//г, /
Изобретение относится к машиностроению, в частности к станкостроению, предназначено для защиты металлорежущего оборудования и обрабатываемой детали от аварийных последствий, связанных с поломкой режущего инструмента в ходе механической обработки и может быть использовано в качестве устройства диагностики процесса резания на станках токарной группы.
Цель изобретения - расширение функциональных возможностей, повышение точности и надежности устройства за счет фиксации непосредственно момента поломки инструмента.
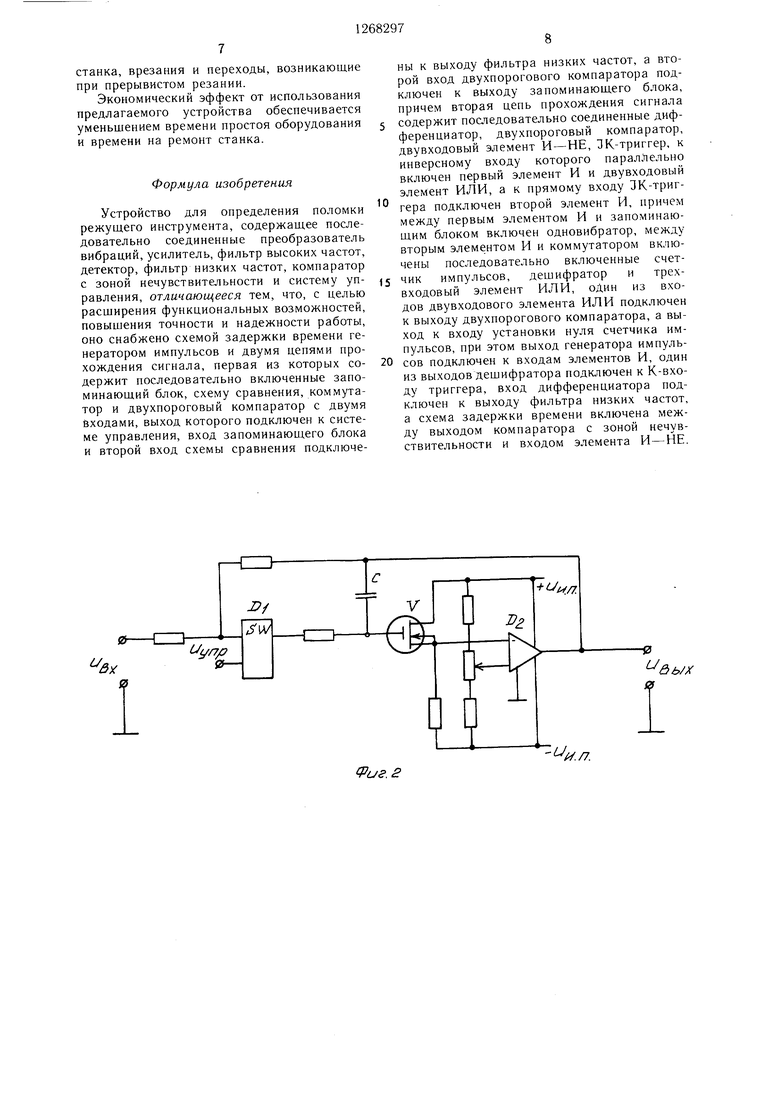
На фиг. 1 приведена функциональная схема предлагаемого устройства; на фиг. 2 - электрическая принципиальная схема запоминающего блока; на фиг. 3 - временные диаграммы работы устройства.
