.4
СО 00
-1
СО
Фи1
Изобретение относится к способам соединения деталей и может быть использовано преимущественно для сое- ди 1ения деталей, входящих одна в другую, одна из которых, наружная, выполнена, из металла, а другая внутренняя, из полимерного материала, подвергающегося усадке
Целью изоб.ретения является повышения надежности соединения путем обеспечения постоянного контакта металлической детали с полимерным материалом при его усадке
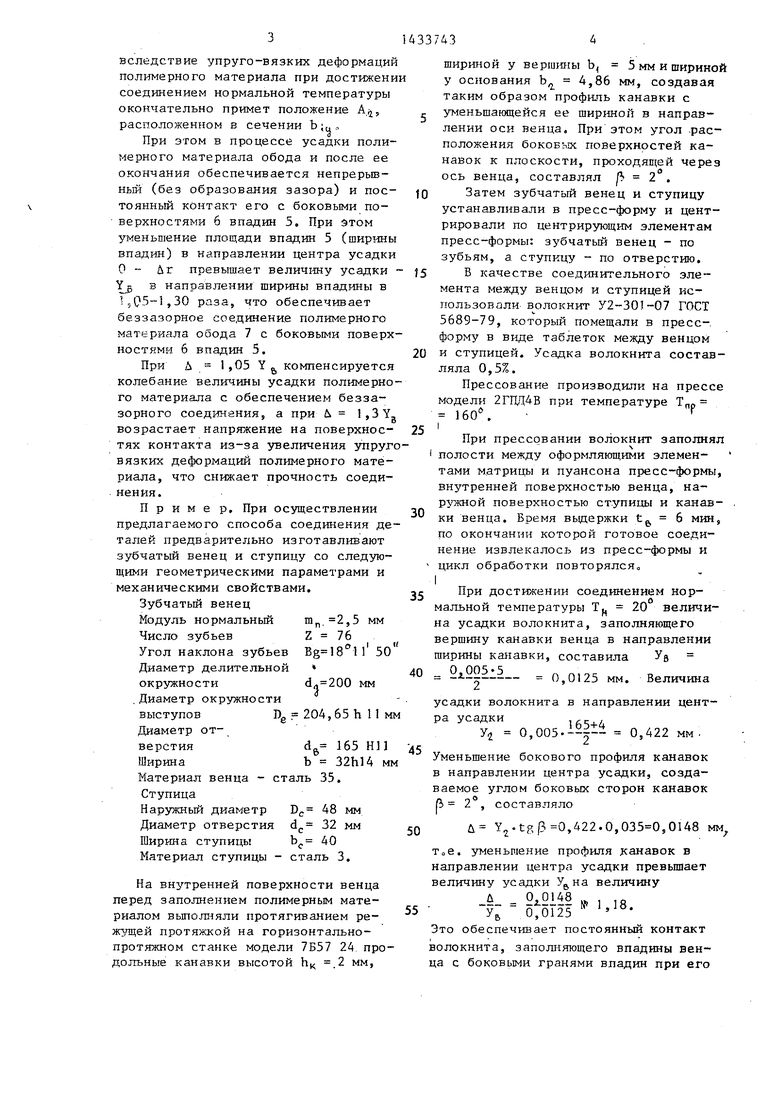
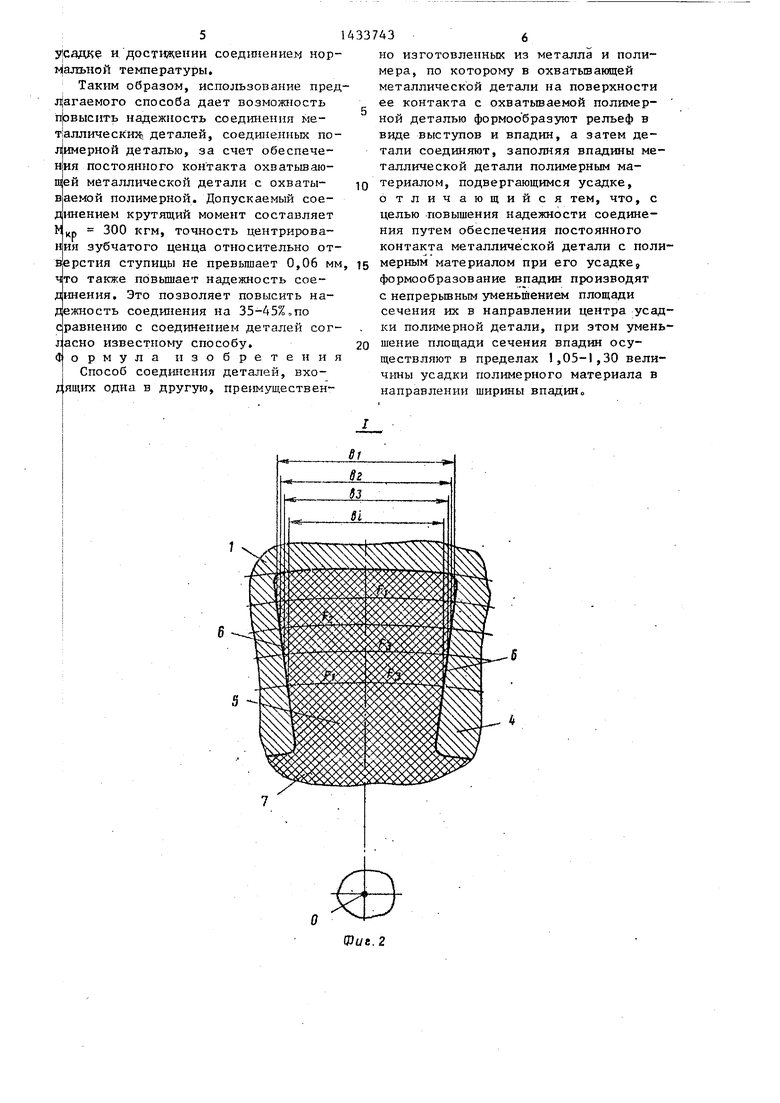
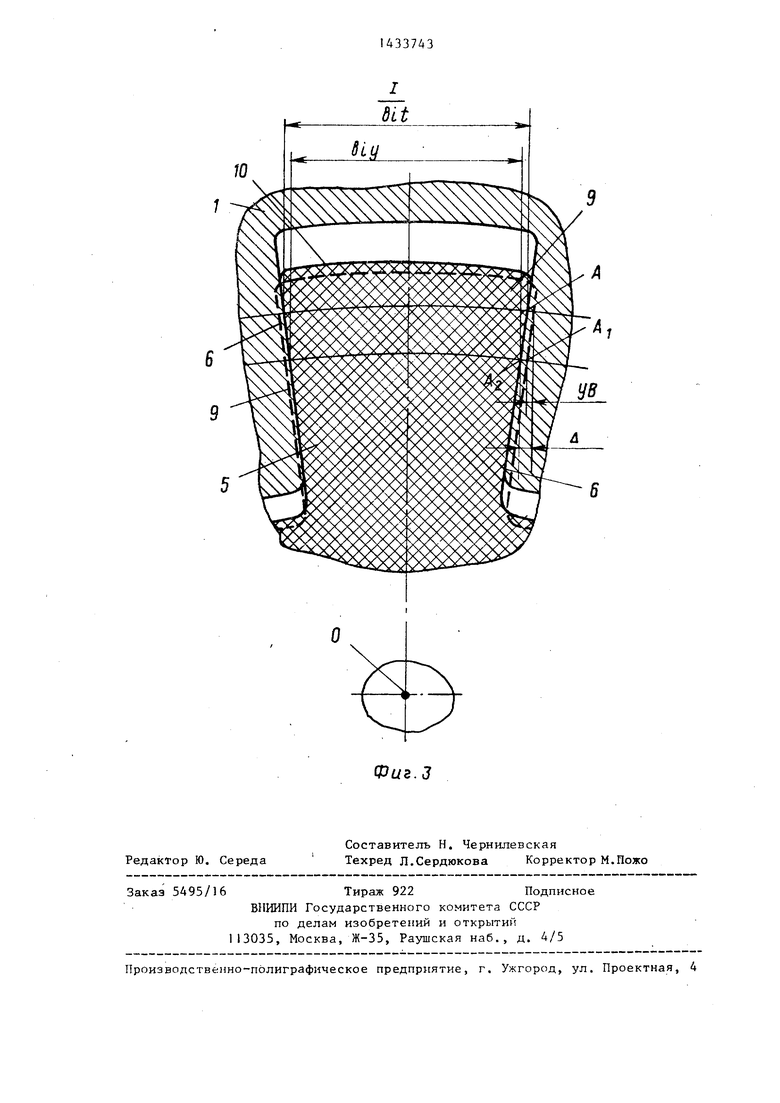
На фиг. 1 показана схема осуществления предлагаемого способа; на фиг. 2 - узел I на фиг, (после заполнения внутренней полости и впа- Д1Ш полимерным материалом); на фиг, 3 - то же, после усадки полимерного материала.
