушилку для подачи потока горячего воздуха. Вращаю1цийся . барабан окружен кожухом, имеется система вентиляции .
Недостатками данного устройства являются низкая производительность и невысокое качество покрытий, так как технологические циклы их длительность и последовательность задаются вручную.
Наиболее близкой к предлагаемой является установка для окраски и сушки изделий, содержащая станину с установленной на ней поворотной в вертикальной плоскости рамой, на которой расположены барабан в обогреваемом кожухе и привод его вращения, пневматический краскораспылитель с пяевмомагистралью, закрепленный на поворотном кронштейне, датчик рабочего положения, систему вытяжной вентиляции, блок автоматического регулирования температуры, блок управления приводом барабана, блок управления подачей воздуха в краскораспылитель, блоки управления длительностью циклов окраски и сушки, импульсную систему прерывания циклов окраски и сушки и блоки запуска и останова полного технологического цик10ла 1:2 .
К недостаткш известной установки относятся низкая производительность и Невысокое качество покрытий, что объясняется трудностью подбора опти15Мсшьного режима окраски изДелий, так как длительность и последовательность технологических циклов задается вручную.
Цель изобретения - повьиаение про20изводительности установки для окраски и сушки изделий и улучшение качества покрытий.
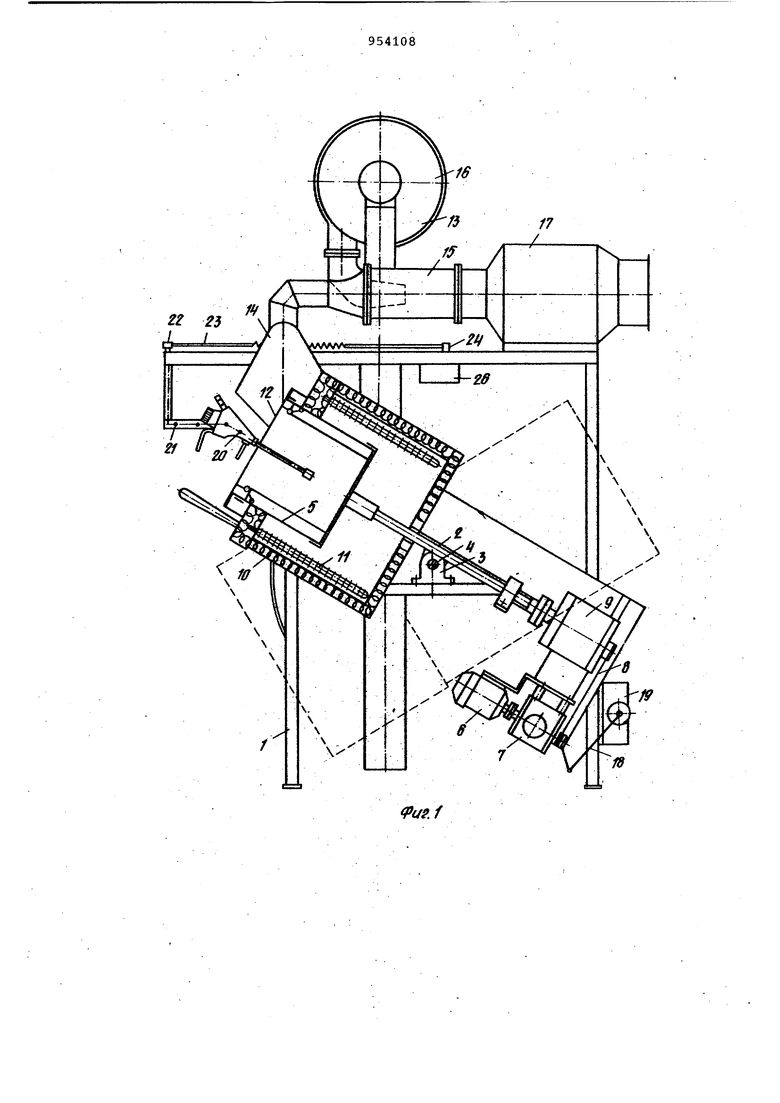
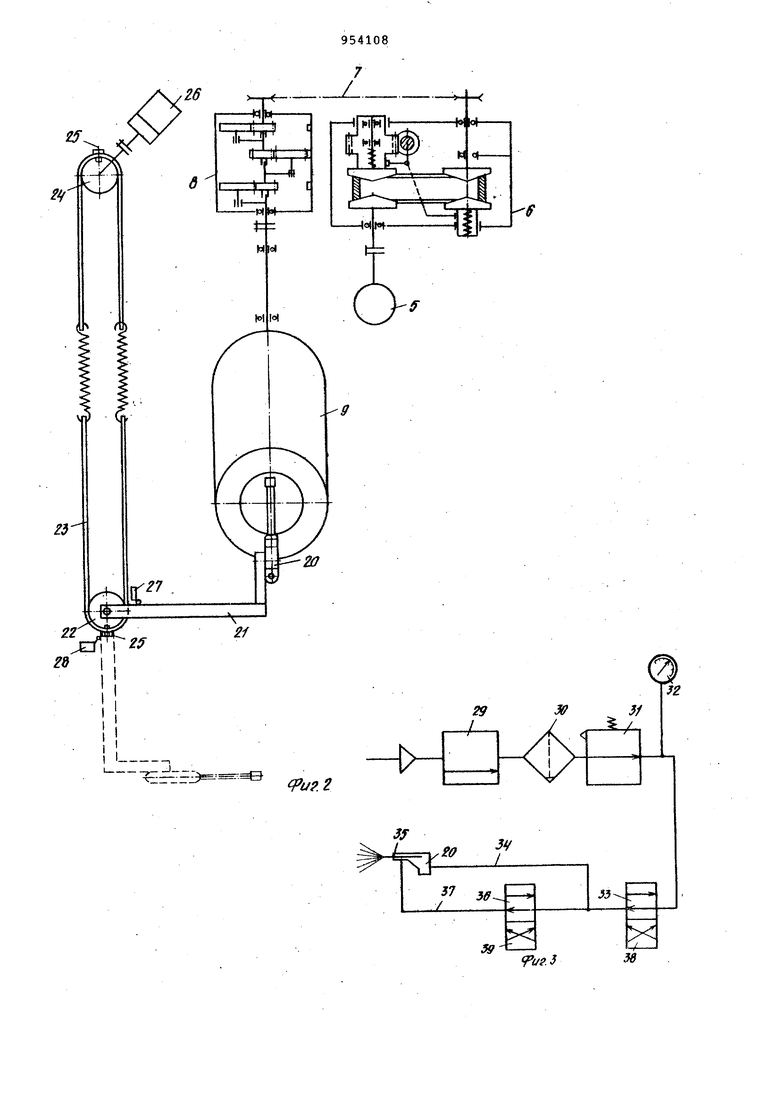
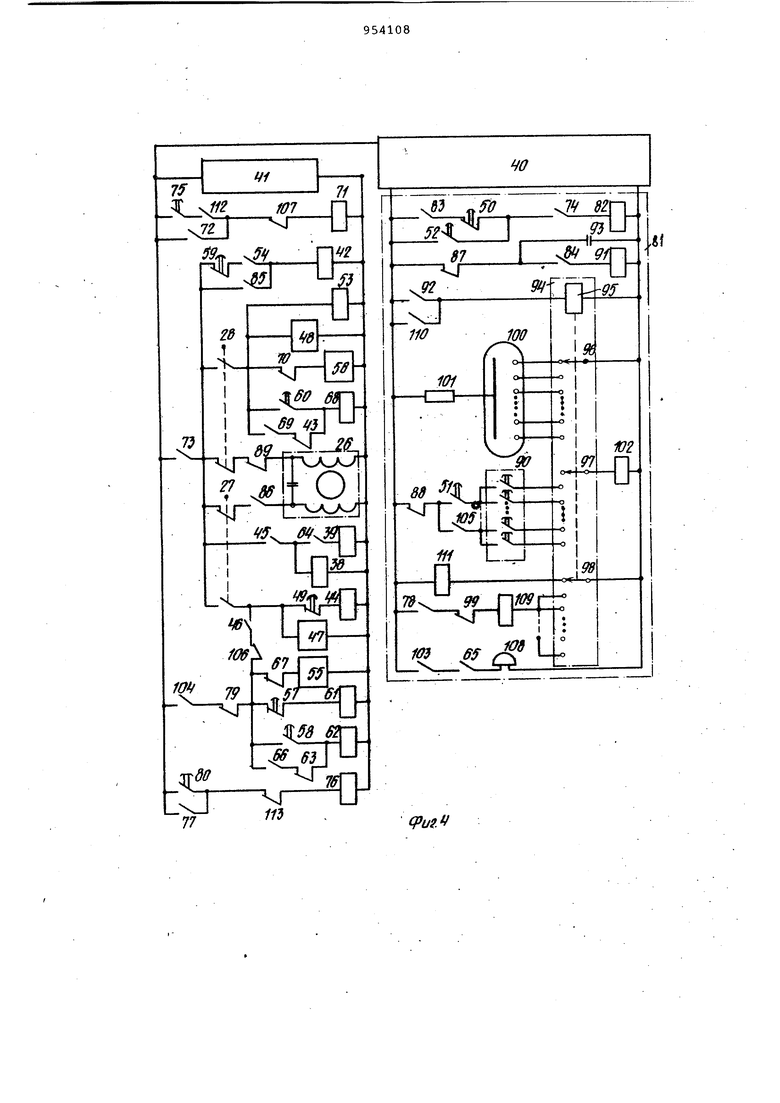
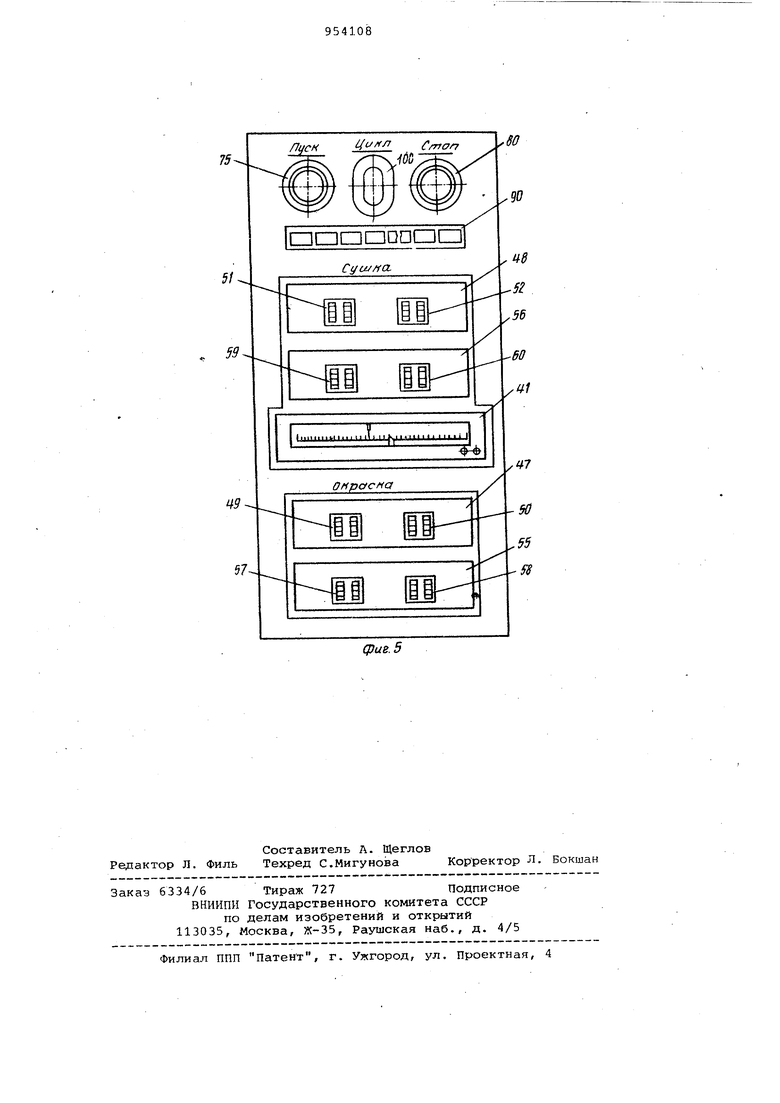
Поставленная цель достигается тем, что устано.вка для окраски и сушки изделий, содержащая станину с установленной на ней рамой, поворотной в вертикальной плоскости, на которой расположены барабан в обогреваемом кожухе и привод его вращения, пневмати30ческий краскораспылитель с пневмомагистралью, закрепленный на поворотном кронштейне, датчик рабочего поло жения, систему вытяжной вентиляции, блок автоматического регулирования температуры, блок управления привод барабана, блок управления подачей воздуха в краскораспылитель, блоки управления длительностью циклов окр ки и сушки, блоки запуска и ос,танов полного технологического цикла, импульсную систему прерывания цикло окраски и сушки, снабжена приводом поворотного кронштейна с цепями управления его перемещением в исход ное и рабочее положения, датчиком исходного положения поворотного кронштейна и блоком автоматического програмьшого управления технологическими циклами- ; включающим задатчи количества технологических циклов, чик, счетчик и регистратор количест ва реализованных технологических циклов, исполнительное реле, звуков сигнализатор окончания программы, реле возврата счетчика в исходное положение и командоаппарат привода поворотного кронштейна с пусковой и самоблокирующей цепью, при этом цепь управления перемещением поворо ного кронштейна в рабочее положение включает последовательно соединенны замыкающий контакт командоаппарата и разглыкающий крнтакт датчика рабочего положения, а цепь управления перемещением поворотного кронштейна в исходное положение включает после довательно соединенные размыкающие контакты командоаппарата и датчика исходного положения, причем в пусковую цепь