; Изобретение относится к обработке Металлов давлением, а именно к оборудованию дня изготовления изделий с кольцевыми гофрами на трубных эаго- :товках методом гидроформирования, ; Цель изобретения - повьшение ка- |чества изделий путем повышения ста- (билъности высоты гофра в пределах jодного изделия, и уменьшения остаточ- 1ных напряжений в вершинах гофров. i На чертеже приведена конструкция i изделия.
I Устройство содержит станину (не (показана), на которой посредством I патрона 1 закреплена неподвижная I часть штанги, включающая центральную I трубу 2, закрепленную в двухступенча- j том поршне 3, Свободный конец цен- 1 тральной трубы 2 заглушен. Двухсту- j пенчатьй поршень 3 имеет диаметры ступеней d и d, причем большой ди- j аметр А выполняется равным внутреннему диаметру изделия:
d, d - 25,
где с1д - внутренний диаметр j
8 - толш,ина стенки трубы-заготовки. Центральная труба 2 установлена с кольцевым зазором 4 в ступенчатой гильзе 5, несуш,ей утшотнительное кольцо 6, стакан 7 и поршень 8. На конце центральной трубы 2 жестко крепится стакан 9, несуш,ий второе уплотнитель ное кольцо 10. ГиЛьза 5 уплотнена по диаметрам d, и d, двухступенчатого поршня 3. Стакан 7 уплотнен относительно ступенчатой гильзы 5 и торцом воздействует на уплотнительное кольцо 6, Поршень 8 уплотнен относительн стакана 7 по диаметру, равному диаметру d меньшей ступени двухступенчатого поршня 3, уплотнен относитель но центральной трубы 2 и торцом воздействует на уплотнительное кольцо 10. В поршне 8 выполнено радиальное отверстие 11, соединенное радиальным отверстием 12 в центральной трубе 2 с внутренней полостью 13 последней. С этой же полостью 13 радиальным отверстием 14 связана полость 15 между ступенями с диаметром A v. Л двухступенчатого поршня 3 и ступенчатой гильзы 5. Каналом 16 и осевым отверстием 17 в двухступенчатом поршне 3 внутренняя полость 13 центральной трубы 2 связана с магистралью 18 фор
Q
5
0
0 j О 5
0
мующей, жидкости, а полость 19 ступенчатой гильзы 5 соединена каналом 20 и продольным отверстием 21 в двух-, ступенчатом поршне 3 с магистралью 22 жидкости для уплотнения. Взаимные перемещения стакана 7 относительно ступенчатой гильзы 5 и поршня 8 относительно стакана 9 регулируются ограничителями 23. Устройство содержит также неподвижную траверсу 24, разъемные матрицы 25 и концевую матрицу 26, закрепленную в держателе 27. Ступенчатая гильза 5 связана с траверсой 28, которая двусторонними штоками 29 гидроцилиндров 30 осадки жестко соединена с держателем 27. Перемещение концевой матрицы 26 ограничивается регулируемым упором 31. Трубная заготовка 32 свободно одевается на стаканы 7,9, поршень 8 и гильзу 5 до
упора (упор может быть регулируемым).
В исходном положении разъемные матрицы 25 сомкнуты и поджаты к неподвижной траверсе 24. Концевая матрица 26 отведена и поджата к упорам 31 гидроцилиндрами осадки 30. Вместе с ней отведена ступенчатая гильза 5 и с помощью ограничителей 23 раздвинуты стакан 7 и поршень 8.
