N)
сл оо vj
4i
Изобретение относится к автоматике, в частности к устройствам ;щя управления автоматической сменой заготовок на станках с ЧПУ.
Цель изобретения - повышение надежности устройства в работе.
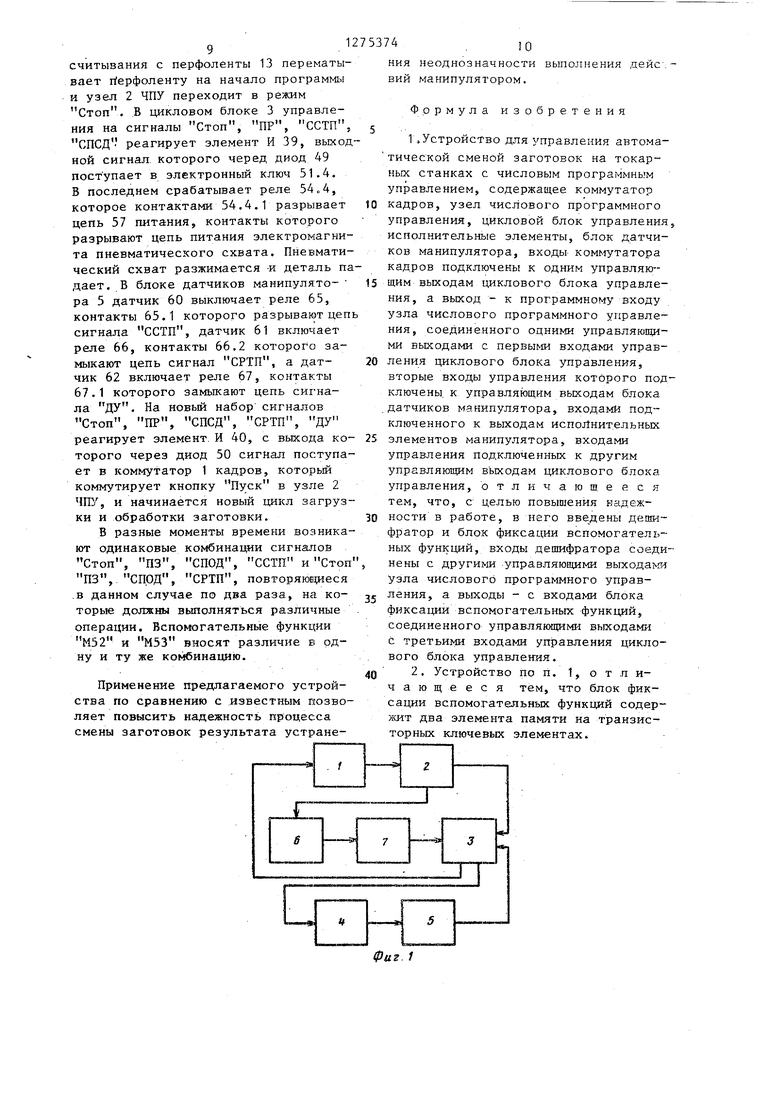
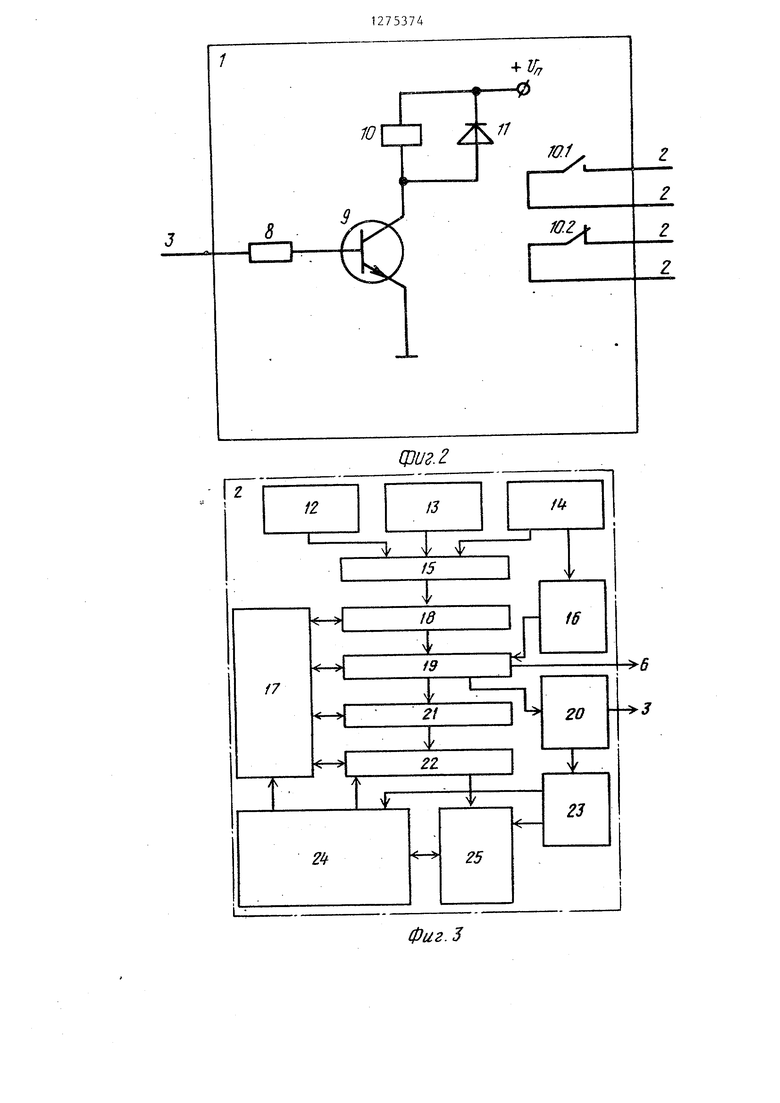
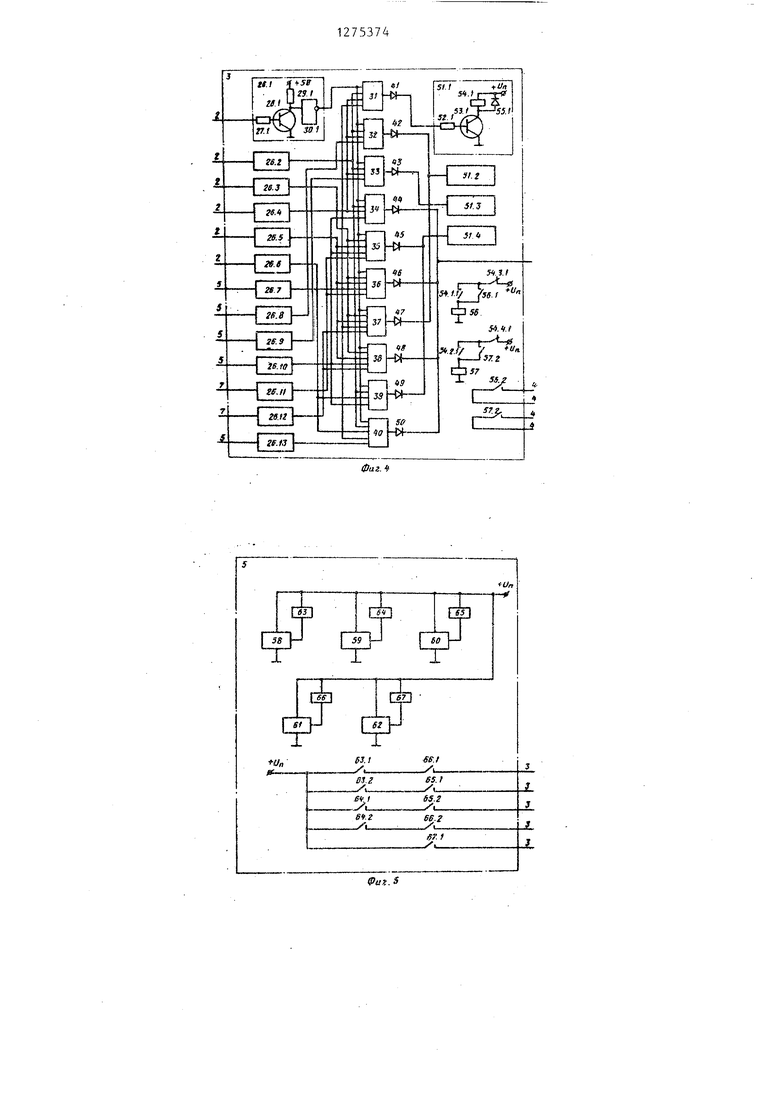
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - принципиальная схема коммутатора кадров; на фиг.З - блок-схема устройства ЧПУ; на фиг. А - принципиальная схема циклового блока управления; на фиг,5 принципиальная схема блока датчиков манипулятора; на фиг. 6 - принципиальные схемы дешифратора и блока фиксации вспомогательных функций. Устройство для управления автоматической сменой заготовок на станках с ЧПУ содержит последовательно соединенные коммутатор 1 кадров, узел 2 ЧПУ, цикловой блок 3 управления, исполнительные элементы 4 манипулятора блок 5 датчиков манипулятора, выход которого подключен к второму входу циклового блока 3 управления, второй выход которого соединен с входом коммутатора 1 кадров, а второй выход устройства ЧПУ 2 подсоединен к входу дешифратора 6, выход которого подсоединен к входу блока 7 фиксац;«1 вспомогательных функций, а его вьосод соединен с третьим входом циклового блока 3 управления. Коммутатор 1 кадров представляет собой электронный ключ, содержащий резистор 8, транзистор 9, электромагнитное реле 10 и диод 11. Узел ЧПУ 2 (фиг. 3) содержит панель управления станком 12, блок 13 считывания с перфоленты, панель 14 управления устройством ЧПУ, блок 15 ввода, блок 16 величин коррекции, управление блоком 17 ЧПУ, блок 18 де кодирования, промежуточную память 19 блок 20 технологических команд, ин терполятор 21, блок 22 управления приводом, блок 23 согласования со станком, электрошкаф 24 станка и блок 25 управления приводом подач. Цифровой блок 3 управления (фиг.4) содержит преобразователи 26.1-26.13 уровня напряжения. Преобразователь 26.1 уровня напряжения состоит из резистора 27 „1, тран зистора 28.1, резистора 29.1 и элемента Ш 30.1. Преобразователи 26.226.13 уровня напряжения аналогичны преобразователю 26.1 уровня напряжения и содержат резисторы 27.2-27.13. транзисторы 28.2-28.13, резисторы 29.2-29.13 и элементы НЕ 30.2-30.13 соответственно.