командоаппарата введен за ыкаюьр й блока управления длительностью цикла сушки, а в само блокирующую цепь - размыкающий контакт блока управления длительностью цикла oKpacjKH, а в цепь питания блока управления длительностью цикла сушки - замыкающий контакт датчи ка исходного положения и в цепь пит ния блока управления длительностью цикла окраски - замыкающий контакт датчика рабочего положения, кроме того, размыкающий контакт исполнительного реле введен в цепь питания блока запуска технологических цикло а его замыкающий контакт - в цепь питания звукового сигнализатора. Кроме того, установкч1 снабжена воздухопроводом непрёрьшной продувки сопла кра-скораспылителя и воздухораспределителем , установленHfcjM в пневмомагистрали, при этом воздухораспределитель связан с блоком управления подачей воздуха в (Краскораспылитель. При этом импульсная система прерывания циклов окраски и сушки выполнена в виде импульсных прерывателей, каждый из которых подсоединен параллельно соответствующему блоку управления длительностью циклов окраски и сушки. Блоки управлен 1я длительностью циклов окраски и сушки выполнены в виде программных реле времени, , каждое из которых снабжено несколькими- независимыми друг от друга пepeключaтeля Ш фиксированных выдержек времени и все переключатели имеют индивидуальные пары контактов, а датчик количества реализованных технологических циклов выполнен в виде импульсного реле, у которого в зарядную цепь конденсатора введен размыкающий контакт командоаппарата, а его замыкающий контакт введен в разрядную цепь конденсатора, при этом замыкающий контакт импульсного реле подключен на вход счетчика, а выход счетчика и выход задатчика подключены к исполнительному реле, контакт которого самоблокирован и на входе задатчика соединен параллельно с замыкающим контактом блока управления длительностью цикла сушки, причем в пускоэуюцепь блока запуска технологических циклов введен замыкающий контакт реле возврата счетчика в исходное положение, а его размыкающий контакт введён в пусковую цепь блока останова технологических циклов за1 й:зкаюсщй контакт которого введен в цепь питания реле возврата счетчика в исходное положение. На фиг. 1 изображена установка для окраски и сущки изделий; на фиг. 2 - кинематическая схема привода барабана и прибода поворотного кронштейна; на фиг. 3 - пневматическая схема «(краскораспылителя; на фиг, 4 - электрическая схема установки; на фиг. 5 - лицевая панель пульта с программной аппаратурой и контрольно.-измерительными приборами. Установка для окраски и сушки издели содержит станину 1, на которой смонтирована поворотная в вертикальной плоскости рс1ма 2, установленная в кронштейнах 3 fa оси 4. На поворотной раме 2 расположен барабан 5 с приводом, который состоит из электродвигателя 6, конического вариатора 7, ременной передачи 8, трехступенчатого планетарного редуктора 9, выходной вал которого связан с осью барабана 5. Барабан 5 ограткден кожухом 10, внутри которого вокруг барабана 5 расположены электронагреватели 11. Ддя уменьшения теплопотерь барабан 5 закрывается крышкой 12. Над барабаном 5 на раме 2 расположена система 13 эжекторного отсоса, состоящая из зонта 14, эжектора 15, вентилятора 16 и каплеуловителя 17. Для