Устройство (фиг. 1) содержит последовательно соединенные преобразователь 1 вибраций, усилитель 2, фильтр 3 высоких частот, детектор 4, фильтр 5 низких частот (ФНЧ), компаратор 6 с зоной нечувствительности и схему 7 задержки времени, к выходу ФНЧ 5 подключены также две цепочки, первая из которых содержит последовательно соединенные запоминающий блок 8, схему 9 сравнения, коммутатор 10, первый двухпороговый компаратор 11 и систему 12 управления станка, причем второй вход схемы 9 сравнения соединен также с выходом ФНЧ 5, а опорный вход первого двухпорогового компаратора 11 соединен с выходом запоминающего блока 8, вторая цепочка содержит последовательно соединенные дифференциатор 13, второй двухпороговый компаратор 14 и двувходовый элемент И-НЕ 15, второй вход которого соединен с выходом схемы 7 задержки времени, а выход с S-входом универсального JK-триггера 16, инверсный выход которого подключен к входу первого двувходового элемента И 17, второй вход которого соединен с выходом генератора 18 импульсов, а выход с входом одновибратора 19, который своим выходом подключен к управляющему входу запоминающего блока 8. К прямому выходу триггера 16 подключены последовательно соединенные второй двувходовый элемент И 20, второй вход которого соединен с выходом генератора импульсов 18, и счетчик 21 импульсов, причем вход установки нуля счетчика 21 подключен к выходу двувходового элемента ИЛИ 22, первый вход которого соединен с выходом второго двухпорогового компаратора 14; а второй - с инверсным выходом триггера 16, второй - четвертый выходы дешифратора 23 подключены к входам трехвходового элемента ИЛИ 24, выход которого соединен с управляющим входом коммутатора 10, пятый выход дешифратора 23 подключен к К-входу триггера 16.
Двухпороговые компараторы 11 и 14 в устройстве обеспечивают появление на их выходе логической «1 при /UBX/ UO (где Uo - опорное напряжение) и могут быть выполнены по известной схеме.
В состав запоминающего блока 8 (фиг. 2) входят коммутатор D1, запоминающая емкость С, полевой транзистор V и операционный усилитель D2. Коммутатор D1, выполненный на интегральной микросхеме, управляется выходными импульсами одновибратора 19.
В качестве системы 12 управления станка может быть использована система электроавтоматики станка, либо система ЧПУ станка.
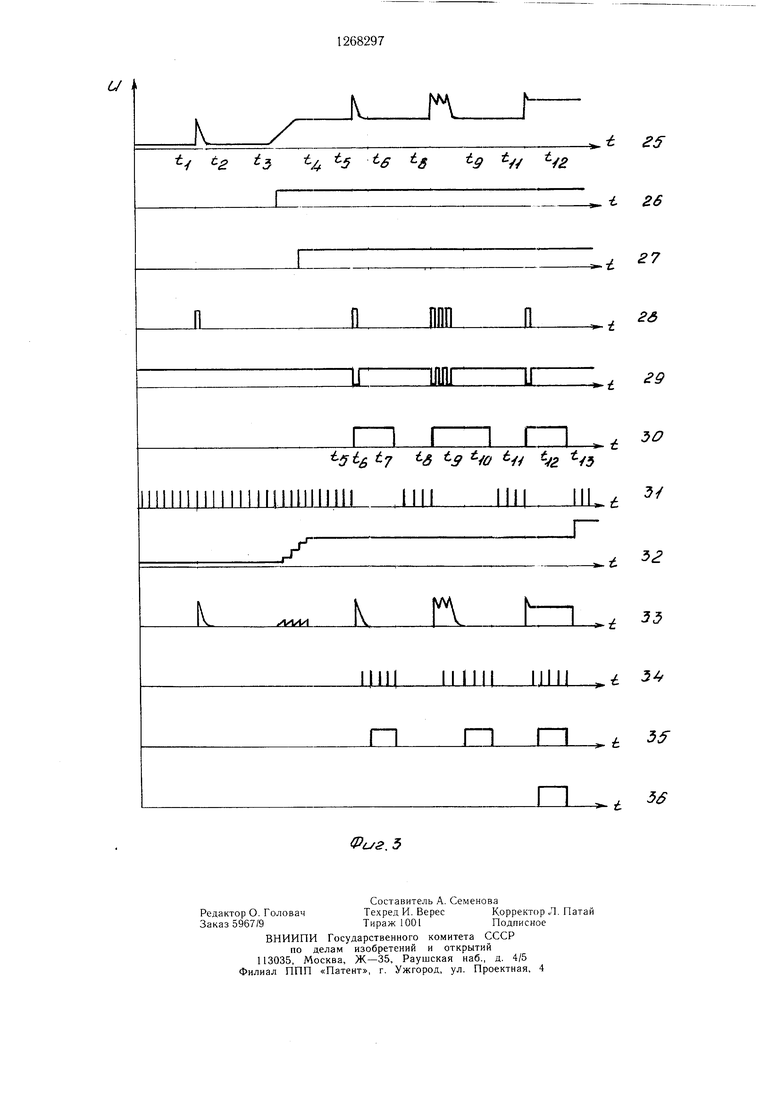
Работа устройства поясняется временной диаграммой (фиг. 3), на которой обозначены сигнал 25 на выходе ФНЧ 5, сигнал 26 на выходе компаратора 6, сигнал 27 на выходе схемы 7, сигнал 28 на выходе компаратора 14, сигнал 29 на выходе элемента 15, на сигнал 30 на выходе триггера 16, сигнал 31 на выходе одновибратора 19, сигнал 32 на выходе запоминающего блока 8, сигнал 33 на входе схемы 9 сравнения, сигнал 34 на входе счетчика 21, сигнал 35 на выходе элемента 22 и сигнал 36 на входе компаратора 11.