Подается давление в магистраль 22 жидкости для уплотнения. По каналу 20, продольному отверстию 21 в двухступенчатом поршне 3 и кольцевому зазору 4 между ступенчатой гильзой 5 и центральной трубой 2, жидкость под . давлением подается в полость между стаканом 7 и поршнем В. Стакан 7 сжимает уплотнительное кольцо 6, а поршень 8 - уплотнительное кольцо 10. Происходит уплотнение внутренней полости трубной заготовки 32. Стенка трубной заготовки 32 прижимается с усилием к внутренним поверхностям разъемных матриц 25 и концевой матрицы 26. За счет этого между матрицами образуется жесткая связь через трубную заготовку 32. Усилие на ступенчатую гильзу 5 со стороны стакана 7 уравновешивается таким же усилием со стороны полости 19 ступенчатой гильзы 5. После этого обе полости гидроци- линдров 30 соединяют со сливом, концевая матрица 26 и ступенчатая гильза 5 остаются в равновесном взвешенном состоянии. Затем по магистрали 18 формукицей зкидкости, каналу 16, осевому отверстию 17 в двухступенчатом поршне 3 внутренней полости 13 ценлотнительнымн кольцами и каналами, связанными с магистралью жидкости для уплотнения и магистралью формующей жидкости, соответственно, гофрирующий инструмент в внде разъемных матриц и концевой матрицы, закрепленной в держателе, связанном с гидроцилиндром осадки, отличающееся теМ}
тральной трубы 2 и радиальным отверстиям 12 и 14 формующая жидкост-ь под давление подается в полость между поршнем 8 и стр.нкой трубной заготовки 32. Происходит бочкообразное вьтучивание стенки трубной заготовки 32 на участке между разъемными матрицами 25 и концевой матрицей 26. Усилие на ступенчатую гильзу 5 со сторо- Q что, с целью повышения качества из- ны полости мелсду поршнем 8 и трубной делий за счет уменьшения остаточных заготовкой 32 уравновешивается таким напряжений в вершинах гофров, уплот- же усилием со стороны полости 15, нительная штанга вьшолнена в виде поэтому при бочкообразовании конце- двухступенчатого поршня с радиальным вал матрица 26 и связанная с ней сту- |с каналом и с диаметром большей ступа- пенчатая гильза 5 подт ягивается к ни, соответствующим очку матрицы, разъемным матрицам 25, позволяя мери- концентрично размещенной на нем с воз- дионапьной образующей трубной заго- можностью осевого перемещения ступек- товки 32 свободно укорачиваться, без про.скальзывания заготовки 32 относительно матрицы 26. За счет зтогообес- печивается точное повторение размеров гофров и уменьшаются меридиональные
20
чатой гильзы с установленным на ней одним уплотнительным кольцом, полости которой уплотнены относительно двухступенчатого поршня, стакана с
внутренним диаметром, соотве.тствз ю- щим меньшей степени двухступенчатого поршня, установленного на ступенчатой гильзе с возможностью осевого пе- .ремещения и взаимодействующего торцом с уплотнительньП 1 кольцом, установленной в гильзе с кольцевым зако- ром и закрепленной одним концом в двухступенчатом поршне к зйглушаяной с другого конца центральной трубы, имеющей радиальные отверстия, концентрично размещенного на трубе с возможностью осевого перемещен11Я пор лня: ; с радиальным отверстием, уплотненного относительно стакана и центральной трубы и неподвижно закрепленного на центральной трубе стакана с другим уплотнительным кольцом, канал, связанньй с магистралью жидкости для уплотнения, вьшолнен в виде продольного отверстия в двухступенчатом поршне, вход которого подсоединен к магистрали жидкости для уплотнения а выход с, меньшой полостью гильзы и кольцевым зазором между центральной трубой и стенкой ступенчатой гильзы, канал, связанный с магистралью форму25
30
напряжения в стенках гофров.
Совместным перемещением концевой матрицы 26 и ступенчатой гильзы 5 гидроцилиндрами 30 осадки производят осадку гофра до смыкания концевой матрицы 26 с разъемными матрицами 25,; .затем магистрали 18 и 22 соединяют со сливом, соответствукщими механизмами (не показаны) производят подачу трубы-заготовки на шаг в направлении, указанном стрелкой, перестановку разъемных матриц 25 и возвращают концевую матрицу 26 и ступенчатую гиль- ЗУ 5 в исходное положение.
Таким образом произ вОдят формование нужного числа гофров, после чего изделие снимают в направлении подачи со свободного конца штанги.
