Фиг.Г
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, оснащенных системой охлаждения режущего инструмента.
Известно устройство для подачи смазы- вающе-охлаждающей жидкости в зону резания, содержащее неподвижный корпус выполненный в виде обхватывающего инструмент кольца, по периферии которого рав- номерно расположены сопла, и дополнительное кольцо, установленное концентрично упомянутому кольцу с возможностью поворота и фиксации в заданном положении относительно него, причем каждое сопло установлено с возможностью перемещения в рабочее положение, а по периферии дополнительного кольца соответственно количеству сопл выполнены наклонные пазы, в каждом из которых размещен введенный в устройство ролик с пальцем.
К недостаткам устройства можно отнести сложность конструкции и сравнительно большие габариты.
Наиболее близким по конструкции является устройство для подачи смазочно-ох- лаждающей жидкости в зону резания, содержащее неподвижно закрепленный на гильзе шпинделя фланец и установленные с возможностью регулирования угла наклона сопла для подачи СОЖ, установленную на гильзе с возможностью осевого перемещения втулку и жестко связанные с ней и фланцем внутреннее и наружное упругие кольца, между которыми размещено введенное в устройство промежуточное кольцо, в котором выполнено отверстие для подачи СОЖ, причем сопла установлены в наружном упругом кольце.
К недостаткам устройства можно отнести сложность конструкции, ее громоздкость, сравнительно большие габариты.
Цель изобретения - упрощение конструкции и сокращение габаритов.
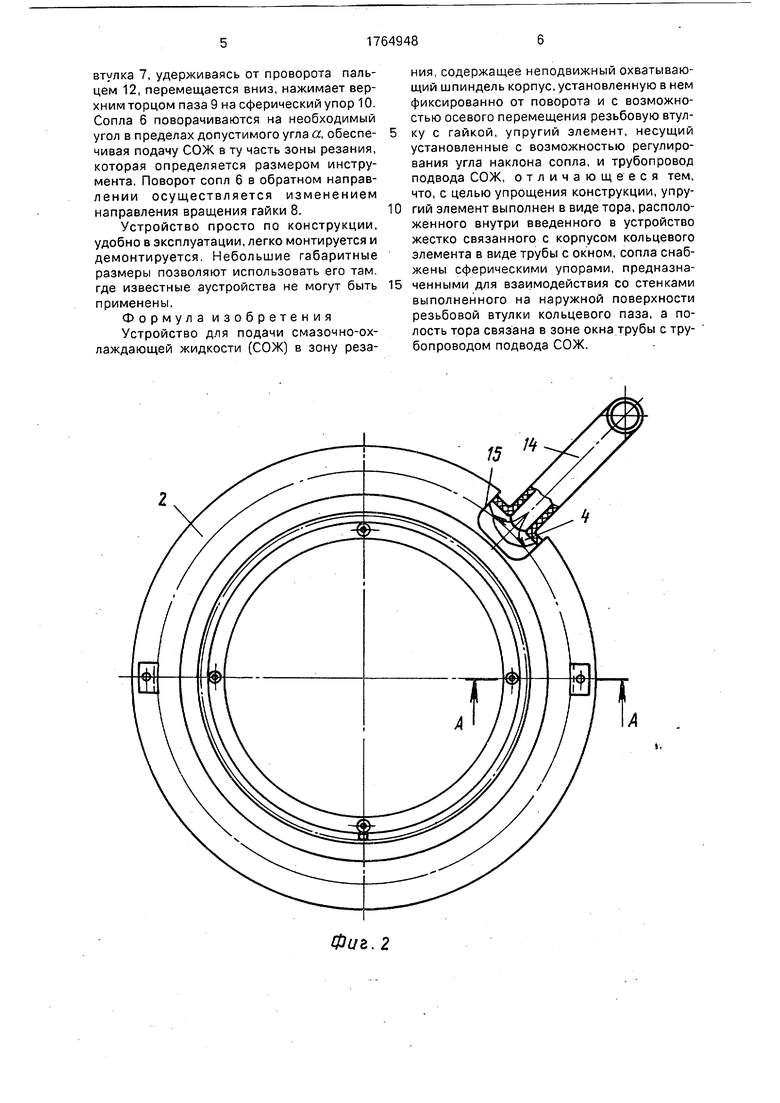
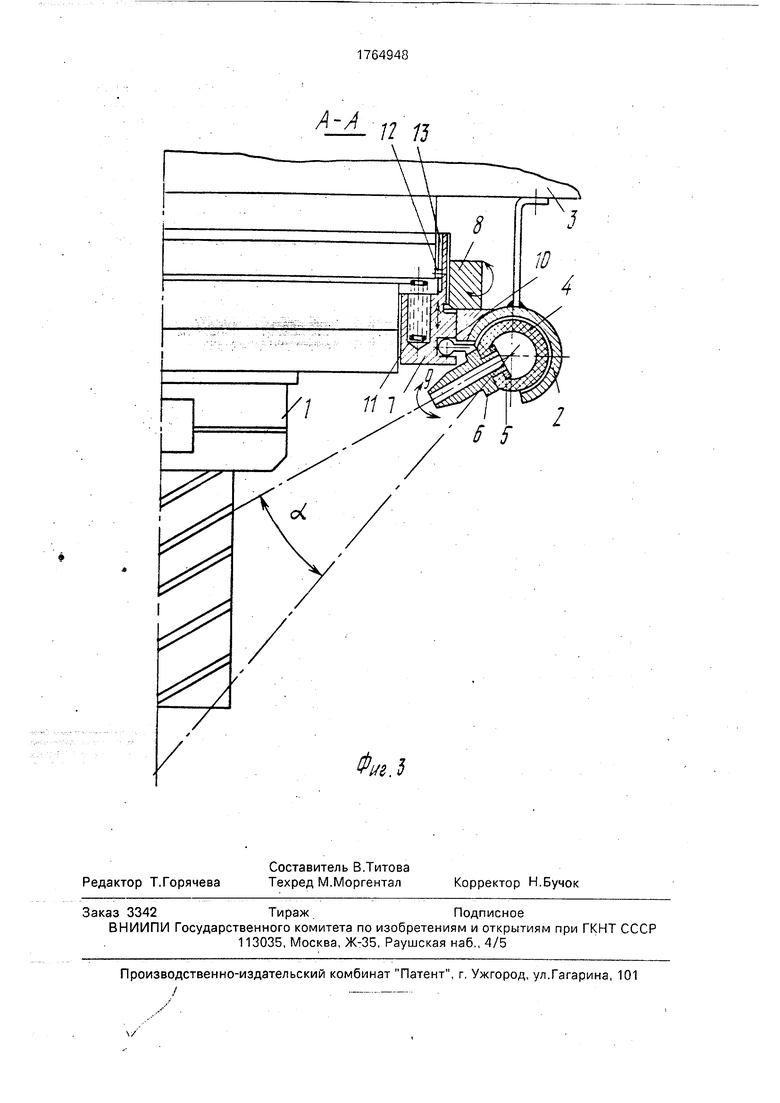
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2.