При осуществлении предлагаемого способа соединения деталей металлические зубчатый венец 1 и ступицу 2 устанавлива от в матрицу пресс-формы (не показана) и центрируют их друг относительно друга но центрирующим поверхностям матрицы - зубчатый венец 1 по зубьям, а стзтицу 2 по отверстию.
На внутренней поверхности 3 зубчатого венца 1 предварительно выполнен рельеф в виде выступов 4 и впадин 5 с боковыми поверхностями 6, При этом площадь впадин 5 непрерывно уменьшают к центру О (центр усадки полимерного материала), т«е. соблюдают неравенство F, - F , а в частном случае при одинаковом профиле впадины 5 по длине зубчатого венца 1 соблюдают неравенство
Ь, Ь,
Ъ Ь; и таким образом
ширину впадин 5 непрерьгоно уменьща- ют к центру усадки О,
;
Затем в матрицу между зубчатым венцом 1 и ступицей 2 размещают термореактивный полимерный материал, смыкают пресс-форму и под давлением при наличии температуры формируют полимерный обод 7 Материал пол1ше.р- ного обода 7 заполняет все пространство между зубчатым венцом 1, ступицей, 2 и формообр азующими поверхностями матрицы и пуансона пресс- формы, а также впадины 5, полимери- зуется под воздействием температуры, давления и выдержки по времени, образуя неразъемное соединение зубчатого венца 1 со ступицей 2 через полимерный обод 7.
Далее по истечении времени вы- держки пресс-(}к)рму. раскрьшают, соединение извлекают из матрицы и охлаждают его до нормальной температуры путем остьюания.
Вследствие того, что материал
0 полимерного обода 7 подвержен усадке и за счет превьпцения его температурного коэфф1пдиента линейного расширения над температурным коэффициентом линейного расширения ме5 таллического зубчатого венца ,. он стремится при охлаждении занять меньший объем, а его усадка направлена к центру усадки О, расположенному на оси соединения,
0 При этом полимерный обод 7 жестко охватьшает наруж1-гу о поверхность 8, ступицы 2, образуя неподвижное соединение с ней, и стремится оторваться от внутренней поверхности 3 зуб5 чатого венца 1 и его впадин 5 до достижения конечного положения 9, показанного пунктиром на фиг.З,
Однако поскольку площади впадин 5 (или ширину впадин при одинаковом
0 профиле впадин по длине зубчатого венца l) перед заполнением их поли- мерньм материалом обода 7 непрерьш- но уменьшают по направлению к центру усадки О, при усадке полимерного
5 материала обода 7 происходит непре- рьюный контакт его с боковыми поверхностями 6 впадин 5 до достижения конечного положения 10, показанного основной линией на фиг 3,
0
Рассмотрим перемещение точки А,
расположенной в произвольном сечении Ь , на поверхности контакта материала полимерного обода 7 с боко- с вой поверхностью 6 впадины 5 при
его усадке, В момент прессования она занимает цоложение А. Вследствие усадки материала полимерного обода 7 и разности те тературных коэффициентов линейного расширения метал- ла зубчатого венца 1 и полимерного материала обода точка А стремится занять положение А,, сместивпгась в направлении ширины впадины к ее центру на величину усадки Yg, Однако в результате непрерьшного уменьшения ширины впадин 5 (площади впадин 5) в направлении центра усадки , О на
0
йг Y
6
точка
А
вследствие упруго-вязких деформаций полимерного материала при достижени соединением нормальной температуры окончательно примет положение А, расположенном в сечении Ь;ц„
При этом в процессе усадки полимерного материала обода и после ее окончания обеспечивается непрерывный (без образования зазора) и пос- тоянный контакт его с боковыми поверхностями 6 впадин 5. При этом уменьшение площади впадин 5 (ширины впадин) в направлении центра усадки О - иг превышает величину усадки Y в направлении ширины впадины в :jQ5-i,30 раза, что обеспечивает беззазорное соединение полимерного материала обода 7 с боковыми поверхностями 6 впадин 5.
При Л 1,05 Y компенсируется колебание величины усадки полимерного материала с обеспечением беззазорного соединения, а при 1,3 Yg возрастает напряжение на поверхнос- тях контакта из-за увеличения упруго вязких деформаций полимерного материала, что снижает прочность соединения.
