)Изобретение относится к обработке ме- аллов резанием, а,именно к шпин- де4ьным узлам станков с системой по- смазочно-охлаждающей жидкости (С0Ж).
Целью изобретения является повышение эффективности охлаждения, смьша стружки и точности обработки за счет термостабилизации пшинделя,
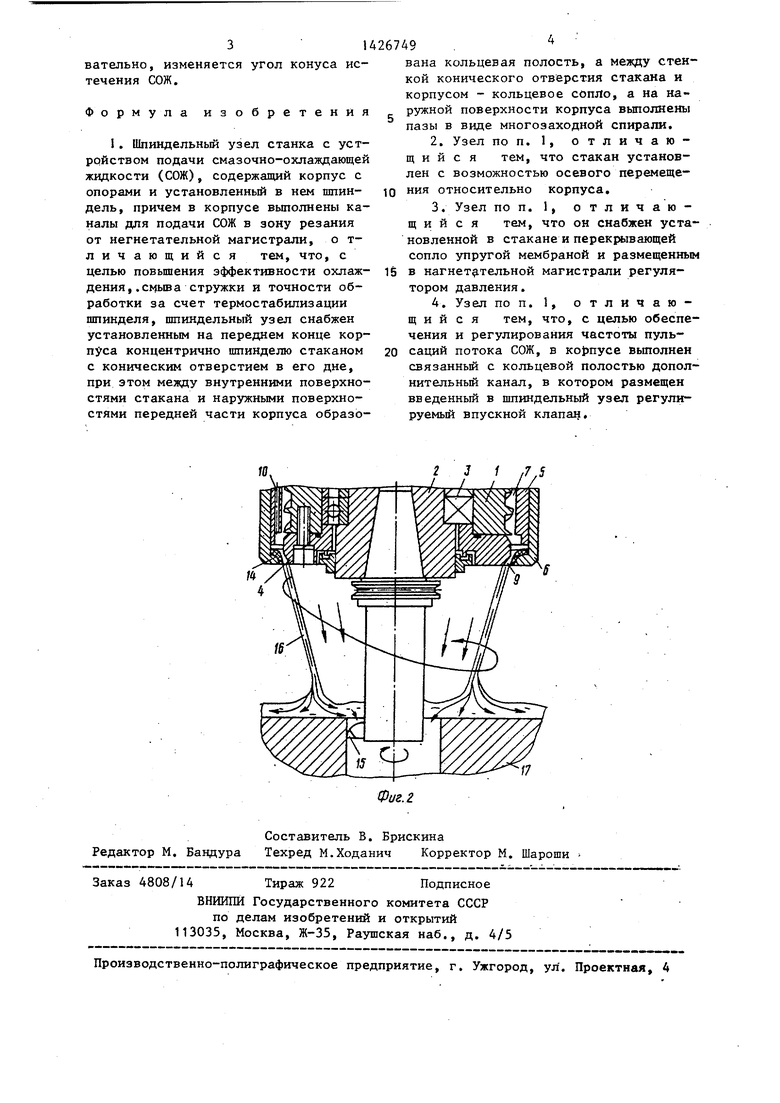
На фиг. 1 показан шпиндельный узЬл; на фиг. 2 - то же, с потоком СОЖ из сопла.
I Шпиндельный узел станка с устрой- рфом подачи СОЖ содержит корпус 1, рфмещенный в нем шпиндель 2 с опора- мц 3, фланец 4 для крепления шпин- деЬя 2 в корпусе, гильзу 5 и размещённый на ней стакан 6. На переднем корпуса 1 под гильзой 5 вьшол- н4ны пазы 7, связанные с кольцевой по полостью 8, образованной стаканом 6 и фланцем 4. В дне стакана 6 вьтолне- нф коническое отв.ерстие, которое вместе с передней поверхностью корпуса 1| или фланца 4 образует кольцевое cjomio 9, соединенное с полостью 8. Стакан 6 установлен с возможностью Перемещения относительно корпуса 1 Для регулирования величины размера 4опла 9. В корпусе 1 (в гильзе 5) Йьшолнен дополнительный канал 10, соединяющий полость 8 с атмосферой, а в канале 10 установлен регулируемый йпускиой клапан 11. Пазы 7 вьтолне- ны в виде многозаходной спирали и связаны с обратным клапаном 12 нагнетающей магистрали 13 станка. В стакане 6 закреплена упругая кольцевая мембрана 14 таким образом, что ее внутренняя кольцевая кромка контактирует с образующей сопло 9 поверхностью фланца 4.