Предлагаемое устройство повьшает точность и стабильность размеров гофров, при этом уменьшаются остаточные напряжения в вершинах гофров, в свя-| зи с тем, что крайняй матрица и уп- 45 лотнительное кольцо перемещаются вместе с трубой-заготовкой без проскальзывания на всех стадиях формования гофров, уменьшается износ крайней
внутренним диаметром, соотве.тствз ю- щим меньшей степени двухступенчатого поршня, установленного на ступенчатой гильзе с возможностью осевого пе- .ремещения и взаимодействующего торцом с уплотнительньП 1 кольцом, установленной в гильзе с кольцевым зако- ром и закрепленной одним концом в двухступенчатом поршне к зйглушаяной с другого конца центральной трубы, имеющей радиальные отверстия, концентрично размещенного на трубе с возможностью осевого перемещен11Я пор лня: с радиальным отверстием, уплотненного относительно стакана и центральной трубы и неподвижно закрепленного на центральной трубе стакана с другим уплотнительным кольцом, канал, связанньй с магистралью жидкости для уплотнения, вьшолнен в виде продольного отверстия в двухступенчатом поршне, вход которого подсоединен к магистрали жидкости для уплотнения а выход с, меньшой полостью гильзы и кольцевым зазором между центральной трубой и стенкой ступенчатой гильзы, канал, связанный с магистралью формуматрицы и уплотнительного кольца Эко-гп жидкости, вьтолнен в осевоVt -ач„. ЛТЧЭОГ Г Т Т,ГО ТЭ 4J1T П ГТ /- т-|Т-ГГ«,
номический эффект от внедрения устройства получен за счет повьштения работоспособности и увеличения срока службы изделий. Формула изобретения
1. Устройство для изготовления кольцевых гофров на трубных заготовках, содержащее, консольно установ- , ленную на станине штангу с уп55
го отверстия в двухступенчатом поршне, вход которого подсоединен к магистрали формующей жидкости, а выход соединен с помощью центральной трубы, одного радиального отверстия в центральной трубе и радиального отверстия в поршне, второе радиальное отверстие в центральной трубе и радиальный канал в двухступенчатом поршлотнительнымн кольцами и каналами, связанными с магистралью жидкости для уплотнения и магистралью формующей жидкости, соответственно, гофрирующий инструмент в внде разъемных матриц и концевой матрицы, закрепленной в держателе, связанном с гидроцилиндром осадки, отличающееся теМ}
что, с целью повышения качества из- делий за счет уменьшения остаточных напряжений в вершинах гофров, уплот- нительная штанга вьшолнена в виде двухступенчатого поршня с радиальным каналом и с диаметром большей ступа- ни, соответствующим очку матрицы, концентрично размещенной на нем с воз- можностью осевого перемещения ступек-
что, с целью повышения качества из- делий за счет уменьшения остаточных напряжений в вершинах гофров, уплот- нительная штанга вьшолнена в виде двухступенчатого поршня с радиальным каналом и с диаметром большей ступа- ни, соответствующим очку матрицы, концентрично размещенной на нем с воз- можностью осевого перемещения ступек-
чатой гильзы с установленным на ней одним уплотнительным кольцом, полости которой уплотнены относительно двухступенчатого поршня, стакана с
Q что, с целью повышения качества из- делий за счет уменьшения остаточных напряжений в вершинах гофров, уплот- нительная штанга вьшолнена в виде двухступенчатого поршня с радиальным с каналом и с диаметром большей ступа- ни, соответствующим очку матрицы, концентрично размещенной на нем с воз- можностью осевого перемещения ступек-
5
0
5
