(Л
ния - повьшеиие надежности соединения за счет обеспечения постоянного контакта соответствующих поверхностей Д при усадке полимерной Д и снижения концентрации напряжений на боковых поверхностях полимерной Д в процессе образования соединения путем формирования полимерной Д в металлической, например, методом литья или прессования. Соединение состоит JH3 металлических зубчатого венца 1 И ступицы 2. На внутренней поверхности 4 зубчатого венца.1 выполнены
впадины трапецеидальной формы с меньшим основанием, обращенным к оси соединения. Между венцом 1 и ступицей 2 размещен полимерный обод 7 с выступами. Выполнение впадин трапецеидальной формы с меньшим основанием, обра- щенньм к оси соединения, а также угла наклона боковых поверхностей впадин, исходя из определенного соотношения, позволяет обеспечить постоянный контакт соединяемых материалов, что в свою очередь повышает надежность соединения. 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1987 |
|
SU1433743A1 |
| Способ обработки отверстий | 1987 |
|
SU1479262A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| УПРУГОЕ ЗУБЧАТОЕ КОЛЕСО | 1991 |
|
RU2019763C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| Ведущее колесо гусеничного движителя | 1990 |
|
SU1773788A1 |
| Способ упрочнения цилиндрических деталей с выступами | 1977 |
|
SU977089A2 |
| ПРИВОД ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2126899C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| Упругое составное зубчатое колесо | 1983 |
|
