г
го
4
to
Ч
ю ю
со
Изобретение относится к конструкциям установок для оценки технологической прочности при сварке, преимущественно импульсной лазерной, и может быть использовано в научных исследованиях при разработке новых материалов и изучении их свариваемости а также в различных областях техники при отработке технологии сварки.
Цель изобретения - повьшение производительности и точности испытаний
На чертеже представлена кинематическая схема установки.
Установка содержит неподвижный за жим 1, закрепленный к панели 2, и подвижный зажим 3, жестко соединенны с зубчатой рейкой 4, для перемещения которой служит электродвигатель 5, . связанный с рейкой А через бесступен чатый механизм регулирования скорост деформирования, выполненный-в виде шарикового вариатора 6, и зубчатую пару 1,
Шариковый вариатор 6 состоит из диска 8, шарика 9, которьш размещён в обойме 10, ролика 11 и механизма 1 регулировки усилия проскальзывания со шкалой 13.
Механизм плавного изменения скорости состоит из рычага 14, дополнительного вала 15 ролика 11 с резьбовым участком, ходовой гайки 16, двух ползун ов 17, тяги 18, шарнирного узла крепления рычага 19 к корпусу вариатора (опоры рычага), дополнительной пары винт-гайка 20 для перемещения опоры рычага, шкалы 21 изменения скорости и шкалы 22 ускорения.
Пблзуны 17 установлены на рычаге 14 и один из них шарнирно связан с тягой 18 обоймы шарика 10, а другой- с гайкой 16 на дополнительном валу 15
Панель 2 установлена на столе лазерной установки Квант-10. Образец для испытаний состоит из двух-пластин 23, которые крепятся в зажимах 1 и 3 в нахлесточном положении и механизмом 24 поджимаются друг к другу для ведения сварки без зазора. Излучение оптического квантового генератора (ОКГ) 25 фокусируют и перемещаю во время испытаний по торцу верхней неподвижной пластины, нижнюю пластину перемещают с плавно убывающей скоростью.
Шаг резьбы (h) на дополнительном валу 15 выбирают в зависимости от диаметра ролика вариатора (DHON ), чис
0
5 0
ла оборотов входного и выходного валов (), времени изменения скорости деформирования образца (t), а также от положения шарика относительно центра диска вариатора в начальный момент (HO). Скорости в точках А и С находят из вьфажений:
VA и),.Н;
Vc uivH,
где uJ - угловая скорость;
Н - расстояние от центра диска до места контакта шарика с диском вариатора. Расстояние Н изменяется по линейному закону
Н HO - h-n -t;
(1)
(2)
как V
с
u).
22ал.
а ui,.H,
ч
Dpo™
Подстановкой вьфажения (2) учают
. 2иЗ,(Но - .
LOj-- -l- .
PO
(3) (3)
(4)
30
Поскольку
u 1.Б 30
5
ОГпг 30
2 irn,j. HO, 217 ni.h-ntt
- зо в7о
2nj.Ho
2n,
D
и
РОЛ
Следовательно:
30 D,,,, h. nit
po
), (5)
(6)
0
5
0
5
u I (M-i ) t V, 2n, -
(7)
Устройство работает следующим образом.