Предлагаемое устройство содержит охватывающий шпиндель 1 корпус 2,прикрепленный лапками к шпиндельной бабке 3. Корпус 2 включает в себя кольцевой элемент в виде трубы, внутри которого помещен упругий элемент выполненный в виде тора - свернутой в кольцо трубы, например, из резины малой или средней твердости В стенке упругого элемента 4 по внутреннему диаметру выполнены отверстия, в которые вставлены и ввинчены в крепежную планку 5 резьбовыми концами сопла 6. Крепежная планка 5 помещена внутрь упругого элемента 4. Она выполнена, например, из пружинистой стали и имеет поперечные прорези для образования ослабленных сечений по всей длине, что ведет к снижению ее поперечной и крутильной жесткости. При этом снижается и предельная жесткость, но в такой степени, что обеспечивается введение планки внутрь упругого элемента 4 и совмещение ее отверстий с отверстиями в элементе 4. В функцию крепежной планки 5 входит обеспечение равномерной упругой деформации всего кольцевого контура упругого элемента 4, при этом внутренняя поверхность кольцевого элемента корпуса 2 является для упругого элемента 4 опорой и не дает ему произвольно деформироваться.
В отверстии корпуса 2 установлена с возможностью осевого перемещения резьбовая втулка 7, на которую навинчена гайка
8. Втулка 7 снабжена кольцевым пазом 9, предназначенным для взаимодействия со сферическими упорами 10, которыми снабжены сопла 6. По торцу втулки 7 равномерно по окружности расположены отверстия, в
которых установлены пружины 11, упирающиеся в неподвижную часть бабки 3. На бабке 3 установлен палец 12, взаимодействующий с пазом 13, предусмотренным в резьбовой втулке 7 для исключения ее проворота при вращении гайки 8 Для регулирования угла а наклона сопл в станках с ручным управлением гайка 8 для ее поворота может быть снабжена рукоятками, а в станках с высоким уровнем автоматизации
осевое перемещение втулки 7 может осуществляться через гайку 8 с помощью электро- гидропневмопривода.