предотвращения резкого опускания рамы 2 она посредством рычага 18 связана с гидравлическим амортизатором 19. Пневматический краскораспылитель 20 укреплен на поворотном кронштейне 21, который жестко связан со шки вом 22. Шкив 22 посредством тяги 23 связан со шкивом 24. Тяга 23 закреплена винтами 25 на шкивах 22 и 24. Шкив 24 -жестко связан с валом п вода 26. Поворотный кронштейн 21 имеет датчик.27 рабочего положения и датчик 28 исходного положения (на фиг. 2 исходное положение показано пунктиром). Система подачи воздуха в краскораспылитель, 20 состоит из крана 29, фильтра-влагоотделителя 30, регулятора 31 давления с манометром 32, воздухораспределителя 33 с пневмомагистралью 34 непрерывной продувки сопла 35 краскораспылителя 20, воздухораспределителя 36 с пневмомагистргшью 37 пульсирующей подачи краски, причем воздухораспределители 33 и 36 имеют управляемые исполнительные электромагниты 38 и 39. Электрическая схема управления работой установки включает в себя силовой блок 40 электропитания, блок 41 автоматического регулирования температуры барабана. 5 путем включения и отключения электронагре вателей 11, блок 42 управления элек тродвигателем 6 с контактом 43, блок 44 управления подачей воздуха в краскораспылитель 20 с двумя заг-влкакидами контактами 45 и 46, блок 47 управления длительность цикла окраски, блок 48 управления длительностью цикла сушки, причем блоки 47 и 48 выполнены в Виде пррг ргичмиых реле времени с двумя незави скмыми друг от друга переключателям 49, 50 и 51, 52 соответственно, при этом блок 4 8 имеет также промежуточное реле 53 с заккжакхоим контактом 54. Импульсные прерыватели 55 и 56 также выполнены в виде програ фшых реле времени с двумя независимыми друг от друга переключателями 57, 58 и 59, 60 соответственно при этом блок 55 имеет два промежуточных реле 61 и 62, причем реле 61 имеет размыкающий контакт 63 и замыкаюйшй контакт 64, а реле 62 два закыкающих контакта 65 и 66 и раз1«лкаю1ций контакт 67, блок 56 имеет промежуточное реле 68 с замыкающим контактом 69 и размыкакх им контактом 70, блок 71 запуска технологических циклов с тремя замыкающими контактагли 72-74 и пусковой кнопкой 75, блок 76 останова технологических циклов с двумя закыкаюс|ими контактами 77 и 78, разкыкающим контактом 79 и кнопкой ВО останова; & также блок 81 автоматического программного управления технологическими циклами, состояшяй из командоаппарата 82 с четырьмя замыкающими контактами 83-86 и тремя paз кaющими контаклами 37-89, задатчика 90 необходимого количества технологических циклов, выполненного в виде клавишного переключателя с зависимой фиксацией клавиш, датчика 91 количества реализованных циклов с замыка1ощим контактом 92, выполненного в виде импульсного реле, у которого в зарядную цепь конденсатора 93 введен раз икающий контакт 87, а в разрядную цепь-контакт 84 командоаппа рата 82, счетчика 94 количества реализованных технологических циклов, который представляет собой шаговый искатель с электромагнитным приводом .95, тремя переключателями 96-98 и размыкаюс-щм контактом 99, регистратора 100 количества реализованных технологических циклов с ограничительным резистором 101, исполнительного реле 102 с тремя замыкаю1цими контактами 103--105 и