Устройство работает следующим образом.
Сигнал виброакустической эмиссии с выхода преобразователя 1 вибраций, установленного на разцедержателе или на резце, усиливается усилителем 2 и подается на фильтр 3 высоких частот с частотой среза 6-7 кГц,, с помощью которого происходит отстройка сигнала от низкочастотных помех, вызванных работающим приводом станка и суппорта. Далее сигнал подается на детектор 4 и ФНЧ 5, с выхода которого (сигнал 25, фиг. 3) сигнал подается одновременно на входы компаратора 6, дифференциатора 13 и запоминающего блока 8.
Компаратор 6 с зоной нечувствительности имеет порог срабатывания выше уровня шумов, проходящих через фильтр 3 при отсутствии процесса резания.
Таким образом, на выходе компаратора 6 появляется сигнал, соответствующий логической «1 (сигнал 26, ts, фиг. 3) только при наличии процесса резания и подается на схему 7 задержки времени, срабатывающей через 100-150 мс (сигнал 27, t4, фиг. 3), что соответствует окончанию переходных процессов, возникающих при врезании инструмента в деталь. Сигнал логической «1 с выхода схемы задержки времени передается на один из входов двувходового элемента И-НЕ 15.
Схема задержки времени исключает также появление сигнала логической «1 на входе элемента И-НЕ 15 при случайных ударах по резцу, суппорту и другим элементам станка в отсутствии процесса резания, всплески сигнала от которых могут
привести к срабатыванию компаратора 6 (сигналы 25 и 26, ti, фиг. 3).
Триггер 16 в исходном состоянии имеет на инверсном выходе сигнал логической «1, который подается на один из входов элемента И 17 и этим разрешает прохождение прямоугольных импульсов частотой 20 Гц с выхода генератора 18 через элемент И 20 на вход одновибратора 19, формирующего импульсы длительностью 1 мс и частотой повторения 20 Гц (сигнал 31, фиг. 3), которые подаются на управляюш,ий вход коммутатора D1 (фиг. 2), подключающего емкость С запоминающего блока 8 к выходу ФНЧ 5.
Таким образом, в момент прохождения импульсов с одновибратора 19 происходит считывание вепичины общего уровня сигнала в.а.э. с выхода ФНЧ 5 и запоминание ее на емкости С запоминающего блока 8, с которой она подается на затвор полевого транзистора V и далее на вход операционного усилителя D2, на выходе которого появляется сигнал, равный запомненному на емкости С (сигнал 32, фиг. 3). Уровень его сохраняется до следующего включения коммутатора D1.
Длительность импульсов, формируемых одновибраторм 19 и управляющих коммутатором D1 запоминающего блока 8, выбирается в 3-4 раза больще постоянной времени цепи заряда емкости С (для данной схемы примерно 1 мс) для обеспечения ее полной зарядки до напряжения, которое существует на выходе ФНЧ 5 в момент подключения к нему емкости С.
