Изобретение относится к обработке металлов давлением, в частности к оборудованию для гидравлического формования изделий с кольцевыми гофрами типа сильфонов и компенсаторов из труб.
Целью изобретения является экономия материала трубок-заготовок -путем повышения надежности их зажима и уплотнения.
На фиг. 1 изображено устройство в целом (разрез в плоскости смыкания матриц)-, на фиг. 2 - узел зажима и уплотнения, разрез; на фиг. 3 - вид А на фиг. 2.
Устройство для гидравлического формования сильфоноБ из гладких трубок-заготовок содержит станину с закрепленными на ней направляющими 1, на которых установлены блок плоских секционных разъемных матриц 2, неподвижная концевая матрица 3 и подвижная концевая матрица 4. С концевыми матрицами 3 и 4 жестко связаны в осевом направлении с помощью фланцев 5, размещенных в выемке 6 с кольцевым буртом, узлы зажима и уплотнения 7 и 8 соответственно. Устройство снабжено приводом 9 осевого перемещения матриц 2 и 4.
Каждый из узлов 7 и 8 зажима и уплотнения содержит жестко соединенные между собой корпус гидроцилиндра 10 и крышку 11, на которой выполнены фланцы 5 и выступ 12. В корпусе гидроцилиндра 10 помещен порщень 13, выполненный заодно со штоком 14, с коническим хвостовиком которого взаимодействуют секторные зажимные кулачки 15, опирающиеся на торец выступа 12. На выступе 12 установлены шайбы 16, упругое уплотнительное кольцо 17 и щайба 18. В отверстиях крышки 11 размещены толкатели 19, взаимодействующие одними концами с щайбой 18, а другими - с полым поршнем 20, подвижно установленным и уплотненным относительно штока 14 уплотнительным кольцом 21. Каждый узел зажима и уплотнения содержит возвратные пружины 22, пружину 23, охватывающую кулачки 15, и ограничительное кольцо 24 с отверстием 25, неподвижно установленное в корпусе гидроцилиндра 10.
Подвод масла для работы узла зажима и уплотнения осуществляется в полость между поршнями 13 и 20 по трубопроводу 26 через отверстие 25. Подвод формующей жидкости в полость заготовки производится по трубопроводу 27 через осевой канал в щтоке 14. Кулачки 15, щайба 16, упругое кольцо 17 и щайба 18 каждого узла зажима и уплотнения размещены внутри рабочего очка концевой матрицы 3 или 4.
Устройство работает следующим образом.
При разомкнутых матрицах 2, 3 и 4 узлы 7 и 8 освобождаются от зацепления с матрицами 3 и 4 и один из них, например узел 7, отводится назад. Трубку-заготовку 28 устанавливают в устройство, узлы 7 и 8 вводят в зацепление с концевыми матрицами 3 и 4, и блок матриц замыкается. Через трубопровод 27 и осевой канал в штоке 14 заготовка заполняется формующей жидкостью, а по трубопроводу 26 подается масло под давлением, которое перемещает поршни 13 и 20 в противоположных направлениях. Перемещаемый поршнем 13 щток 14 своим коническим концом раздвигает кулачки 15, при этом стенки заготовки жестко зажимаются между кулачками 15 и поверхностями рабочего очка матриц 3 и 4. Одновременно порщень 20 посредством толкателей 19 и шайбы 18 сжимает упругое кольцо 17, которое, деформируясь, уплотняет конец трубкизаготовки. Узлы 7 и 8 работают одинаково и одновременно. Затем обычным образом осуществляется гидроформование сильфона. Съем готового изделия производится в порядке, обратном установке заготовки.
Устройство обеспечивает надежное удержание концов заготовки и уплотнение ее при любых потребных давлениях формующей жидкости, устраняет возможность подтяжки материала из-под заглушки, т.е. обеспечивается надежность работы устройства и высокое качество изделия. За счет жесткой осевой связи узлов зажима и уплотнения с концевыми матрицами устраняется возможность выдавливания их из заготовки.
Таким образом, благодаря использованию предлагаемого устройства для гидроформования сильфонов из гладких трубок-заготовок обеспечивается эконо.мия не менее 10% материала труб-заготовок, ликвидируется брак по нестабильности диаметров гофров, исключаются операции отрезки вспомогательных концов сильфонов после гидроформования. Кроме того, обеспечивается высокий уровень автоматизации, быстродействие и простота обслуживания и переналадки устройства.