Подвод СОЖ к устройству осуществляется с помощью трубопровода 14, подсоединяемого к упругому элементу 4, например, способом вулканизации или при помощи элементов арматуры. Для этого в кольцевом элементе корпуса 2 предусмотрено окно 15.
Устройство работает следующим образом.
В исходном положении пружины 11 прижимают гайку 8 нижним торцом к фланцу 2, отталкиваясь от неподвижного упора шпиндельной бабки 3. При этом все сопла 6 с помощью упоров 10 удерживаются в крайнем верхнем положении. При подаче СОЖ в упругий элемент 4 через трубопровод 14 струи жидкости направлены в верхнюю
часть зоны резания, что обеспечивает охлаждение самого короткого режущего инструмента. При вращении гайки 8 против часовой стрелки вручную или от механического привода, управляемого дистанционно например, по программе ЧПУ, резьбовая
втулка 7, удерживаясь от проворота пальцем 12, перемещается вниз, нажимает верхним торцом паза 9 на сферический упор 10. Сопла 6 поворачиваются на необходимый угол в пределах допустимого угла «, обеспечивая подачу СОЖ в ту часть зоны резания, которая определяется размером инструмента. Поворот сопл 6 в обратном направлении осуществляется изменением направления вращения гайки 8.
Устройство просто по конструкции, удобно в эксплуатации, легко монтируется и демонтируется. Небольшие габаритные размеры позволяют использовать его там. где известные аустройства не могут быть применены.
Формула изобретения Устройство для подачи смазочно-ох- лаждающей жидкости (СОЖ) в зону резания, содержащее неподвижный охватывающий шпиндель корпус, установленную в нем фиксированно от поворота и с возможностью осевого перемещения резьбовую втулку с гайкой, упругий элемент, несущий установленные с возможностью регулирования угла наклона сопла, и трубопровод подвода СОЖ, отличающееся тем, что, с целью упрощения конструкции, упругий