С выхода запоминающего блока 8 сигнал подается на вход схемы 9 сравнения, где он сравнивается (вычитается) с текущим сигналом, поступающим с выхода ФНЧ 5 на второй вход схемы 9 сравнения. Нри установившемся процессе резания уровень входного сигнала остается постоянным и разность между текущим сигналом и ранее запомненным в блоке 8 равна нулю (сигналы 25, 32 и 33, интервалы времени t2-ts, t4-ts, te-tg, tg-tn, (фиг. 3). При изменении входного сигнала разница между ним и сигналом, находящимся в памяти запоминающего блока 8 (положительная при возрастании входного сигнала и отрицательная при его уменьшении), передается с выхода схемы 9 сравнения на вход коммутатора 10 (сигнал 33, интервалы времени ti-ta, ts-14, ts-te, is-tg. til-ti3, фиг. 3).
Для регистрации крутого фронта перепада уровней сигнала в.а.э. в момент поломки инструмента сигнал с выхода ФНЧ 5 (сигнал 25, tn, фиг. 3) подается на вход дифференциатора 13, амплитуда сигнала на выходе которого определяется скоростью изменения общего уровня сигнала в.а.э. при поломке режущего инструмента. Причем при увеличении сигнала знак продифференцированного сигнала положительный, а при уменьшении - отрицательный. Продифференцированный сигнал поступает на вход двухпорогового компаратора 14, порог срабатывания которого выбирается таким, что при изменении напряжения на выходе ФН,Ч 5 в 1,5-2 раза за время порядка нескольких милисекунд срабатывает компаратор 14. При срабатывании компаратора 14 на его выходе появляется сигнал логической «1
0 (сигнал 28, tn, фиг. 3) и подается на один из входов двувходового элемента И-НЕ 15, на второй вход которого уже подано напряжение логической «1 с выхода схемы 7 задержки времени после завернления процесса врезания инструмента в деталь. На выходе элемента И-НЕ 15 появляется сигнал, соответствующий логическому «О (сигнал 29, til, фиг. 3), и подается на S-вход триггера 16, что приводит к его переключению и появлению на инверсном выходе
0 триггера 16 сигнала логического «О, который запрещает прохождение импульсов с выхода генератора 18 через элемент И 17 на вход одновибратора 19. Таким образом, прекращается подача импульсов с выхода одновибратора 19 (сигнал 31, t-, фиг. 3)
5 на управляющий вход запоминающего блока 8, что приводит к прекращению процесса считывания величины общего уровня сигнала в.а.э. с выхода ФНЧ 5. На емкости С запоминающего блока 8 и, следовательно, на его выходе остается напряжение, которое
было до момента поломки режущего инструмента.
В этот же момент времени на прямом выходе триггера 16 появляется сигнал логической «1 (сигнал 30, til, фиг. 3), который подается на вход двувходового элемен та И 20, на второй вход которого подаются импульсы с выхода генератора 18. Эти импульсы (частотой 20 Гц), проходя через элемент И 20, попадают на счетный вход
0 счетчика 21, на выходе которого возникает информация в двоичном коде о количестве импульсов, прошедших на вход счетчика 21. Далее эта информация подается на вход дешифратора 23, на каждом из выходов которого появляется сигнал логической
5 «1 при прохождении на вход счетчика 21 им тульса, соответствующего этому выходу. Сигналы с второго-четвертого выходов дешифратора 23 подаются на входы трехвходового э.темента ИЛИ 24, на выходе которого в момент времени от начала второго импульса на входе счетчика 21 и до окончания четвертого импульса появляется сигнал логической «1 (сигнал 35, фиг. 3) и передается на управляющий вход коммутатора 10, который после этого подключает
с выход схемы 9 сравнения к входу двухпорогового компаратора И. Этот компаратор срабатывает при превышении по модулю уровня сигнала со схемы сравнения над онорным напряжением, которое берется в процентном отношении от сигнала, ранее запомненного блоком 8, и подается на опорный вход компаратора 11. Опорное напряжение выбирается исходя из конкретных условий обработки в пределах 20-40% от величины выходного сигнала блока 8, что соответствует изменению уровня сигнала в.а.э. при поломке режущего инструмента.