двумя paзмыкa эщими контактами 106 и 107j звукового сигнализатора 108, реле 109 возврата счетчика Б исходное положение с замыкающим контактом 110 и реле 111 нулевого положения счетчика с замыкающим 112 и paз oJKaющим 113 контактом. На лицевую панель пульта вынесены все программные аппараты и контрольно-измерительные приборы: пусковая кнопка 79, кнопка 80 останова, регистратор 100 количества реализованных технологических циклов, задатчик 90 необходимого количества технологических циклов, переключатели 49,. 50 и 51, 52 блоков управления длительностью циклов окраски 47 и сушки 48, переключатели 57, 58 и 59, 60 импульсных прерывателей 55 и 56, а также индикатор блока 41 автоматического регулирования температуры. Установка работает следующим образом. В предварительно разогретый барабан 5 загружают определенное количество сбрабатываекых изделий. При этом все исполнительные механизкы установки находятся в исходном положении: замкнут контакт 112 и разомкнут контакт 113 реле 111 нулевого положения счетчика, замкнут заыкающий и разомкнут размыкающий контакты датчика 28 исходного положения, на регистраторе 100 высвечивается цифра О, так как контакты переключателей 96-98 счетчика 94 Нс1ходятся в исходном положении. огласно технологической карте окаски обрабатываемых изделий задают рограмму работы установки: на заатчике 90 нажимают клавишу, соотетствующую количеству необходимых ехнологических циклов окраски и су.шкк, на блоке 48 при помощи програ много переключателя 51 устанавливают необходимую длительность цикла сушки, а программным переключателем 52 длительность паузы, после которой на привод 26 должен последовать импульс перемещения поворотного крон штейна 21 в рабочее положение; на Прерывателе 56 njporpajSMHHM переключателем 59 устанавливают длительност импульса включения электродвигателя б, а nporpaivJMHbiM переключателем 60 - период повторяющихся циклов работы прерывателя 56 (период равен длительности вклвчения электродвигателя 6 плюс naySa между включениями на блоке 47 программным переключателем 49 устанавливают длительность цикла окраски, а ,программным переключателем 50 - необходидтую длительность паузы f после которой на привод 26 должен последовать импульс перемещения поворотного кронштейна 21 в исходное положение; на прерывателе 55 программньид переключателем 57 уст навливают время подачи краски в крас кораспылитель 20, а программным пере ключателем 5-8 - период повторяющихся циклов работы прерывателя 55 (период равен длительности подачи краски« в краскораспылитель 20 плюс пауза межд включениями/. После этого нажимают пускову10 кнопку 75, что приводит к замыканию цепи питания блока 71, который своим контактом 72 самоблокируется, а контактом 73 включает блок 48 управления длительностью циклов сушки промежуточное реле 53 и прерыватель 56, а контактом 74 подготавливает цепь включения командоаппарата 82 Промежуточное реле 53 своим контактом 54 включает блок 42 управления электродвигателем б, одновременно блок 48 начинает отсчет длительности цикла cytiiKH, а прерыватель 56 - отсчет длительности включения электродвигателя 6. Кратковременное вращение барабана 5 обеспечивает периодическое встряхивание и перемещение изделий, что исключает ихслипание, После