Пример, При осуществлении
предлагаемого способа соединения деталей предварительно изготавливают зубчатый венец и ступицу со следующими геометрическими параметрами и механическими свойствами. Зубчатый венец
Модуль нормальный m„. 2,5 мм Число зубьевZ 76
Угол наклона зубьев 50 Диаметр делительной окружности .Диаметр окружности выступовDg 204, 65 h 11 мм
Диаметр отверстияdg 165 HI Ширина b 32Ы4 мм Материал венца - сталь 35, Ступица
Наружный диаметр D;. 48 мм Диаметр отверстия 32 мм
Ширина ступицыЬ 40
Материал ступицы - сталь 3,
d.200 мм
На внутренней поверхности венца перед заполнением полимерным материалом выполняли протягиванием ре- жзтцей протяжкой на горизонтально- протяжном станке модели 7Б57 24 продольные канавки высотой h .2 мм.
Q J5 20
5
0
5
шириной у вершины Ь, 5 мм и шириной у основания Ь 4,86 мм, создавая таким образом профиль канавки с уменьшакщейся ее шириной в направлении оси венца. При этом угол .расположения 6oKOBbix поверхностей канавок к плоскости, проходящей через ось венца, составлял 2°,
Затем зубчатый венец и ступицу устанавливали в пресс-форму и центрировали по центрирующим элементам пресс-формы: зубчатый венец - по зубьям, а ступицу - по отверстию,
В качестве соединительного элемента между венцом и ступицей использовали в олокнит У2-301-07 ГОСТ 5689-79, который помещали в пресс- форму в виде таблеток между венцом и ступицей. Усадка волокнита составляла 0,5%,
Прессование производили на прессе модели 2ГДЧ4В при температуре Тпо
60
I
При прессовании волокнит заполнял полости между оформляющими элемен- тами матрицы и пуансона пресс-формы, внутренней поверхностью венца, наружной поверхностью ступицы и канавки венца. Бремя вьдержки tg 6 мин, по окончании которой готовое соединение извлекалось из пресс-формы и цикл обработки повторялся
I
При достижении соединением нормальной температуры Т 20 величина усадки волокнита, заполняющего вершину канавки венца в направлении ширины канавки, составила УВ
40
0,0125 мм. Величина
усадки волокнита в направлении цент- ра усадки
У2 0,005.---- 0,422 мм.
Уменьшение бокового профиля канавок в направлении центра усадки, создаваемое углом боковых сторон канавок 2°, составляло
Л Y..,.,422.0,,0148 мм
Тое, згменьшение профиля дсанавок в направлении центра усадки превьш1ает величину усадки величину
U О 0148 д -у- - О,0125 Это обеспечивает постоянный контакт
волокнита, заполняющего впадины венца с боковыми гранями впадин при его
усадке и достижении соединением нор- м|альной температуры.
Таким образом, использование пред- л|агаемого способа дает возможность п|овысить надежность соединения ме- т|аллическш5 деталей, соединенных по- имерной деталью, за счет обеспече- н|ия постоянного контакта охватьшаю- щей металлической детали с охваты- ваемой полимерной. Допускаемый соединением крутящий момент составляет 300 кгм, точность центрирования зубчатого ценца относительно отверстия ступицы не превьппает 0,06 мм, 15 что также повышает надежность соединения. Это позволяет повысить надежность соединения на 35-45%,по сравнению с соединением деталей сог14337436