После срабатывания компаратора 11 на его выходе появляется логический сигнал «1 (сигнал 36, ti2, фиг. 3) и передается на систему 12 управления станка, с которой поступает команда на прекращение процесса резания.
Время (ti2-tia, фиг. 3), в течение которого выход схемы 9 сравнения подключен к входу компаратора 11 (время от начала второго и до окончания четвертого импульса на входе счетчика 21), что соответствует интервалу 100-250мс от момента поломки инструмента (tn, фиг. 3), обусловлено следующим. Информацию об изменении уровня сигнала в.а.э. при поломке инструмента с выхода схемы 9 сравнения необходимо передавать на вход компаратора 11 только при установившемся режиме, т.е. после окончания переходного процесса, сопровождающего поломку инструмента, время которого не превышает 100 мс (tn-ti2, фиг. 3).
Это позволяет исключить ложные срабатывания устройства при возникновении во время резания ударов стружки или случайных ударов по резцу, суппорту или другим элементам станка, не приводящих к поломке инструмента (25, tg, па фиг. 3). При таких ударах всплески сигнала от них могут проходить через дифференциатор 13 и приводить к срабатыванию компаратора 14 и триггера 16 (сигналы 25, 28 и 30, is, фиг. 3). Но в данном случае после прекращения переходного процесса (к моменту времени IB, фиг. 3), сопровождающего ударное импульсное воздействие (в момент подключения выхода схемы 9 сравнения через коммутатор 10 к входу компаратора 11), общий уровень сигнала в.а.э. из зоны резания остается прежним, поэтому на выходе схемы 9 сравнения имеется нулевое значение и компаратор 11 остается в исходном состоянии (на выходе сигнал логического «О). Этим обеспечивается защита устройства от срабатываний при случайных ударных воздействиях во время резания.
Интервал времени, в течение которого выход схемы 9 сравнения подклгсчен к входу компаратора 11 (150 мс), выбирается, в основном, исходя из условий быстродействия системы управления станка и исполнительных механизмов (при достаточном быстродействии может быть уменьшено).
Если в течение времени переходного процесса после первого ударного импульсного воздействия (в течение 100 мс) появляется второй удар (tg-tg, фиг. 3), всплеск сигнала от которого проходит через дифференциатор 13 и приводит к срабатыванию компаратора 14, то с выхода компаратора 14 сигнал логической «1 (сигналы 25 и 28,
i&-tg, фиг. 3) через элемент ИЛИ 22 попадает на вход установки нуля счетчика 21 и переводит его в исходное состояние. Таким образом, после появления каждого импульса на выходе компаратора 14, будь то импульсы от случайных ударов по элементам станка, либо от последовательности всплесков амплитуды сигнала в.а.э. при попадании в зону резания микротвердостей обрабатываемой детали, счетчик 21 обнуляется. Следовательно, на выходе элемента ИЛИ 24
5 появляется сигнал логической «1 только после окончания переходного процесса, вызванного последним импульсным воздействием (сигнал 35, tg. фиг. 3).
Этим обеспечивается защита устройства от ложных срабатываний при часто повторяющихся случайных ударных воздействиях как во время резания, так и при его отсутствии (если время между ними меньше 100 мс, т.е. времени окончания переходного процесса после одного ударного воздействия) и
5 при попадании в зону резания различных неоднородностей материала детали, приводящих к поломке инструмента и сопровождающихся переходным процессом, включающим несколько всплесков амплитуды сигнала в.а.э. (если время между ними меньше
0 100 мс).
После прохождения пятого импульса на вход счетчика 21 (момент времени ti, tio, ti3, фиг. 3) на соответствующем ему выходе дешифратора 23 появляется сигнал логической «1 и подается на вход установки нуля
5 триггера 16 (/(-вход), что переводит триггер в исходное состояние. На инверсном выходе триггера 16 появляется сигнал логической «1, который подается через двувходовый элемент ИЛИ 22 на вход установки нуля счетчика 21, что приводит к появлению на выходах дешифратора 23 сигнала логического «О.