Блок 3 содержит также элементы И 31-40, диоды 41-50; электронные ключи 51.1-51 о 4. Электронный ключ 51.1 состоит из резистора 52.15 трй.нзйстора 53.1, электромагнитного реле 54.1 и диода 55.1. Электронные ключи 51,2-51.4 содержат резисторы 52.2-52.4, транзисторы 53.2-53.4, электромагнитные реле 54.2-54.4 и диоды 55.2-55.4 соответственно. Крометого, блок 3 содержит реле 56 и 57. На вход преобразователя 26.1 уровнянапряжения поступает сигнал Стоп изблока технологических команд 20, а выход соединен с первыми входами элементов И 31-40. На вход преобразователя 26.2 уровня напряжения поступает сигнал Патрон разжат (ПР) из блока 20 технологических команд, выход которого соединен с -вторыми входами, элементов И 31-34, 39 и 40. На вход преобразователя 26.3 уровня напряжения поступает сигнал Патрон зажат (ПЗ) из блока 20 технологических команд, а выход соединен с вторыми входами элементов И 35-38. На вход преобразователя 26.4 уровня напряжения поступает сигнал Номер инструмента, при котором пневматический схват в положении загрузки (СПЗ) из блока 20 технологических команд, а выход соединен с третьими входами элементов И 31-34. На вход преобразователя 26.5 уровня напряжения поступает сигнал Номер инструмента, при котором пневматический схват в положении обработки детали (СПОД) из блока 20 технологических команд, а выход соединен с третьими входами элементов тт то /п и « И ЗУ и 40. На вход преобразователя 26,7 уровня напряжения поступает сигнал Схват разжат - толкать вправо (СРТП) из блока датчиков манипулятора 5, а выход соединен с четверты-. входами элементов И 31,36,37 и 40. На вход преобразователя 26.8 уровня напряжения поступает сигнал Схват разжат - толкать влево (СРТЛ) из блока 5 датчиков манипулятора, а выход соединен с четвертым входом элемента И 32. На вход преобразователя 26.9 уроння напряжения поступает сигнал Схват
сжат - толкать влево (ССТЛ) из блока 5 датчиков манипулятора, а вы-i ход соединен с четвертым входом элемента И 33, На вход преобразователя 26.10 уровня напряжения поступает s сигнал Схват сжат - толкать вправо (ССТП) из блока 5 датчиков манипулятора, а выход соединен с четвертыми входами элементов И 34,35, 38 и 39. На вход преобразователя 26.11 уровня Ю напряжения поступает сигнал Вспомогательная функция М 52 (М52) из блока 7, а выход соединен с пятыми входами элементов И 35 и 36. На вход преобразователя 26.12 уровня напряже-15 ния поступает сигнал Вспомогательная функция М53 (М53) из блока 7 а выход соединен с пятыми входами элементов И 37 и 38. На вход преобразователя 26.13 уровня напряжения по- 20 ступает сигнал Деталь упала (ДУ) из блока 5 датчиков манипулятора, а выход соединен с пятым входом элемента И 40. Выход элемента И 31 через диод 41 Соединен с входом электрон- 25 ного ключа 51.1. Выход элемента И 32 через диод 42 соединен с входом электронного ключа 51.2.