Шпиндельный узел работает следующим образом.
При включении насоса СОЖ через нагнетающую магистраль 13 и обратньй клапан 12 попадает в кольцевую полость 8, а из нее - в спиральные пазы 7. Образованные в пазах 7 струи СОЖ закручивают ся по спирали и на выходе из них имеют направление, касательное к винтовой линии пазов 7 на участке, прилегающем к кольцевой полости 8. При прохождении СОЖ по пазам 7 жидкость благодаря большой площади контакта с корпусом эффективно ее охлаждает. При этом из-за большого.объема протекающей жидкости темпе
0
5
0
5
0
5
0
5
ратура ее повьшается незначительно, практически не влияя на эффективность охлаждения зоны резания и инструментальной оправки 15. В полости 8 струи перемешиваются и истекают из сопла 9 в виде единого конусообразного потока 16, стенки которого сохраняют вращение в направлении, созданном с помощью спиральных пазов 7. Этот поток 16 СОЖ попадает на поверхность обра- батьшаемой детали 17, образует как бы сплошную ванну из энергично перемешивающейся СОЖ, что способствует ее хорошему проникновению в зону резания. При этом поток СОЖ препятствует разбросу стружки, при котором она может попасть в трудноочищаемые места станка, что способствует лучшему удалению струткки вместе с отработанной СОЖ. Закручивание потока СОЖ в на- направлении, противоположном направлению схода стружки повьш1ает эффективность срыва стружки с режущих кромок инструмента и предотвращает ее разброс.
Так как объем полости 8 превьюает объем поступающей СОЖ, то в канале
10возникает с противоположной от сопла 9 стороны воздушная подушка, в которой из-за возрастания скорости истечения СОЖ при прохождении через сопло 9 возникает разряжение. Процесс проникновения воздуха через клапан
11из атмосферы в воздушную подушку приводит к пульсации потока жидкости с периодическим изменением его интен сивности и конусности, что способствует попаданию СОЖ в зону резания при работе инструментами различной длины и диаметра.
С помош зю настройки клапана 1 i . можно регулировать частоту пульсации потока 16 применительно к конкретным условиям обработки.
Направленность потока СОЖ может быть изменена также путем осевого сдвига стакана 6, что из-за изменения относительного положения поверхностей, образующих кольцевое сопло 9, обеспечивает изменение направления истечения жидкости с наименьшим co-i противлением,,а следовательно, изменяя угол конуса потока СОЖ. . Упругой мембраной 14 можно регулировать угол конуса потока 16, СОЖ из сопла. При изменении давления в нагнетающей магистрали 13 изменяется величина отжима мембраны 14, следовательно, изменяется угол конуса истечения СОЖ.
Формула изобретения
I. Шпиндельный узел станка с устройством подачи смазочно-охлаждающей жидкости (СОЖ), содержащий корпус с опорами и установленный в нем шпиндель, причем в корпусе выполнены каналы для подачи СОЖ в зону резания от негнетательной магистрали, о т- личающийся тем, что, с целью повышения эффективности охлаждения,, смьш а стружки и точности обработки за счет термостабилизации шпинделя, шпиндельный узел снабжен установленным на переднем конце корпуса концентрично шпинделю стаканом с коническим отверстием в его дне, при этом между внутренними поверхностями стакана и наружными поверхностями передней части корпуса образо
26749.
вана кольцевая полость, а между стенкой конического отверстия стакана и корпусом - кольцевое сопЛо, а на наружной поверхности корпуса выполнены пазы в виде многоэаходной спирали.
2.Узел по п. 1, отличающийся тем, что стакан установлен с возможностью осевого перемеще10 ния относительно корпуса,
3.Узел по п. 1, отличающийся тем, что он снабжен установленной в стакане и перекрывающей сопло упругой мембраной и размещенным
15 в нагнетательной магистрали регулятором давления.