Вся схема возвращается в исходное состояние.
Технико-экономические преимущества
5 предлагаемого устройства по сравнению с известными заключаются в повышении общей гехнической надежности оборудования за счет своевременного обнаружения поломок инструмента, что предохраняет станок от повреждений и позволяет производить
0 автоматическую смену вышедшего из строя инструмента.
Одновременный учет в предлагаемом устройстве особенностей сигнала в.а.э., имеющих место при поломке инструмента, позволяет обеспечить высокую помехозащищен5 ность устройства при воздействии таких мешающих факторов, как удары стружки, случайные внешние удары по элементам
станка, врезания и переходы, возникающие при прерывистом резании.
Экономический эффект от использования предлагаемого устройства обеспечивается уменьшением времени простоя оборудования и времени на ремонт станка.
Формула изобретения
Устройство для определения поломки режущего инструмента, содержащее последовательно соединенные преобразователь вибраций, усилитель, фильтр высоких частот, детектор, фильтр низких частот, компаратор с зоной нечувствительности и систему управления, отличающееся тем, что, с целью расщирения функциональных возможностей, повышения точности и надежности работы, оно снабжено схемой задержки времени генератором импульсов и двумя цепями прохождения сигнала, первая из которых содержит последовательно включенные запоминающий блок, схему сравнения, коммутатор и двухпороговый компаратор с двумя Входами, выход которого подключен к системе управления, вход запоминающего блока и второй вход схемы сравнения подключены к выходу фильтра низких частот, а второй вход двухпорогового компаратора подключен к выходу запоминающего блока, причем вторая цепь прохождения сигнала содержит последовательно соединенные дифференциатор, двухпороговый компаратор, двувходовый элемент И-НЕ, 3К-триггер, к инверсному входу которого параллельно включен первый элемент И и двувходовый элемент ИЛИ, а к прямому входу ЗК-триггера подключен второй элемент И, причем между первым элементом И и запоминающим блоком включен одновибратор, между вторым элементом И и коммутатором включены последовательно включенные счетчик импульсов, дешифратор и трехвходовый элемент ИЛИ, один из входов двувходового элемента ИЛИ подключен к выходу двухпорогового компаратора, а выход к входу установки нуля счетчика импульсов, при этом выход генератора импульсов подключен к входам элементов И, один из выходов дешифратора подключен к К-входу триггера, вход дифференциатора подключен к выходу фильтра низких частот, а схема задержки времени включена между выходом компаратора с зоной нечувствительности и входом элемента И-НЕ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения поломки режущего инструмента | 1989 |