Выход элемента И 33 через диод 43 соединен с входом электронного клю- 30 ча 51.3. Выходэлемента И 34 через диод 44 соединен с входом коммутатора 1 кадров. Выход элемента И 35 через диод 45 соединен с входом электронного ключа 51.4. Выход элемента И 36 4epe3j,j диод 46 соединен с входом коммутатора 1 кадров. Выход элемента И 37 через диод 47 соединен с входом электронного ключа 51.2. Выход элемента И 38 через диод 48 соединен с входом до коммутатора 1 кадров. Выход элемента И 39 через диод 49 соединен с входом электронного ключа 51.4. Выход элемен та И 40 через диод 50 соединен с входом коммутатора 1 кадров. I
Исполнительные элементы 4 манипулятора состоят из пневматического толкателя и пневматического схвата. Приводы толкателя и схвата выполнены в виде пневмоцилиндров, работающих до 50 упора. Пневмораспределители, управляющие пневмоцилиндрами толкателя и зажима схвата, - с одним электромагнитом. Пневматический схват помещается в одно из гнезд для установки ре- 55 жущего инструмента звездообразной револьверной головки станка. Пневматический толкатель вместе с бункером
для заготовок закреплен сбоку станка в одной плоскости с звездообразной револьверной головкой станка.
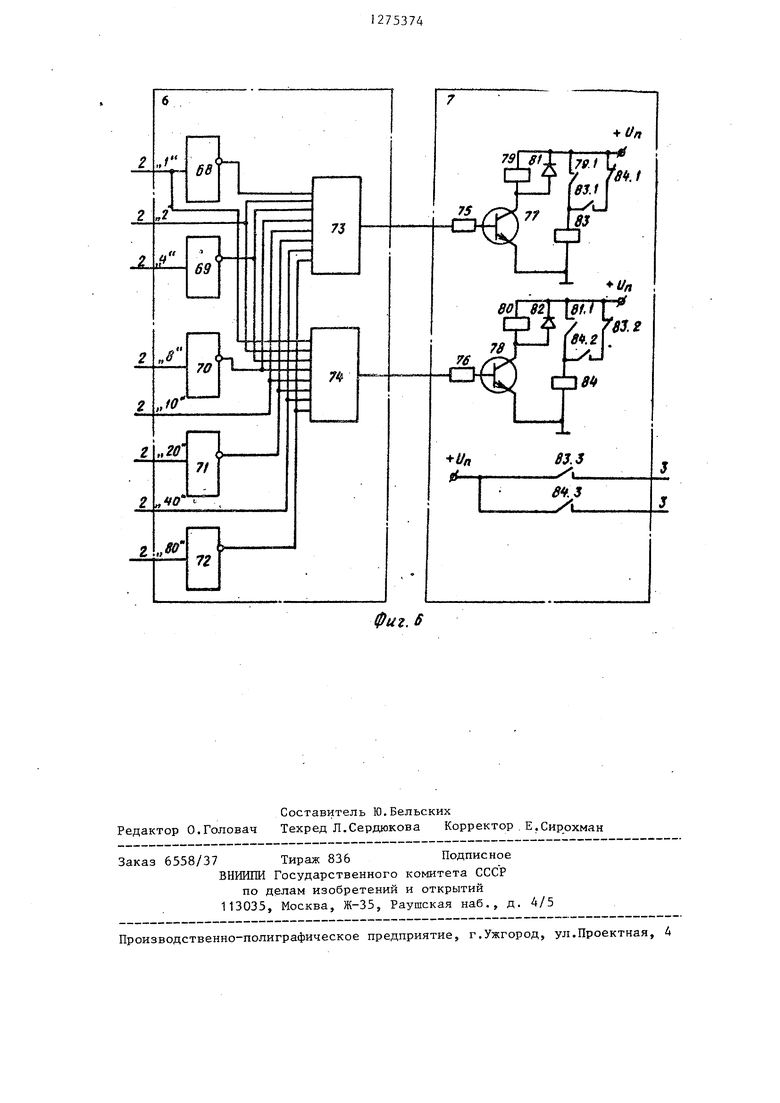
Блок датчиков манипулятора содержит бесконтактные датчики 58-62 и электромагнитные реле 63 - 67. Дешифратор 6 содержит элементы НЕ 68-72 и элементы И 73 и 74. На вход дешифратора 6 из промежуточной памяти 19 в коде 1-2-4-8 поступают сигналы Вспомогательной функции М. Сигнал 1 из промежуточной памяти 19 поступает на вход элемента НЕ 68 и на первый вход элемента И 73. Сигнал 2 из промежуточной памяти 19 поступает на вторые входы элементов И 73 и 74. Сигнал 4 из -промежуточной памяти 19 поступает на вход элемента НЕ 69. Сигнал 8 из промежуточной памяти 19 поступает на вход элемента НЕ 70. Сигнал 10 из промежуточной памяти 19 поступает на пятые входы элементов И 73 и 74. Сигнал 20 из промежуточной памяти 19 поступает на вход элемента НЕ 71. Сигнал 40 из промежуточной памяти 19 поступает на седьмые входы элементов И 73 и 74. Сигнал 80 из промежуточной памяти 19 поступает на вход элемента НЕ 72 Выход элемента НЕ 68 соединен с первым входом элемента И 73. Выход элемента НЕ 69 соединен с третьими входами элементов И 73 и 74. Выход элемента НЕ 71 соединен с шестыми входами элементов И 73 и 74. Выход элемента НЕ 72 соединен с восьмыми входами элементов И 73 и 74. Блок 7 фиксации вспомогательных функций содержит резисторы 75 и 76, транзисторы 77 и 78, электромагнитные реле 79 и 80, диоды 8 1 и 82 и электромагнитные реле 83 и 84.
Устройство работает следующим образом.