остановим барабана 5 изделия обогреваются и сушггтся в статическом состоянии, после чего включается промежуточное реле 68 (срабатывает программный переключатель 60), самоблокируется контактом 69, а контактом 70 отключает цепь питания прерывателя 56, что приводит к вклю чению блока 42, который своим контактом 43 отключает реле 68, замыка щими контактами включает электродви гатель б (на фиг, 4 не показаны). Таким образом, в течейие цикла сушки осуществляется периодическое кратковременное встряхивание рбрабатываемЕлх изделий в барабане 5, что обеспечивает равномерность их разогрева. После истечения заданного времени сушки блок 48 своим концом 51 замыкает цепь питания исполнительного реле.102, однако это не приводит к его срабатыванию, так как в исходном положении счетчика 94 переключатель 97 разомкнут. Затем блок 48 своим контактом 52 включает ком ндоаппарат 82, который контактом 88 разь1ыкает цепь питания исполнительного реле 102, а контактом 83 самоблокируется, кроме того контактом 89 отключает цепь управления перемещением поворотного кронштейна 21 в исходное положение, контактом 86 включает цепь управления перемещением поворотного кронштейна 21 в рабочее положение, а также контактом 85 включает электродвигатель 6 ка непрерывное вращение барабана 5, контактом 87 включает разрядную цепь конденсатора 93 и контактом 84 замыкает разрядную цепь конденсатора 93 на датчик 91. Датчик 91 количества реализованных технологических циклов подает на вход счетчика 94 команду на кратковременное включение его электромагнитного привода 95, в -результате чего переключатели 96-98 перемещаются на шаг, что приводит к высвечиванию на регистраторе 100 цифры 1 (осуществляется первый технологический цикл). Перемещаясь в рабочее положение, поворотный кронште11н 21 освобождает датчик 28 исходного положения, в результате чего его замыкающий контакт размыкается, а размыкающий замыкается, подготавливая цепь управления перемещением поворотного кронштейна 21 в исходное положение, одновременно отключаются блок 48, прерыватель 56 и промежуточные реле 53 и 68. Как только краскораспылитель 20 входит в барабан 5 через проем крышки 12, поворотный кронштейн 21 воздействует на датчик 27 рабочего положения, который своим размыкающим контактом отключает привод 26, в замыкающим контактом включает блоки 44 и 47. Блок 44 своим контактом 45 включает исполнительный электромагнит 38 воздухораспределителя 33, а контактом 46 - прерыватель 55 и промежуточное реле 61, которое своим контактом 64 осуществляет включение исполнительного электромагнита 39. Одновременно блок 47 начинает отсчет длительности включения исполнительного электромагнита 39 и после истечения заданной длительности включения прерыватель 55 своим контактом 57 отключает промежуточное реле 61, что приводит к отключению электромагнита 39. После истечения заданной паузы, в течение которой осуществляется продувка сопла 35, прерыватель 55 своим контактом 58 включает промежуточное реле 62, которое самоблокируется контактом 66, а контактом 67 отключает прерыватель 55, в результате чего он возвращается в исходное состояние и своим контактом 57 повторно отключает промежуточное реле 61, которое совим контактом 63 отключает промежуточное реле 62, а контактом 64 повторив включает исполнительный электромагнит 39, при этом прерыватель 55 начинает повторный отсчет длительности включения исполнительного электромагнита 39 . Таким образом, в течение цикла окраски осуществляется периодическая подача краски в краскораспылитель 20 и непрерывное вращение бара бана 5, т.