4 tsD
О) Од СО СО
N)
Изобретение относится к машине- строению и может быть использовано . для определения износа и поломок режу- щего инструмента непосредственно в ходе обработки деталей на станках,
Цель изобретения - расширение фун- .кциональных возможностей..
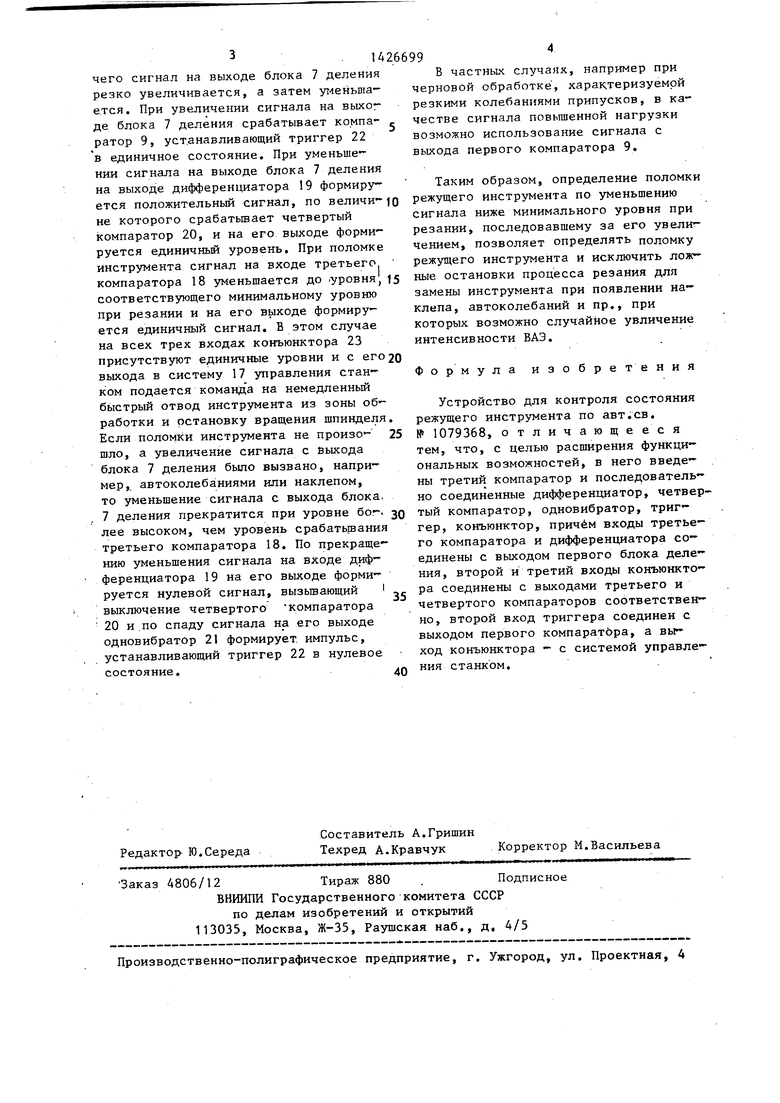
На Чертеже изображена блок-схема предлагаемого устройства.10
Устройство содержит преобразователь 1 вибраций, предварительный усилитель 2, полосовые фильтры 3 и Д.де текторы 5 и 6, блоки 7 и 8 деления, компараторы 9 и 10, интеграторы 11 15 и 12, усилитель-ограничитель 13, источник 14 опорного напряжения, аналоговый ключ 15, аналоговое запоминающее устройство 16, систему 17 управления станком, третий компаратор 18, 20 дифференциатор 19, четвертый компаратор 20, одновибратор 21, триггер 22 и конъюнктор 23.
Устройство работает следующим образом.25
Сигнал виброакустической эмиссии (ВАЗ), излучаемый зоной резания, регистрируется преобразователем 1 вибрации, усиливается предварительным усилителем 2 и подается на параллель- 30 но включенные полосовые фильтры 3 и 4. Фильтр 3 выделяет низкочастотную составляющую спектра ВАЗ, а фильтр . 4 - высокочастотную составляющую.
Увеличение износа инструмента при- 35 водит к перераспределению спектра ВАЗ (высокочастотная часть возрастает) . Поэтому для определения величины износа сигнал с фильтра 3 и 4 через детекторы 5 и 6 подается на вход бло- 40 ка 7 деления, сигнал на выходе котог рого соответствует величине износа инструмента.
Однако при обработке деталей сложной формы показания на вьисоде блока 7 45 деления будут различны в различных местах детали, вследствие влияния на спектр ВАЗ изменения скорости резания, геометрий среза и вариаций припуска. Кроме того, переход на но- eg вый диаметр при обработке ступенчатых деталей вызывает сравнительно длительный (несколько секунд) переходньш процесс на выходе блока 7, обусловленный тем, что инструменту необходи-г г МО притереться к новому диаметру. Поэтому для исключения влияния указанных факторов на точность измерения износа в устройство введен интегратор 12, который интегрирует сигналы на выходе блока 7 деления в течение всего времени обработки детали. Таким образом, сигнал на выходе блока 12 представляет собой среднеинтеграль ное значение износа, а так как сигнал ВАЗ стационарно случайный, то точность измерения параметров на его основе будет тем вьцпе,чем больше время усреднения. Следовательно, сигнал на выходе интегратора 12 характеризует износ инструмента.