В исходном состоянии патрон шпинделя станка должен быть разжат, пневматический толкатель находится в крайнем правом положении. В желобе бункера находится.заготовка. Пневматический схват разжат. В этом состоянии в блоке 5 датчиков манипулятора работают датчик 59, индицирующий крайнее правое положение пневматического толкателя, и датчик 61, индицирующий разжатие пневматического схвата. Датчик 59 включает реле 64, а датчик 61 - реле 66. Через замкнувшиеся контакты 64.2 и 66,2 сигнал СРТП поступает на вход преобразователя 26.7 уровня напряжения о После нажатия кнопки Пуск на панели 14 управления узла числового программного управления (ЧПУ) .последний производит управление станком согласно заданной программе, считываемой с перволенты блок.ом считывания с перфо ленты 13, По программе суппорты станка выводятся в позицию загрузки, производится смена инструмента звездообразной револьверной головки таким образом, что поворачивается в сторону заготовки. В следующем кадре программы записана вспомогательная функция МОГ - Программньш стоп. По этой команде узел 2 ЧПУ прерывает работу станка и из блока 20 технологических команд в цикловой блок 3 управления на преобразователь 26.1 поступает сигнал Стоп. В данный мо мент блок 3 также поступают сигналы ПР на преобразователь 26.2, СПЗ на преобразователь 26.4 уровня напря жения и СРТП на преобразователь 26.7 уровня напряжения. На набор эти сигналов в цикловом блоке 3 управления реагирует только элемент И 31. На его выходе возникает сигнал с уровнем логической 1, который черезди од 41 поступает на электронный ключ 51.1. Транзистор 53.1 переходит в ре жим насьщения, в результате чего сра батывает электромагнитное реле 54.1. Диод 55.1 защищает транзистор от выхода из строя во время переходных процессов. Замкнувшиеся контакты 54.1.1 через нормально-замкнутые кон такты 54.3.1 подсоединяют электромаг нитное реле 36 к источнику напряжения. Электромагнитное реле 56 самоблокируется контактами 56.1, а контактами 56.2 замыкает цепь питания электромагнита пневматического толка теля. Пневматический толкатель перемещается из крайнего правого положения в крайнее левое положение и тем самым перемещает заготовку из желоба бункера в пневматический схват. В бло ке датчиков манипулятора 5 прекращае свою работу датчик 59 и отключает электромагнитное реле 64, контакты 64.2 которого разрывают цепь сигнала СРТП. При достижении пневматическим толкателем крайнего левого поло жения срабатывает датчик 58 и включает электромагнитное реле 63, кото рое контактами 63.1 замыкает цепь сигнала СРТЛ. Сигнал СРТЛ поступает в цикловой блок 3 управления на преобразователь 