е. осуществляется пульсирующее нанесение краски на непрерыв но перемешивающиеся изделия. После окончания цикла окраски блок 47 сво контактом 49 отключает блок 44, кот рый в свою очередь контактом 45 отк чает исполнительные электромагниты 38 и 39, что приводит к прекращению подачи краски в краскораспылитель 20, а контактом 46 отключает прерыватель 55 и промежуточные реле 61 и 62. Блок 47 своим контактом 50 от ключает командоаппарат-82, при этом размыкаетсяконтакт 85 и отключаетс блок 42, а следовательно, и электро двигатель 6, разг-икается контакт 86 и замыкается контакт 89, что приводит к выключению цепи управления перемещением поворотного кронштейна 21 в рабочее положение и включению цепи управления перемещением.поворотного кронштейна 21 в исходное положение. Одновременно контактом 87 включается зарядная цепь конденсатора 93, а контактом 88 подготавл вается цепь питания исполнительного реле 102. Поворотный кронштейн 21, перемещаясь в исходное положение, освоб05кдает датчик 27 рабочего поло жения, а при достижении исходного положения кронштейн 21 воздействует на датчик 28 исход юго положения, который своим размыкающим контактом отключает привод 26, а замыкаю ф1м контактом осуществляет повторное включение блока 48 управления длительностью цикла сушки. Кроме этого включается прерыватель 55, промежуточные реле 53 и 68 и блок 42, что приводит к тому, что в течение цикла сушки изделия в барабане 5 периодически встряхиваются. Аналогичным образом происходи-г чередование последующих циклов окра ки и до тех пор, пока на реги страторе 100 не высветится цифра, соответствующая количеству полных заданных технологических циклов окраски и сушки. При этом контактами переключателя 97 счетчика 94 замкнута цепь питания исполнительного реле 102. Исполнительное реле 102 самоблокируется контактом 105, контактом 103 подготавливает цепь включения звукового сигнализатора 108, контактом 107 отключает блок 71 запуска технологических циклов, что приводит к отключению блоков 42, 44, 47 и 48, прерывателей 55 и 56, прЬ межуточных реле 53, 61,62 и 68, командоаппарата 82 и привода 26, одновременно контактом 104 включает прерыватель 55, который аналогично вышеописанному периодически включает контактс1ми 57 и 58 промежуточные реле 61 и 62. Промежуточное реле 62 своим контактом 65 включает звуковой сигнализатор 108, что означает окончание заданной программы. После этого воздействуют на кнопку 80 останова, включается блок 76 останова технологических циклов, который своим контактом 77 самоблокируется, контактом 79 отключает прерыватель 55, промежуточные реле 61 и 62 и звуковой сигнализатор 108, а контактом 78. включает реле 109 возврата счетчика 94 в исходное положение, которое своим контактом 110 включает электромагнитный привод 95 счетчика 94. При этом на шаг перемещаются подвижные контакты переключателей 96-98., что вызывает кратковременное срабатывание контакта 99 счетчика 94. Контакт 99 кратковременно размыкает цепь питания реле 109, при этом вновь перемещаются на шаг подвижные контакты переключателей 96-98, что вновь приводит к кратковременному срабатыванию контакта 99, т.