Для дальнейшего повышения точности устройства сигнал с выхода интегратора 12 подается на блок 8 деления, на второй вход которого подается напряжение с выхода интегратора 11, пропорциональное фактическому времени обработки каждой детали.
Измерение фактического времени обработки производится следующем образом. Высокочастотная часть.сигнала ВАЗ (как менее зашумленная) подается через усилитель-ограничитель 13 на управляющий вход аналогового ключа 15 и открывает его на время протекания процесса резания, а так как интегратор 11 заряжается постоянным напряжением, то напряжение на выходе интегратора 11 пропорционально времени обработки.
Далее сигнал с выхода блока 8 деления представляет собой усредненное по времени значения износа, подается на вход компаратора 10, на другой вход которого подается напряжение с аналогового запоминающего устройства 16, в котором в режиме обучения запоминается среднее значение сигнала, соответствующее изношенному инструменту (в режиме обучения производится обработка изношенньм инструментом).
В рабочем режиме компаратор 10 сравнивает значение износа после обработки очередной детали с запомненным и при их совпадении или превьш1е- нии запомненного напряжения подается команда на систему ЧПУ для прекращения процесса и вызова оператора или на автоматическую смену инструмента.
В процессе резания возможны поломки инструмента, вызванные, например, посторонними включениями в обрабатываемую заготовку. Поломка инструмента сопровождается повышенной интенсивно - стью ВАЗ с последующим ее спадом, который обусловлен укорачиванием режущей кромки инструмента, вследствие
чего сигнал на выходе блока 7 деления резко увеличивается, а затем уменьшается. При увеличении сигнала на выхог де блока 7 деления срабатывает компа- ратор 9, устанавливающий триггер 22 в единичное состояние. При уменьшении сигнала на выходе блока 7 деления на выходе дифференциатора 19 формируется положительньй сигнал, по величи чо не которого срабатьшает четвертый компаратор 20, и на его выходе формируется единичньй уровень. При поломке инструмента сигнал на входе третьего компаратора 18 уменьшается до .уровня, 15 соответствующего минимальному уровню при резании и на его выходе формируется единичный сигнал. В этом случае на всех трех входах конъюнктора 23 присутствуют единичные уровни и с его 20 выхода в систему 17 управления станком подается команда на немедленный быстрый отвод инструмента из зоны обработки и остановку вращения шпинделя.
Если поломки инструмента не произо - шло, а увеличение сигнала с выхода блока 7 деления было вызвано, например, автоколеба ниями или наклепом, то уменьшение сигнала с выхода блока, 7 деления прекратится при уровне бо-. лее высоком, чем уровень срабатьшания третьего компаратора 18. По прекращению уменьшения сигнала на входе дифференциатора 19 иа его выходе формируется нулевой сигнал, вызьшающий выключение четвертого компаратора 20 и.по спаду сигнала на его выходе одновибратор 21 формирует, импульс, устанавливающий триггер 22 в нулевое состояние.
о 5 0
5
0
5
0
В частных случаях, например при черновой обработке , характеризуемой резкими колебаниями припусков, в качестве сигнала повышенной нагрузки возможно использование сигнала с выхода первого компаратора 9.
Таким образом, определение поломки режущего инструмента по уменьшению сигнала ниже минимального уровня при резании, последовавшему за его увеличением, позволяет определять поломку режущего инструмента и исключить ложные остановки процесса резания для замены инструмента при появлении наклепа, автоколебаний и пр., при которых возможно случайное увличение интенсивности ВАЗ.
Формула изобретения
Устройство для контроля состояния режущего инструмента по авт.св. № 1079368, отличающееся тем, что, с целью расширения функциональных возможностей, в него введены третий компаратор и последовательно соединенные дифференциатор, четвертый компаратор, одновибратор, триггер, конъюнктор, причём входы третьего компаратора и дифференциатора соединены с выходом первого блока деления, второй и третий входы конъюнкто- ра соединены с выходами третьего и четвертого компараторов соответственно, второй вход триггера соединен с выходом первого компаратбра, а выход конъюнктора - с системой управления станком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля состояния режущего инструмента | 1983 |
|
SU1079368A1 |
| Устройство для определения поломки режущего инструмента | 1985 |
|
SU1268297A1 |
| Устройство для определения степени затупления режущего инструмента | 1987 |
|
SU1481633A1 |
| Устройство для определения поломки режущего инструмента | 1989 |
|
SU1717296A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для определения разрушения режущего инструмента | 1989 |
|
SU1798042A1 |
| Устройство для измерения глубины и ширины фрезерования | 1982 |
|
SU1060412A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2263300C1 |
| Устройство для контроля станков | 1987 |
|
SU1484443A1 |
Изобретение относится к машиностроению и может быть использовано для определения износа и поломок режущего инструмента непосредственно в - ходе обработки деталей на станках. Цель изобретения - расширение функциональных возможностей за счет получения информации о поломке режущего инструмента. При уменьшении сигнала ниже минимального уровня при резании, последовавшем за его увеличение ем, можно определить поломку режущего инструмента при помощи введенных ком параторов 18, 20, дифференциатора 19, одновибратора 21, триггера 22 и конъ- юнктора 23. 1 ил.
| Устройство для контроля состояния режущего инструмента | 1983 |
|
SU1079368A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