26.8 уровня напряжения . На новое состояние сигналов Стоп, ПР, СПЗ, СРТЛ в цикловом блоке 3 управления реагирует элемент И 32. На его выходе появляется сигнал с уровнем логической ,1, кото ый через диод 42 поступает на электронный ключ 51.2. Транзистор 53.2 переходит в режим насыщения, включает электромагнитное реле 54.2, которое контактами 54.2.1 включает электромагнитное реле 57. Последнее Контактами 57.1 самоблокируется, а контактами 57.2 замыкает цепь питания электромагнита пневматического схвата. Пневматический схват зажимает головку. Как только пневматический схват начинает сжимать заготовку, датчик 61 отключает электромагнитное реле 66 и контакты 66.1, разрывает цепь сигнапа СРТЛ. При полном сжатии срабатывает датчик включает электромагнитное реле 65, которое контактами 65.1 замыкает цепь сигнала ССТЛ. Сигнал. ССТЛ поступает в цикловой блок 3 управления на преобразователь 26.9 уровня напряжения. На состояние сигналов Стоп, ПР,, СПЗ, ССТЛ срабатывает элемент И 33. На его выходе появляется сигнал с уровнем логической 1, который через диод 43 поступает на электронньш ключ 51.3. Транзистор 53.3 переходит в режим насыщения и включает реле 54.3, которое контактами 54.3.1 разрывает цепь питания реле 56. Реле 56 выключается, и контакты 56.2 размыкают цепь питания электромагнита пневматического толкателя. Пневматический толкатель возвращается в крайнее правое положение и следующая заготовка закатывается в желоб бункера. Датчик 58 выключает, реле 63 и сигнал ССТЛ прекращается. При достижении крайнего правого положения срабатывает датчик 59, включается реле 64, и сигнал ССТП поступает на преобразователь 26.10 уровня напряжения. На сигналы Стоп, ПР, СПЗ, ССТЛ реагирует элемент И 34. С его выхода сигн,зл с уровнем логической 1 через диод 44 идет на коммутатор 1 кадров. Транзистор 9 переходит в ре;ким насыщения и включает электромагнитное реле 10, которое контактами 10.1 и 10.2 коммутирует цепи кнопки Пуск , находящейся на панели управления узла 14 ЧГ1У Узел ЧПУ вновь начинает управлять станком По .программе. Происходит смена инструмента звездообразной револьверной головки, и пневматический схват с готовкой поворачивается в сторону шпинделя. Суппорты станка заводят за готовку в патрон шпинделя. Патрон зажимается. В следующем кадре записаны вспомогательные функции М 52 и М01. Узел 2 ЧПУ переходит в режим Стоп. Сигнал Стоп из блока 20 технологических команд поступает в цикловой блок 3 управления на преобразователь 26.1 уровня напряжения. . Из промежуточной памяти 19 узла 2 ЧПУ в дешифратор 6 с уровнем логичес кой 1 поступают