SU1218221A1 |

Изобретение относится к машиностроению и может быть использовано, преимущественно для соединения кон- центрично расположенных деталей (Д), одна из которых (наружная) выполнена, например, из металла, а другая (внутренняя) -из полимерного материала, подвергающегося в процессе образования соединения усадке. Цель изобрете
1
Изобретение относится к машиностроению и может быть использовано, :преимущесТвено для соединения кон- центрично расположенных деталей, одна из которых (наружная) выполнена, например, из металла, а другая (внутренняя) из полимерного материала, подвергающегося в процессе образования соединения усадке.
Целью изобретения является повышение надежности соединения за счет обеспечения постоянного контакта соответствующих поверхностей деталей при усадке полимерной детали и снижения концентрации напряжений на боковых поверхностях полимерной детали в процессе образования соединения путем формирования полимерной детали в металлической, например, методом литья или прессования.
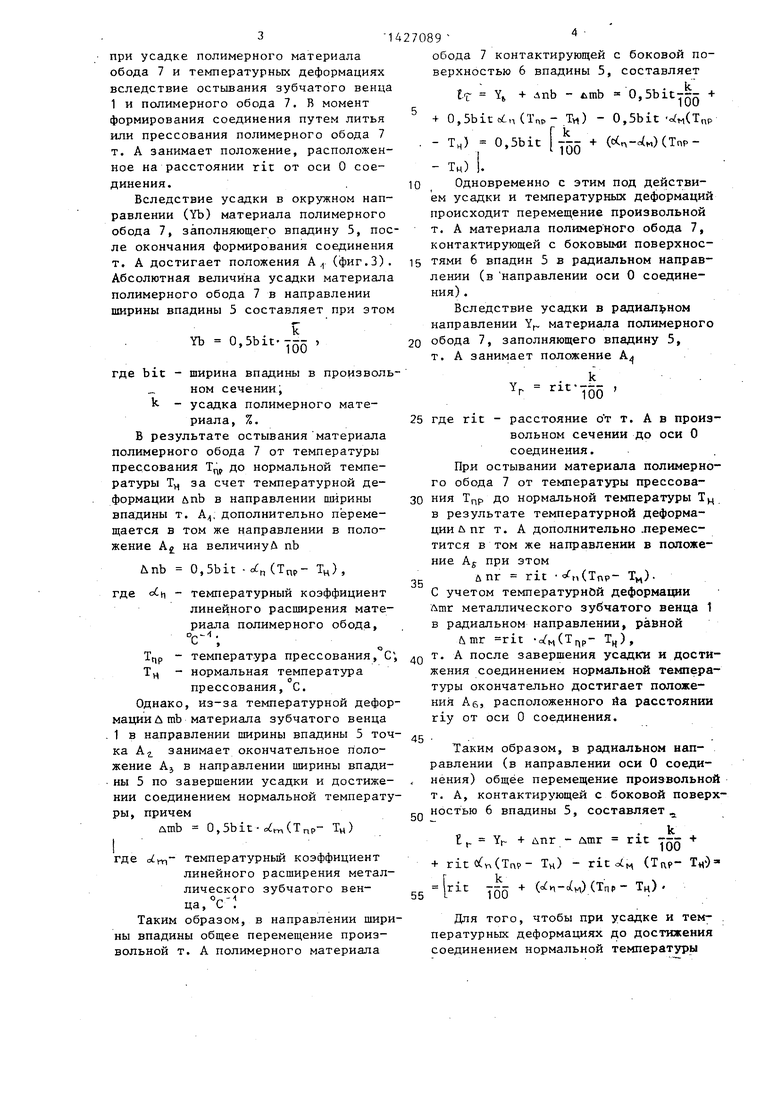
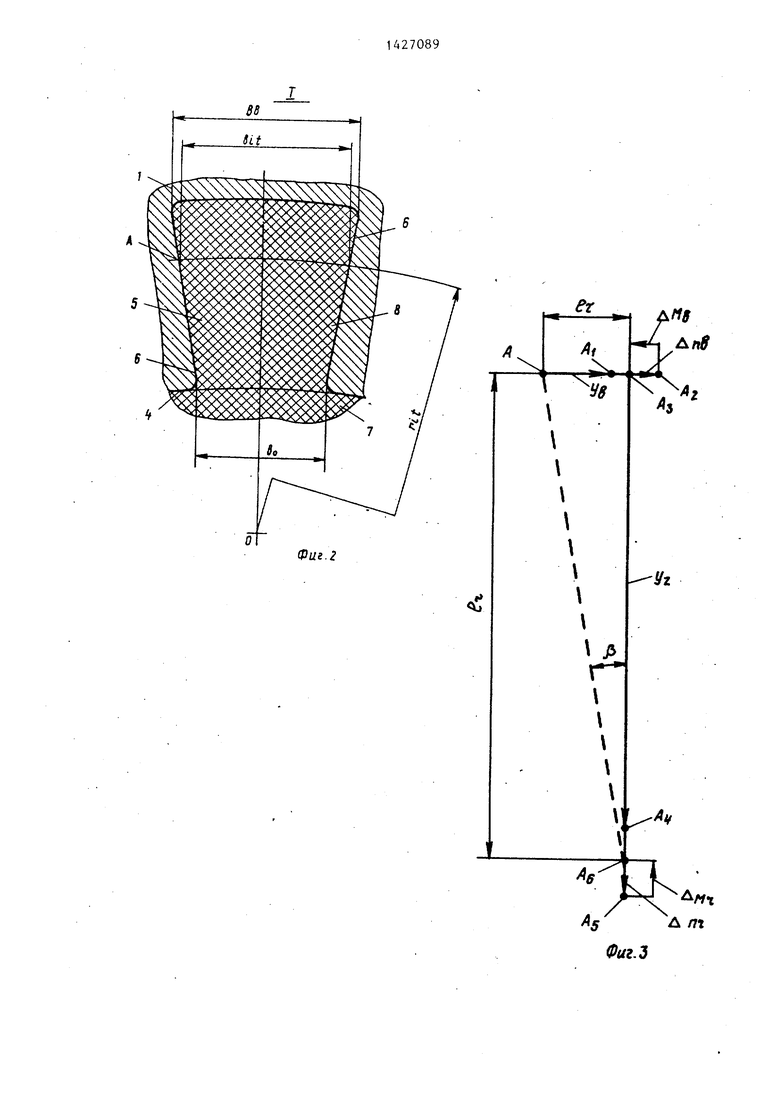
На фиг.- 1 изображено соединение деталей, поперечный разрез; на фиг.2узел I на фиг. 1 (после заполнения впаднн металлической детали полимерным материалом); на фиг. 3 - расчетная схема перемещения точек полимерной детали при ее усадке и остывании по боковой поверхности впадины металлической детали; на . 4 - узел I на фиг. 1 (после усадки полимерного материала и достижения соединением нормальной температуры.