е. к перемещению контактов переключателей 96-98 еще на один шаг и т.д. Это продолжается до тех пор, пока подвижные контакты переключателей 96-98 счетчика 94 не возвратятся в исходное положение. При этом на регистраторе 100 высвечивается цифра О, а переключатель 98 счетчика 94 включает реле 111, которое своим замыкающим контактом 112 подготавливает пусковую цепь блока 71 запуска технологических циклов, а размлкаюсшм контактом 113 размыкает цепь питания блока 76 останова технологических циклов, а следовательно, отключается реле 109 возврата счетчика 94 в исходное положение. После этого осуществляют выгрузку окрашенных изделий (на фиг. 1 положение поворотной показано пунктиром) , в барабан 5 загружают следуюjym партию обрабатываемых изделий, и производят аналогично вышеописаному запуск новых технологических иклов. Технико-экономический эффект от использования предлагаемой установки достигается за счет увеличения производительности и улучшения качества покрытия. Формула изобретения 1 Установка для окраски и сушки изделий, содержаш,ая станину с установленной на ней поворотной в вертикальной плоскости рамой, на которой расположены барабан в обогреваемом кожухе и привод его вращения, пневматический краскораспылитель с пневмомагистралью, закрепленнйй на поворотном кйонштейнё, датчик рабочего положения, систему вытяжной вентиляции, блек автоматического регулированик температуры, блок управления приводом барабана, блок управления подачей воздуха в краскораспьшитель, блоки управления длительностью циклов окраски и сушки, импульсную систему прерывания цикло окраски и сушки, блоки запуска и останова полного технологического цикла, от.личающаяся тем, что, с целью повышения производительности и улучшения качества покрытия, она снабжена приводом пов ротного кронштейна с цепями управления его перемещением в исходное и рабочее положения, датчиком исходного положения поворотного кронш тейна и блоком автоматического прог рам-пного управления технологическиг ш циклами, включающим задатчик количе ва технологических циклов, датчик, счетчик и регистратор количества реализованных технологических цикло исполнительное реле, звуковой сигнапизатор окончания программы, реле возврата счетчика в исходное положение и командоаппарат привода поворотного кронштейна с пусковой и самоблокирующей цепью, при этом цепь управления перемещением поворо ного кронштейна в рабочее положение включает последовательно соединенны замыкающий.контакт командоаппарата и размыкающий контакт датчика рабоч го положения, а цепь управления . перемещением поворотного кронштейна в исходное положение включает по ледовательно соединенные размыкающи контакты командоаппарата и датчика исходного положения, причем в пуско вую цепь командоаппарата введен замыкающий контакт блока управления длительностью цикла сушки, в самоблокирующую цепь - размыкающий контакт блока управления длительностью цикл окраски, а в цепь питания блока управления длительностью цикла сушки замыкающий контакт датчика исходног положения и в цепь питания блока уп равления длительностью цикла окраск замыкшощий контакт датчика рабочего положения, кроме того, размыкающий контакт исполнительного реле введен в цепь питания блрка запуска технологических циклов, а его замыкающий контакт - в цепь питания звукового сигнализатора. 