|
SU1717296A1 |
| Устройство для определения степени затупления режущего инструмента | 1987 |
|
SU1481633A1 |
| Устройство для контроля состояния режущего инструмента | 1987 |
|
SU1426699A2 |
| Устройство для контроля качества материалов и изделий | 1988 |
|
SU1642367A1 |
| Устройство для управления ромбическим манипулятором | 1983 |
|
SU1315933A1 |
| Система адаптивного управления шлифовальным станком | 1984 |
|
SU1276483A1 |
| Устройство для подсчета деталей | 1989 |
|
SU1667129A1 |
| Цифровой синтезатор частоты с частотной модуляцией | 1989 |
|
SU1771068A1 |
| Устройство для обнаружения поломки инструмента | 1984 |
|
SU1243930A1 |
| Устройство для измерения индикатрис рассеяния света | 1990 |
|
SU1723456A1 |
Изобретение относится к машиностроению, в частности к станкостроению, и предназначено для заш.иты металлорежуш,его оборудования и обрабатываемой детали от аварийных последствий, связанных с поломкой режушего инструмента в ходе механической обработки. Целью изобретения является расширение технологических возможностей, повышение точности и надежности работы устройства за счет фиксации непосредственно поломки инструмента. С выхода преобразователя 1 вибраций сигнал усиливается усилителем 2, отфильтровывается от низкочастотных помех фильтром 3,затем подается на детектор 4 и фильтр 5 низких частот, с выхода которого подается на три канала; на вход компаратора 6, дифференциатора 13 и запоминающего блока 8. Сигналы с фильтра 5 низких частот и запоминаюш,его блока 8 сравниваются в схеме 9 сравнения. При установившемся процессе резания на выходе схемы 9 сравнения сигнал равен 0. Отклонение величины сигнала от О подается с выхода схемы 9 на вход коммутатора 10. При поломке режущего инструмента получается крутой фронт перепада уровней сигнала, который с выхода фильтра 5 подается на дифференциатор 13 и последующую схему обработки и регистрации этого сигнала. Схема вырабатывает управ(С ляющие сигналы на запоминающий блок 8 (Л и коммутатор 10, при этом схема 9 сравнения подключается к двухпороговому компаратору 11, на который приходит анодный сигнал с блока 8. Компаратор II срабатывает и сигнал передается на систему 12 управления станком подающую команду на прекращение процесса резания. 3 ил. IsD О5 оо N3 СО 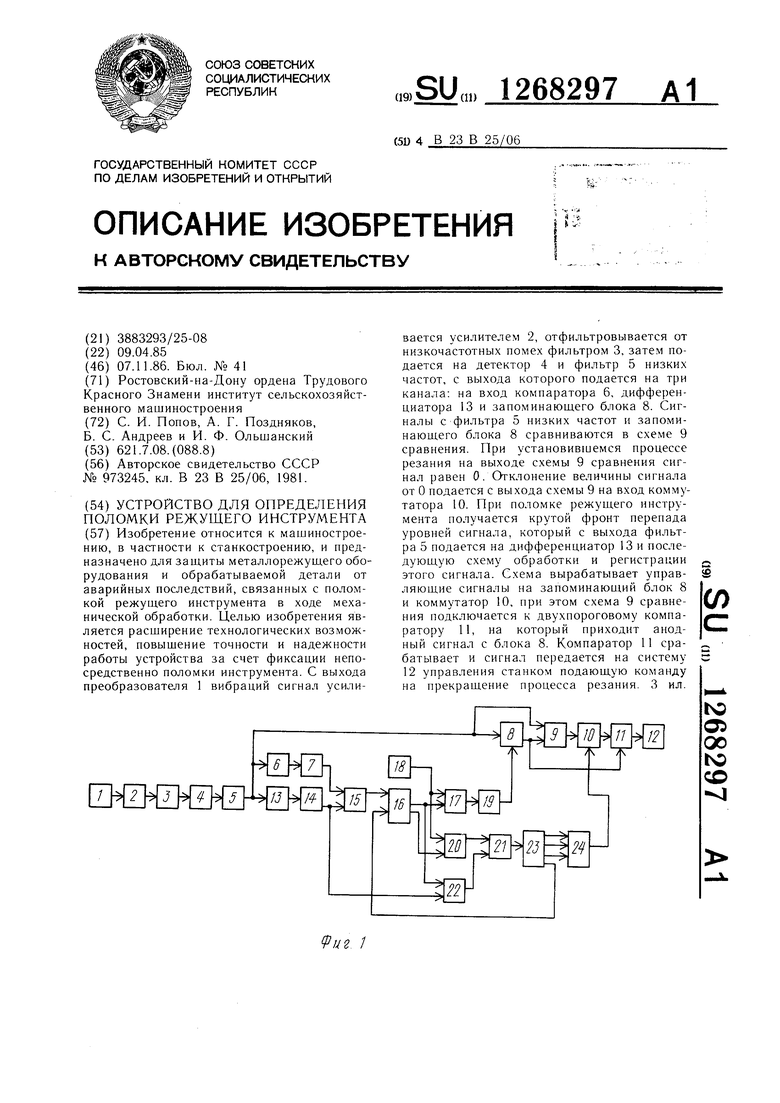
| Способ обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1981 |
|
SU973245A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