Соединение деталей состоит из металлических зубчатого венца 1 и ступицы 2 с наружной поверхностью 3. На внутренней поверхности 4 зубчатого венца 1 расположены впадины 5 с ос5
нованием bo, вершинами bb и боковыми поверхностями 6, при этом основания bo впадин 5 выполнены меньшими по размеру относительно вершин их bb, т.е. впадины в плоскости, перпендикулярной оси соединения, имеют трапецеидальную форму. Между зубчатым венцом 1 и ступицей 2 размещен полимерный обод 7 с выступами 8 (получен- 0 ньй литьем или прессованием полимерного материала обода 7 в пресс-форме с установленными в ней зубчатым венцом 1 и ступицей 2).
Соединение деталей работает сле- дуюш;им образом.
Соединение устанавливают на вал по ступице 2 в узел механизма, например редуктора. Если соединение является ведущим элементом, то крутящий момент передается от вала на ступицу- 2, затем на полимерный обод 7 (так как при усадке полимерного материала обода 7 он жестко охватывает наружную поверхность 3 ступицы 2, образуя с ней неподвижное соединение) и его выступы 8, далее через боковые поверхности 6 зубчатого венца 1 на его зубья, а от них на зубья сопряженного зубчатого колеса. Если соединение является ведомым элементом, то крутящий момент передается в обратном порядке.
Рассмотрим перемещение т. А мате- р иала полимерного обода, расположен- 5 ной в произвольном сечении bit на расстоянии ric от оси О соединения, по боковой поверхности 6 впадины 5
0
5
0
при усадке полимерного материала обода 7 и температурных деформациях вследствие остьшания зубчатого венца 1 и полимерного обода 7. В момент формирования соединения путем литья или прессования полимерного обода 7 т. А занимает положение, расположенное на расстоянии rit от оси О соединения.
Вследствие усадки в окружном направлении (Yb) материала полимерного обода 7, заполняющего впадину 5, после окончания формирования соединения т, А достигает положения А (фиг.З). Абсолютная величина усадки материала полимерного обода 7 в направлении ширины впадины 5 составляет при этом
Yb 0,5bit. ,
где bit k
ширина впадины в произвольном сечении,
усадка полимерного материала, %.
В результате остывания материала полимерного обода 7 от температуры прессования Тц до нормальной температуры 1ц за счет температурной деформации лпЬ в направлении ширины впадины т. А, дополнительно перемещается в том же направлении в положение А на величинуД пЬ
ДпЬ 0,5bit -оС СТпр- Тц),
где температурный коэффициент линейного расширения материала полимерного обода,
,
Т(,р - температура прессования, С Тц - нормальная температура
прессования, С.
Однако, из-за температурной деформации л mb материала зубчатого венца 1 в направлении ширины впадины 5 точка А занимает окончательное положение AJ в направлении ширины впадины 5 по завершении усадки и достижении соединением нормальной температуры, причем
лшЬ 0,5bif (ТПР- Тц)
где температурный коэффициент
линейного расширения металлического зубчатого вен- ца,°СТаким образом, в направлении ширины впадины общее перемещение произвольной т. А полимерного материала
а 1427089 -
обода 7 контактирующей с боковой поверхностью 6 впадины 5, составляет
0.5bit- 5
0
5
0
ЕТ - Y& + лпЬ - лтЬ
+ 0,5bitcin(Tnp- Ту,) - 0,5bit -о мСТпр Г k
-TH) 0,5bic - + (c,-o(„)(Tw-TH) .