но изготовленных из мера, по которо гу в
по которо гу в металлической детал ее контакта с охват ной деталью формооб виде выступов и впа тали соединяют, зап таллической детали териалом, подвергаю отличающий целью повышения над ния путем обеспечен контакта металличес мерным материалом п формообразование вп с непрерьшным уменьш сечения их в направ ки полимерной детал шение площади сечен ществляют в предела чины усадки полимер направлении ширины
асно известному способу, ормула изобретения
Способ соединения деталей, входящих одна в другую, преимуществен5
но изготовленных из мера, по которо гу в
0
металла и поли- по которо гу в охватывающей металлической детали на поверхности ее контакта с охватьшаемой полимерной деталью формообразуют рельеф в виде выступов и впадин, а затем детали соединяют, заполняя впадины металлической детали полимерным материалом, подвергающимся усадке, отличающийся тем, что, с целью повышения надежности соединения путем обеспечения постоянного контакта металлической детали с полимерным материалом при его усадке, формообразование впадин производят с непрерьшным уменьшением площади сечения их в направлении центра усадки полимерной детали, при этом уменьшение площади сечения впадин осуществляют в пределах 1,05-1,30 величины усадки полимерного материала в направлении ширины впадиНо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1987 |
|
SU1479262A1 |
| Неразъемное соединение деталей,преимущественно металлической с полимерной | 1987 |
|
SU1427089A1 |
| Ведущее колесо гусеничного движителя | 1990 |
|
SU1773788A1 |
| Зубчатое колесо | 1987 |
|
SU1388642A1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2628833C1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| ПРИВОД ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2126899C1 |
| ФРИКЦИОННАЯ ДИСКОВАЯ МУФТА | 1972 |
|
SU419653A1 |
| КОСОЗУБАЯ ШЕСТЕРНЯ | 2008 |
|
RU2381401C1 |
| Колесо рельсового транспортного средства | 1989 |
|
SU1775318A1 |
Изобретение относится к способам соединения деталей и может быть - использовано преимущественно для соединения деталей, входящих одна в , одна из которых, наружная. вьтолнена из металла, а другая, внут- реняя, из полимерного материала, подвергающегося усадке„ Цель - повышение надежности соединения. Способ соедршения деталей включает в себя создание на охватывающей металлической поверхности венца 1 рельефа, состоящего из выступов 4 и впадин (В) 5 ; Пттржадь сечения В 5 в тангенциальной, плоскости уменьшается по мере приближения к центру усадки сопряженного полимерного обода 7. Уменьшение площади сечения В 5 выбирают в пределах 1,05-1,30 величины усадки полимерно- ,го материала обода 7, заполняющего В 5. Полимерный материал обода 7 после полимеризации и усадки, независимо от усадки, сохраняет плотный контакт с охватьшаемой поверхностью, создавая надежность соед1шения, 3 илс, (Л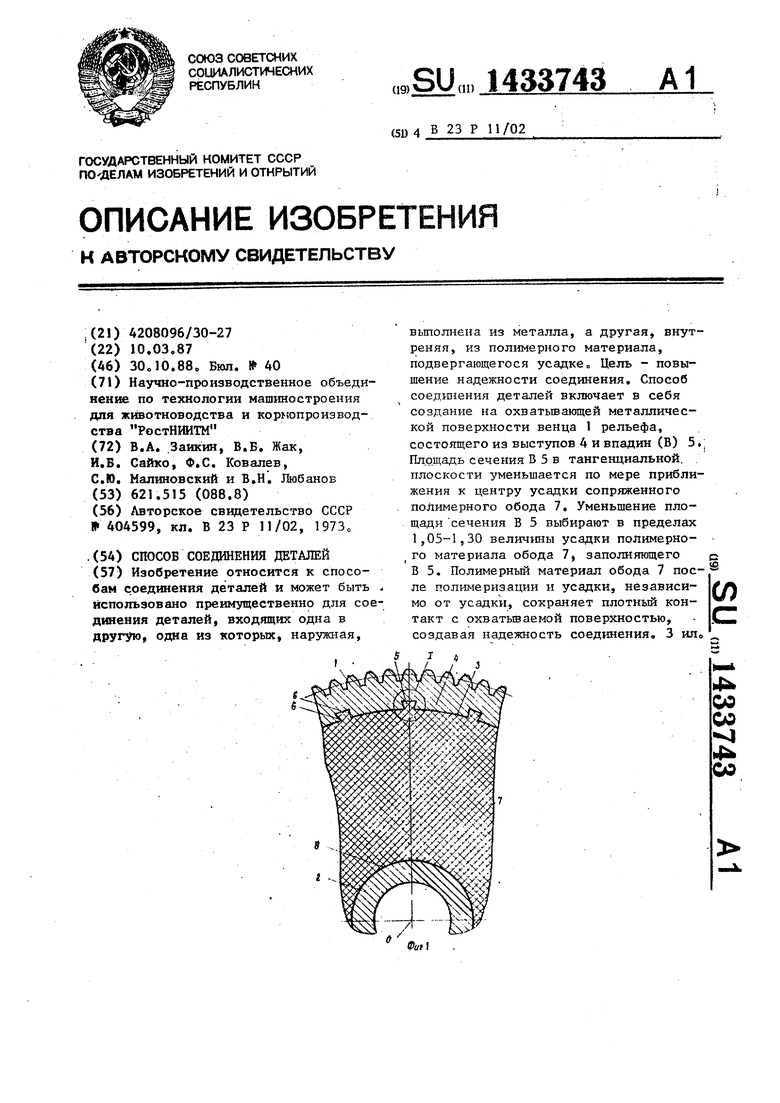
Фие.г
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ | 0 |
|
SU404599A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