19 . 3
10
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для изготовления кольцевых гофров на трубных заготовках | 1987 |
|
SU1426670A1 |
| Устройство для последовательного гидроформования гофров на трубкахзаготовках | 1976 |
|
SU608586A1 |
| Инструментальный блок вертикальной машины для гидравлического формования сильфонов | 1983 |
|
SU1091963A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2000 |
|
RU2191651C2 |
| Устройство для гидроформовки гофрированных труб | 1985 |
|
SU1274804A1 |

УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО ФОРМОВАНИЯ СИЛЬФОНОВ из гладких трубок-заготовок, содержащее блок плоских секционных разъемных матриц с двумя концевыми матрицами и два узла зажима и уплотнения трубы, расположенные с торцов блока матриц и выполненные каждый в виде гидроцилиндра с поршнем, штоком, крышкой и трубопроводом, подведенным к стенке корпуса, упругого кольца и металлической шайбы, размеш,енных соосно штоку гидроцилиндра, а также механизма сжатия упругого кольца, отличающееся тем, что, с целью экономии материала трубок путем уменьшения участков зажима и уплотнения, каждый узел зажима и уплотнения трубы снабжен кулачками с конической внутренней поверхностью, взаимодействующими с хвостовой частью штока гидроцилиндра, выполненной с ответной наружной поверхностью, механизм сжатия упругого кольца выполнен в виде размещенного на штоке с возможностью осевого перемещения полого поршня с уплотнктельным кольцом на внутренней поверхности, толкателей, установленных в крышке гидроцилиндра и взаимодействующих одними концами с полым поршнем, а другими с металлической шайбой, и неподвижно установленного между поршнями ограничительного 3 кольца с отверстием, соосным трубопроводу, (Л крышка выполнена с фланцем, а на наружном торце каждой концевой матрицы выполнена кольцевая выемка с фиксирующим буртом для размещения фланца крышки соответствующего гидроцилиндра. го Од со со ;о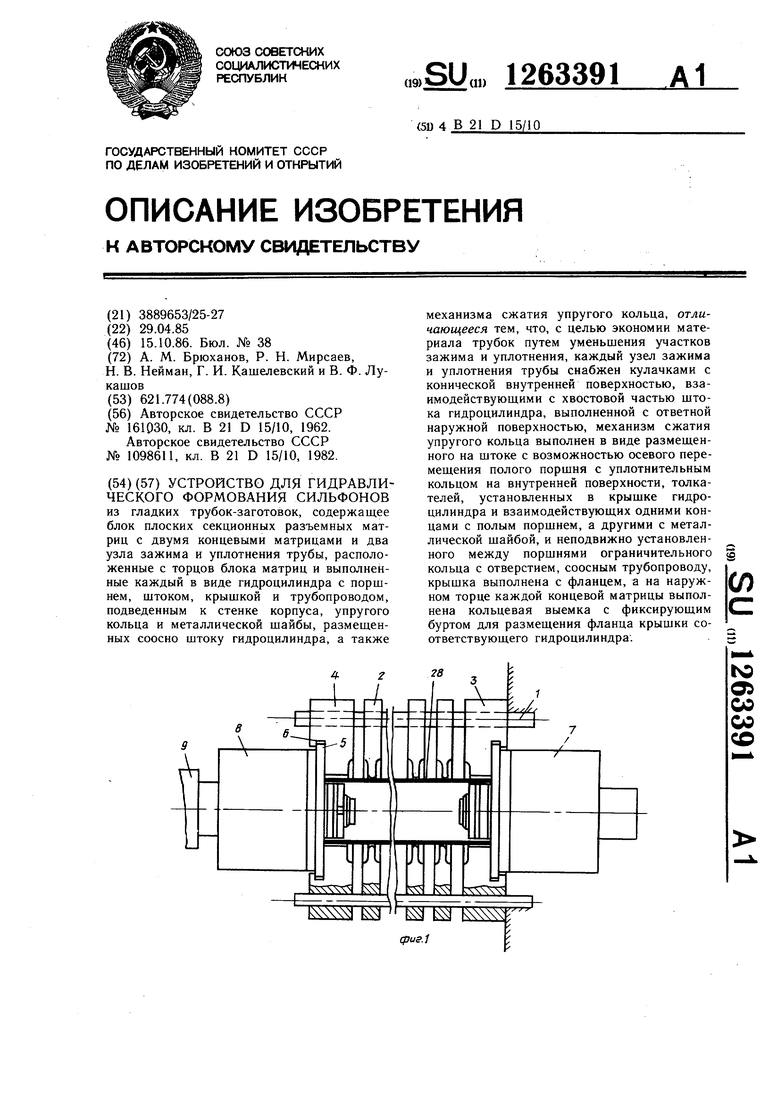
| 0 |
|
SU161030A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