сигналы 2, 10, 40, что соответствует числу 52, а с уровнем логического О - 1, 4, 8, 20, 80. В результате на всех входах элемента И 73 есть сигналы с уровнем логической 1, который поступает на резистор 75 бло ка 7 . Транзистор 77 переходит в режим насыщения и включает цепь питания реле 83. Последнее самоблокирует ся контактами 83.1, а контактами 83.3 замыкает цепь сигнала М52, которьй поступает в цикловой блок 3 управления на преобразователь 26.11 уровня напряжения. Из блока 20 техно логических команд на преобразователь 26.3 уровня напряжения поступает сигнал ИЗ, а на преобразовател 26.5 уровня напряжения - сигнал СПОД. На набор сигналов Стоп, ПЗ, СПОД, сети,М52 реагирует элемент И 35, вькодной сигнал которо через диод 45 поступает на электронный ключ 51.4. Реле 51.4 контактами 54.4.1 размыкает цепь питания реле 5 Последнее выключается контактами 57. разрьшает цепь питания электромагнита пневматического схвата. Пневматический схват разжимается. В блоке датчиков манипулятора 5 датчик 60 отключает реле 65, и контакты 65.2 разрывают цепь сигнала ССТП. Датчик 61 включает реле 66 и контакты 66.2 замыкают цепь сигнала СРТП. На новый набор состояний Стоп, ПЗ, СПОД, СРТП, М52 реагирует элемент И 36, выходной сигнал которого через диод 46 поступает в ком мутатор 1 кадров. Коммутатор 1 кадров коммутирует кнопку Пуск узла 2 ЧПУ и последний продолжает управление станком. По программе происходит обработка детали. По окончании обработки звездообразная револьверная головка со схватом подводится к обработанной детали. В следующем кадре программы записаны вспомогательные функции М53 и М01. Узел 2 ЧПУ прерывает работу станка. Из промежуточной памяти 19 узла 2 ЧПУ в дешифратор 6 с уровнем логической 1 поступают сигналы 1, 2, 10, 40. Все ВХОДЫ элемента И 74 имеют уровни логической С выхода элемента И 74 сигнал поступает на резистор 76 блока 7 . Транзистор 78 включает электромагнитное реле 80, которое контактами 81.1 разрывает цепь питания реле 83, в результате чего размыкается контактами 83,3 цепь сигнала М52. Контактами 84.2 реле 84 самоблокируется, а контакты 84.3 замыкают цепь сигнала М53, который поступает в цикловой блок 3 управления на преобразователь 26.12 уровня напряжения. На новое состояние сигналов Стоп, ПЗ, СПОД, СРТП, М53 реагирует элемент И 37, выходной сигнал которого черед диод 47 поступает на электронный ключ 54.2, в результате чего реле 54,12 включает реле 57, которое контактами 57,2 замыкает цепь питания электромагнита пневматического схвата. Пневматический схват зажимает обработанную деталь. Датчик 61 выключает электромагнитное