элемент выполнен в виде тора, расположенного внутри введенного в устройство жестко связанного с корпусом кольцевого элемента в виде трубы с окном, сопла снабжены сферическими упорами, предназначенными для взаимодействия со стенками выполненного на наружной поверхности резьбовой втулки кольцевого паза, а полость тора связана в зоне окна трубы с трубопроводом подвода СОЖ.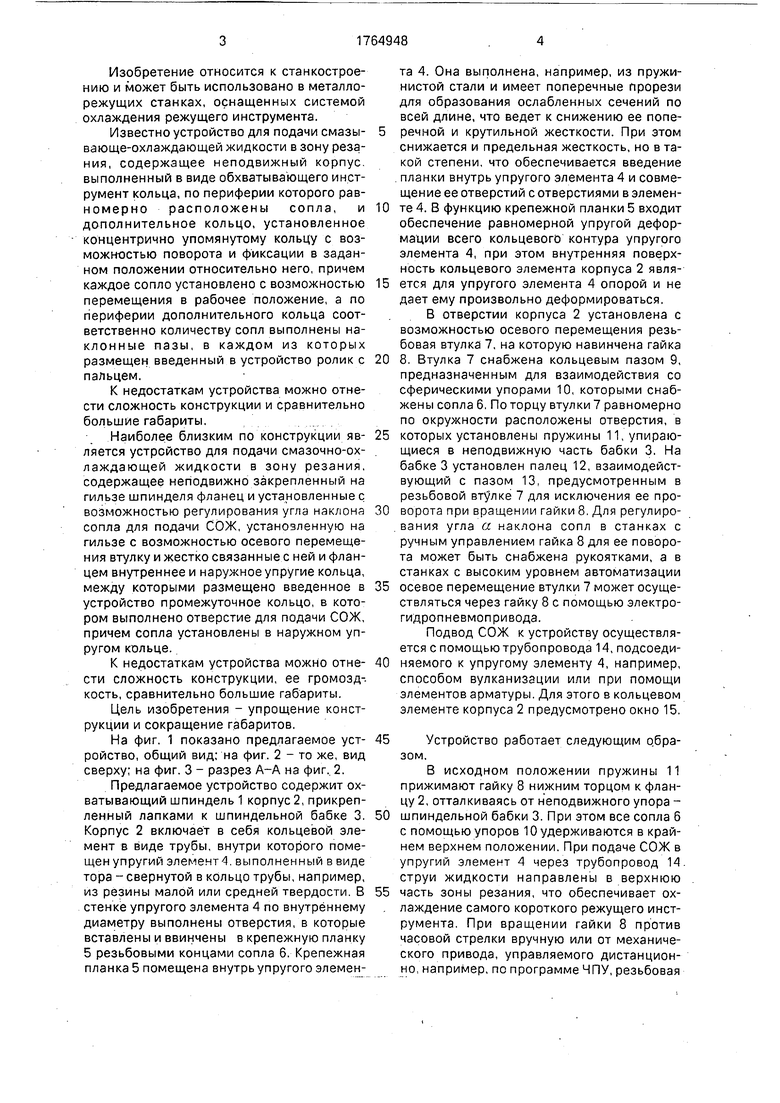
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| Устройство для протягивания | 1984 |
|
SU1316757A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| Устройство для подвода смазочно-охлаждающей жидкости | 1980 |
|
SU876372A1 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
Использование: охлаждение зоны резания металлорежущих станков. Сущность изобретения: устройство содержит неподвижный корпус 2 и жестко связанный с ним элемент в виде трубы, внутри которого расположен упругий элемент 4 в виде тора, несущий сопла 6. Сопла 6 снабжены сферическими упорами, взаимодействующими со стенками кольцевого паза на наружной поверхности резьбовой втулки 7. Полость тора связана в зоне имеющегося в трубе окна с трубопроводом подачи смазочно-охлажда- ющей жидкости (СОЖ). При вращении гайки 8 против часовой стрелки резьбовая втулка 7, удерживаясь от проворота пальцем 12, перемещается вниз, нажимает верхним торцом паза 9 на сферический упор 10. Сопла 6 поворачиваются на необходимый угол в пределах допустимого угла, обеспечивая подачу СОЖ в часть зоны резания, определяемую размером инструмента. Поворот сопл 6 в обратном направлении осуществляется вращением гайки в противоположном направлении.3 ил. СП С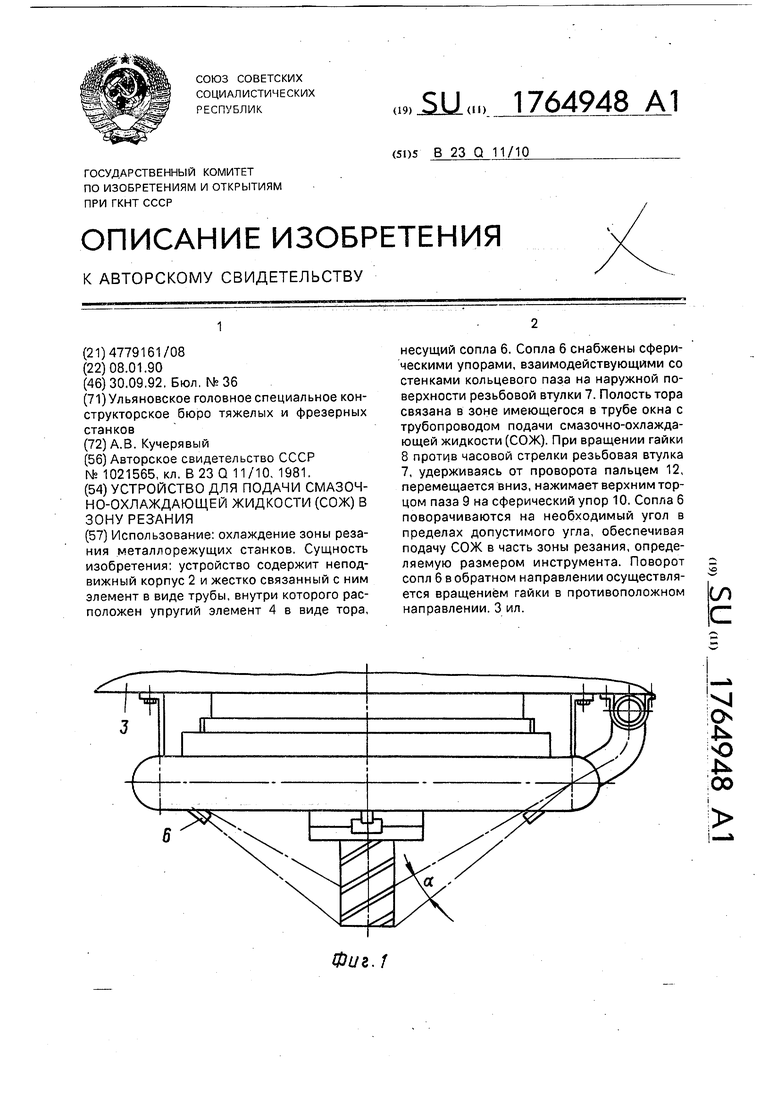
Фиг. 2
А-А
Фт.Ъ
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания | 1982 |
|
SU1021565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