4.Узел по п. 1, отличающийся тем, что, с целью обеспечения и регулирования частоты пуль20 саций потока СОЖ, в Kojjnyce вьтолнен связанньй с кольцевой полостью допол- нительньй канал, в котором размещен введенный в шпиндельный узел регулируемый впускной клапан.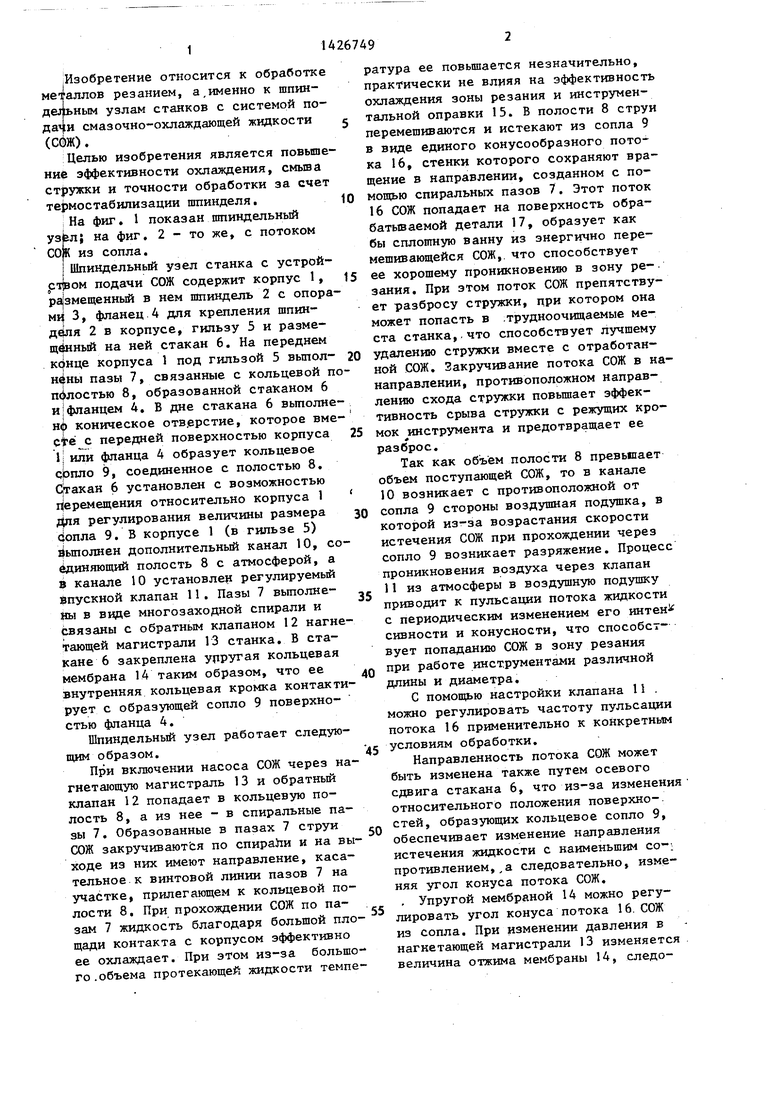
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Шпиндельная головка для одновременной обработки концов валов | 1985 |
|
SU1353583A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА К СТАНКАМ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1994 |
|
RU2072290C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| Шпиндельный узел глубокосверлильного станка | 1986 |
|
SU1454648A1 |
| Шпиндельный узел | 1972 |
|
SU440219A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088383C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания | 1990 |
|
SU1764948A1 |
Изобретение относится к обработке металлов резанием, а именно к шпиндельным узлам станков с системой подачи смазочно-озслаждающей жидкости (СОЖ). Целью изобретения является повьшение эффективности охлаждения, смыва стрзгжки и точности обработки за счет термостабилизации шпинделя. СОЖ через обратный клапан от нагнетательной магистрали подадает в пазы на наружной поверхности переднего конца корпуса 1, выполненные в виде много- заходной спирали. Далее СОЖ попадает в полость 8, образованную внутренней поверхностью стакана 6 и наружной поверхностью фланца 4 корпуса 1, а оттуда - в сопло 9, образованное коническим отверстием в дне стакана 6, Конусное отверстие перекрыто мембраной 14. При повышении давления СОЖ мембрана 14 открьшает сопло 9 и СОЖ в виде конуса попадает в зону реза- . ния. Для обеспечения пульсации СОЖ в корпусе 1 вьшолнен канал 10с впускным клапаном 11. Для регулирования ширины сопла 9 стакан 6 установлен с возможностью осевого перемещения. 3 з.п. ф-лы, 2 ил. / (Л 4 tc 05 4;; со
10
| Станки и инструмент, 1981, № 5, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