внутренним диаметром, соотве.тствз ю- щим меньшей степени двухступенчатого поршня, установленного на ступенчатой гильзе с возможностью осевого пе- .ремещения и взаимодействующего торцом с уплотнительньП 1 кольцом, установленной в гильзе с кольцевым зако- ром и закрепленной одним концом в двухступенчатом поршне к зйглушаяной с другого конца центральной трубы, имеющей радиальные отверстия, концентрично размещенного на трубе с возможностью осевого перемещен11Я пор лня: ; с радиальным отверстием, уплотненного относительно стакана и центральной трубы и неподвижно закрепленного на центральной трубе стакана с другим уплотнительным кольцом, канал, связанньй с магистралью жидкости для уплотнения, вьшолнен в виде продольного отверстия в двухступенчатом поршне, вход которого подсоединен к магистрали жидкости для уплотнения а выход с, меньшой полостью гильзы и кольцевым зазором между центральной трубой и стенкой ступенчатой гильзы, канал, связанный с магистралью формуТ Г ЛТЧЭОГ Г Т Т,ГО ТЭ 4J1T П ГТ /- т-|Т-ГГ«,
го отверстия в двухступенчатом поршне, вход которого подсоединен к магистрали формующей жидкости, а выход соединен с помощью центральной трубы, одного радиального отверстия в центральной трубе и радиального отверстия в поршне, второе радиальное отверстие в центральной трубе и радиальный канал в двухступенчатом порша 2 12 9 iO
i8
7
/ //
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Устройство для гидравлического формования сильфонов | 1985 |
|
SU1263391A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1222355A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| ИНТЕРВАЛЬНОЕ ПАКЕРНОЕ УСТРОЙСТВО, ГИДРОМЕХАНИЧЕСКИЙ ПАКЕР И ГИДРАВЛИЧЕСКИЙ ПАКЕР РЕПРЕССИОННО-ДЕПРЕССИОННОГО ДЕЙСТВИЯ (ЕГО ВАРИАНТЫ) | 2005 |
|
RU2292442C1 |
| Устройство для гидроформования сильфонов | 1979 |
|
SU854509A1 |
| Устройство для гидравлической раздачи труб с осевым подпором | 1977 |
|
SU631242A1 |
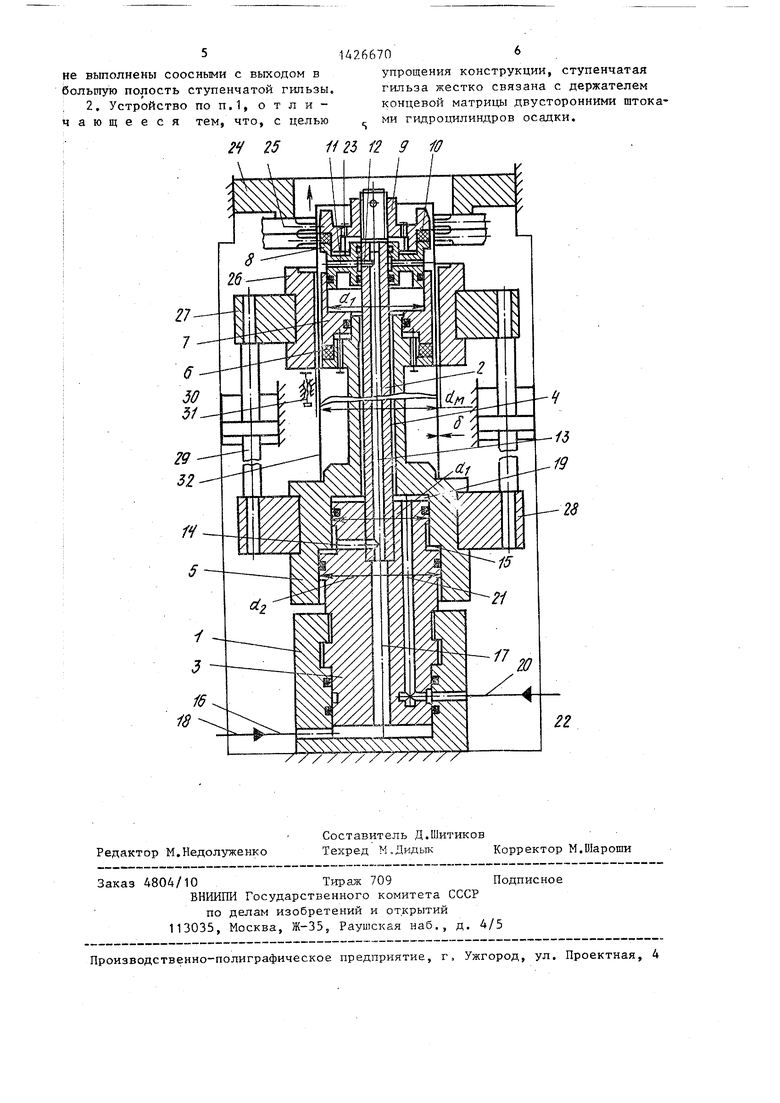
Изобретение относится к обработке металлов давлением, а именно к гидрооборудованию для гидроформования изделий с кольцевыми гофрами из труб. Цель - повьшение качества изделий за счет уменьшения остаточных напряжений в вершинах гофров. Устройство содержит уплотнитеЛьную штангу, выполненную в виде двухступенчатого поршня, ступенчатой гильзы двз уп- лотнительных эластичных колец, цент- - ральной трубы, подвижного стакана и поршня. Устройство также имеет разъемные матрицы и концевую полуматрицу. установленную в держателе, жестко связанном с ступенчатой гипьзой и с гидроцилиндрами осадки гофров. Жидкость на гидроформование поступает по центральной трубе. Жидкость на управление уплотнительными кольцами подается по зазору между центральной ,трубой и ступенчатой гильзой в полость, образованную подвижным стаканом и поршнем. Диаметры подвижных частей штанги выполнены таким образом, что усилия на торцы гильзы от давления формующей и .уплотняющей жидкостей полностью уравновешены. На этапе бочкообразования гидроцилиндры осадки отключают, и ступенчатая гильза вместе с крайней матрицей могут свободно перемещаться в осевом направлении к неподвижным замковым матрицам. Цри этом исключается проскаль- зьгоание трубы-заготовки относительно крайней матрицы и уплотнительного кольца и их износ, уменьшается мери- диальная деформация стенок гофра. 1 з.п.ф-лы, 1 ил. 4 d о: kl
| Авторское свидетельство СССР № 1354507, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