реле 66, контакты 66.2 размыкает цепь сигнала СРТП, а датчик 60 включает реле 65 и контакты 65.2 замыкают цепь сигнала сети. На новый набор сигналов Стоп, ПЗ, СПОД, М53, ССТП реагирует элемент И 38. С его выхода через диод 48, сигнал поступает на коммутатор 1 кадров, который коммутирует кнопку Пуск узла 2 ЧПУ, и последний продолжает управление станком на программе. Патрон шпинделя станка разжимается, пневматический схват с обработанной деталью перемещается в позицию сброса, звездообразная револьверная головка поворачивается в положение сброса. Из блока 20 технологических команд прекращается сигнал СПОД и появляется сигнал СПСД. В следующем кадре программы забиты. вспомогательные функции Конец программы - М02 и Перемотка перфоленты на начало программы - ЮО. Блок 91 считывания с перфоленты 13 перематывает йерфоленту на начало программы и узел 2 ЧПУ переходит в режим Стоп. В цикловом блоке 3 управления на сигналы Стоп, ПР, ССТП СПСД реагирует элемент И 39, выход ной сигнал которого черед диод 49 поступает в электронный ключ 51.4, В последнем срабатывает реле 54.4, которое контактами 54.4.1 разрывает цепь 57 питания, контакты которого разрывают цепь питания электромагни та пневматического схвата. Пневмати ческий схват разжимается -и деталь п дает. В блоке датчиков манипулятора 5 датчик 60 выключает реле 65, контакты 65.1 которого разрывакзт цеп сигнала ССТП, датчик 61 включает реле 66, контакты 66.2 которого замыкают цепь сигнал СРТП, а датчик 62 включает реле 67, контакты 67.1 которого замыкают цепь сигнала ДУ. На новый набор сигналов Стоп, ПР, СПСД, СРТП, ДУ реагирует элемент. И 40, с выхода ко торого через диод 50 сигнал поступа ет в коммутатор 1 кадров, который коммутирует кнопку Пуск в узле 2 ЦПУ, и начинается новый цикл загруз ки и обработки заготовки. В разные моменты времени возника ют одинаковые комбинадаи сигналов Стоп, ИЗ, СПОД, ССТП ПЗ, СПРД, СРТП, повторякжщеся .в данном случае по два раза, на которые должны выполняться различные операции. Вспомогательные функции М52 и М53 вносят различие в одну и ту же комбинацию. Применение предлагаемого устройства по сравнению с известным позво ляет повысить надежность процесса смены заготовок результата устране4выполнения неоднозначности ВИЙ манипулятором. Фррмула изобретения 1.