Одновременно с этим под действием усадки и температурных деформаций происходит перемещение произвольной т. А материала полимерного обода 7, контактирующей с боковыми поверхностями 6 впадин 5 в радиальном направлении (в направлении оси О соединения) .
Вследствие усадки в радиал 5 ном направлении У материала полимерного обода 7, заполняющего впадину 5, т. А занимает положение А,.
Yr
Too
25 где rit - расстояние от т. А в произвольном сечении до оси О соединения.
При остывании материала полимерного обода 7 от температуры прессова30 ния ТПР до нормальной температуры Тц в результате температурной деформации и пг т. А дополнительно .переместится в том же направлении в положение AJ при этом
35 йпг rit мСТпр- Т„).
С учетом температурной деформации лтг металлического зубчатого венца 1 в радиальном направлении, равной
Лтг rit с. Т,), т. А после завершения усадки и достижения соединением нормальной температуры окончательно достигает положения Аб, расположенного йа расстоянии riy от оси О соединения.
Таким образом, в радиальном направлении (в направлении оси О соединения) общее перемещение произвольной т. А, контактирующей с боковой поверх- gQ ностью 6 впадины 5, составляет .
40
45
U
Yf- + дпг - лтг
Too
55
+ ritoCn(Tnp- TH) - ( +,)
rit YQQ + () (ТПР - TH)
Для того, чтобы при усадке и температурных деформациях до достижения соединением нормальной температуры
5142
произвольная т. А, лежащая на поверхности контакта полимерного материала обода 7 с боковой поверхностью 6 впадины 5, перемещалась по поверхности контакта без образования зазора и на
/Ь arctg :- arctg
0, + ()(Тпр- Т, )J + ()(ТПР- TM)
ще ft - угол наклона боковой пЪверх ; КОСТИ впадины к плоскости ; проходящей через ось соеди- ; нения.
°( Таким образом, вьтолнение в пред- л|1гаемом соединении впадин охватыва- юЦей детали в виде трапеции с меньшим основанием, обращенным к оси срединения, и угла наклона боковых поверхностей впадин, равно
i PL bit i Jb- arctg 2--
обеспечивает постоянный контакт материала полимерного обода, заполняющего впадины металлической охваты- вающей детали, с боковыми поверхностями впадин без образования между ними зазора, приводящего к снижению н:адежности соединения, и без образования натяга между ними, приводящего к концентрации напряжений в полимерном материале вследствие упруговяз- ких деформаций, снижающих нагрузоч- йые характеристики соединения, что повышает надежность соединения деталей на 40-50% по сравнению с соединением , выполненным по прототипу,
Формула изобретения
Неразъемное соединение деталей, преимущественно металлической с поди мерной, содержащее концентрично растяга между ними в конечном положении Аб, угол наклона боковой поверхности 6 впадины 5 к плоскости, проходящей через ось О соединения, должен выби- .раться по соотношению
bit arctg 2-положенные внутреннюю полимерную и наружную металлическую детали, последняя из которых выполнена с впадинами на внутренней поверхности, о т- личающееся тем, что, с целью повышения надежности соединения путем обеспечения постоянного контакта соответствующих поверхностей деталей при усадке полимерной детали и снижения концентрации напряжений на ее боковых поверхностях в процессе образования соединения, впадины металлической детали в плоскости, перпендикулярной оси соединения, вьтол- нены трапецеидальной формы с меньшим основанием, обращенным к оси соединения, при этом угол наклона боковых поверхностей впадин к их плоскости
симметрии, проходящей через ось соединения, выбирается из следующего соотношения:
„ bit |Ь arctg 2-
где - угол наклона боковой поверхности впадины металлической детали к плоскости, проходящей через ось соединения, град;
ширина впадины металлической детали в произвольном сечении , мм ,
расстояние от произвольного сечения впадины до оси соединения, мм.
bit rit
ег
Фиг.З
Щиг.
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ | 0 |
|
SU404599A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