2.Установка по п.1, о т л и чающаяся тем, что, с целью повышения надежности работы краскораспылителя, ола снабжена воздухоприводом непрерывной продувки сопла краскораспылителя и воздухораспредели телем, установленным в пневмомагистрали, при этом воздухораспределитель связан с блоком управления подачей воздуха в краскораспылитель. 3.Установка по п.1, отличающаяся тем, что, с целью обеспечения возможности более точного подбора оптимальных режимов технологических процессов, импульсная система прерадвания циклов окраски и сушки выполнена в виде импульсных прерывателей, каждалй из которых подсоединен параллельно соответствующему блоку управления длительностью циклов окраски и сушки. 4.Установка по п.1, отличающаяся тем, что блоки управления длительностью циклов окраски и сушки выполнены в виде программных реле времени, каждое из которых снабжено несколькими независимыми друг от друга переключателями фиксированных выдержек времени и все переключатели имеют индивидуальные пары контактов, а датчик количества реализованных технологических циклов выполнен в виде импульсного реле, у которого в зарядаую цепь конденсатора введен )аз1«ззкающий контакт командоаппарата, а его замыкаквдий контакт введен в разрядную цепь конденсатора, при этом замыкающий контакт импульсного реле подключен на вход счетчика, а выход счетчика и выход задатчика подключены к исполнительному -реле контакт Которого самоблокирован и на входе задатчика соединен параллельно с замыкающим контактом блока управления длительностью цикла сушки, причем в пусковую цепь блока запуска технологических циклов введен замыкающий контакт реле возврата счетчика в исходное положение, а его размыкающий контакт введен в пусковую цепь блока останова технологических циклов, закликающий контакт которого введен в цепь питания реле возврата счетчика в исходное положение. Источники информации, принятые во внимание при экспертизе 1.заявка Японии № 53-18063, . кл. 24 (7)ЕЗ, опублик, 1978. 2.Инструкция по эксплуатации окрасочного барабана типа LTT/12 фирмы Негеле, ФРГ, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски и сушки изделий | 1986 |
|
SU1426652A2 |
| Установка для окраски и сушки изделий | 1989 |
|
SU1713665A1 |
| Командоаппарат | 1984 |
|
SU1399833A1 |
| СПОСОБ СМЕШИВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2034940C1 |
| Командоаппарат | 1984 |
|
SU1399832A1 |
| Устройство выбора ванн | 1988 |
|
SU1507886A1 |
| Устройство для контроля системы автоматизированного управления механизмами с самоудержанием | 1977 |
|
SU690449A1 |
| ИМИТАТОР ПРОВАЛОВ НАПРЯЖЕНИЯ СЕТИ | 1970 |
|
SU268493A1 |
| Устройство для управления конвейерной системой | 1984 |
|
SU1240706A1 |
| Устройство для точного останова электропривода | 1978 |
|
SU921007A1 |
3V
55
t
35
й J
Л1/СН
75 аасрарааа
Cya/ffO.
5/
S9I I mini I ti l 1 I I к I I «111 I « I I I i 11
Y -; -П,.1
Омраснд
57SO
т .90
51 56
ТI
fS