Устройство для управления автоматической сменой заготовок на токарных станках с числовым программньм управлением, содержащее коммутатор кадров, узел числового программного управления, цикловой блок управления, исполнит ел bHiDie элементы, блок датчиков манипулятора, входы коммутатора кадров подключены к одним управляющим выходам циклового блока управления, а выход - к программному входу узла числового программного управления, соединенного одними управляющими выходами с первыми входами управления циклового блока управления, вторые входы управления которого подключены, к управляющим выходам блока датчиков манипулятора, входами подключенного к выходам исполнительных элементов манипулятора, входами управления подключенных к другим управляющим выходам циклового блока управления, отличающееся тем, что, с целью повышения надежности в работе, в него дешифратор и блок фиксации вспомогательных функций, входы дешифратора соединены с другими управляюЕцими вьгхода1«и Узла числового программного управления, а выходы - с входами блока фиксации вспомогательных функций, соединенного управляющими выходами с третьими входами управления циклового блока управления. 2, Устройство по ri. 1, о т л ичающееся тем, что блок фиксации вспомогательных функций содержит два элемента памяти на транзисторных ключевых элементах.
фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления укладчиком листового стекла | 1988 |
|
SU1551664A1 |
| Устройство управления схватом манипулятора | 1985 |
|
SU1337250A1 |
| Устройство управления самоцентрирующим патроном | 1987 |
|
SU1491620A1 |
| ЗАЩИТНОЕ УСТРОЙСТВО СТАНКА | 2012 |
|
RU2510555C1 |
| Устройство для циклового программного управления | 1987 |
|
SU1603343A1 |
| Устройство управления схватом манипулятора | 1988 |
|
SU1824299A1 |
| Устройство управления манипулятором | 1984 |
|
SU1168898A1 |
| Устройство для управления манипулятором | 1979 |
|
SU938261A1 |
| Цикловая система программного управления промышленным роботом | 1980 |
|
SU935877A2 |
| Устройство для управления манипулятором | 1982 |
|
SU1041986A1 |
Изобретение относится к области автоматики, в частности к устройствам для управления автоматической сменой заготовок на станках с ЧПУ. Цель изобретения состоит в повышении надежности работы устройства. Поставленная цель достигается путем устранения неоднозначности выполнения действий манипулятором за счет разделения во времени и фиксации на период выполнения введенных в устройство SB вспомогательных функций. 1 з.п.ф-лы, |(Л 6 ил.
фиг.З
и„
fs.t /u
S5.I
6S.Z
ее.г
er.f
5
фиг,5
| Многоканальное устройство дляупРАВлЕНия Об'ЕКТОМ | 1979 |
|
SU822149A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Цикловая система программного управления манипулятором | 1978 |
|
SU723512A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Цикловая система программного управления манипулятором | 1983 |
|
SU1097971A1 |