4
С помощью механизма 12 по шкале 13 устанавливают усилие проскальзывания вариатора. По шкале 21 устанавливают максимально возможную скорость деформации (40 10 м/с) (положение А) так, чтобы исчерпать запас пластичности сварочной ванны в ТИХ и заведомо разрушить сварную точку в ТИХ. Положение опоры рычага 19, устанавливаемое и регистрируемое по шкале ускорения, может быть изменено при повторных испытаниях с помощью дополнительной пары винт- гайка 20. Включают электродвигатель , вращательньй момент последовательно передается на диск вариатора 6,
шарик 9, ролнк 11 с. дополнительным валом 15. Гайка 16 преобразует вращательное движение в поступательное, перемещается по резьбовому участку дополнительного вала 15 и движет рычаг 14, тягу 18, обойму 10 с шариком 9 вариатора. По мере вращения ведомого ролика 11 с аополнительным валом 15 гайка 16 перемещается и через рычаг 14 изменяет положение шарика вариатора 6 относительно центра ведущего диска 8, а следовательно и передаточное отношение вариатора. Скорость деформации плавно изменяется от одной сварочной ванны к другой до тех пор, пока значение последней не будет равной нулю (положение В) или критической (сварная точка с тре- п;иной) за счет проскальзывания шарика 9 по ролику 11 вариатора. Растягивающее усилие, развиваемое приводом 5, ограничивают с помощью механизма 12. Максимальную величину усилия проскальзывания устанавливают механизмом 12 регулировки таким образом, чтобы предотвратить разрушение сварной точки при температурах, ниже ТИХ Величина усилия проскальзывания PMQ.C ,
где ( временное сопротивление разрыва испытуемого материала при температуре, равной 0,8 т.пл.. Па-, коэффициент равный 0,6-0,7 для определения допустимых напряжений среза; площадь поперечного сечения единичной сварной точки, мп максимальная величина усилия проскальзывания, Н, Например, для никеля и его сплаво при Т 0,8 т.пл. 1100°С, временное сопротивление разрыва G j 30 МПа При испытаниях на режимах W 10 Дж uf 0; Т 4 мс площадь поперечного сечения сварной точки F 0,25 мм, следовательно,
К ТГ
MQKC
Р„,-С 30-о, ,5 Н.
Увеличение усилия больше расчет UKt
ного приводит к разрушению сварной точки при температурах, ниже ТИХ, что не обеспечивает возможности определения критической скорости деформации в заданном диапазоне температур.
Максимальная скорость деформации достигается, когда передающий шарик 9 находится в положении А, а минимальная (равная нулю) - в положении В.
За счет изменения длины рычага 14, т.е. места закрепления его опоры на корпусе вариатора 6, можно регулиро-. вать время перемещения шарика 9 из положения А в положение В, задавая соответствующее ускорение (отрицательное) . Чем длинее плечо рычага 14, тем медленнее изменяется скорость.
Q Точность определения критической скорости деформации зависит от частоты следования импульсов ОКГ 25 и от ус-, корения (отрицательного) перемещения подвижной пластины 23. Например, для
5 испытания на установке Каант-10 с частотой 0,5 Гц при точности определения критической скорости деформации 2 10 м/с ускорение составляет 1 -Ю-- м/с.
0 Уменьшаются затраты времени и материальных средств при определении свариваемости материалов, а также объем исследований на наличие трещин металлографическим анализом и коли5 чество механических испытаний.
Формула изобретения
1.Установка для оценки технологи- 0 ческой прочности при сварке,, npeH fyщественно импульсной лазерной, содержащее сварочное устройство приспособление для закрепления и деформирования испытываемого образца, силовой привод и бесступенчатый механизм регулирования скорости деформирования, ведущий элемент которого кинематически связан с приводом, а ведомый - с приспособлением для закреп0 ления и деформирования, отличающаяся тем, что, с целью повышения производительности и точности испытаний, установка снабжена одноплечим рычагом с двумя ползунами и
5 дополнительным валом с ходовой гайкой, рычаг шарнирно закреплен н а механизме регулирован 4я, дополнительный вал кинематически связан с ведомым элементом, и на нем выполнен резьбо0 вой участок, ползуны установлены на : рычаге с возможностью продольного перемещения, од15Н из ползунов кинематически связан с органом бесступенчатого регулирования механизма, а другой5 через гайку с резьбовым участком дополнительного вала,
2.Установка по n.t, о т л и ч а- ю щ а я с я тем, что шарнир крепления одноплечего рычага установлен с
5
514272236
возможностью перемещения в плоскости механизм регулирования скорости де- расположения рычага и дополнительного формирования снабжен устройством для вала.ограничения усилия, прикладываемого
3; Установка поп,1,отлича- к испытьтаемо -гу образцу, ю щ а я с я тем, что бесступенчатый
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки технологической прочности при импульсной лазерной сварке | 1988 |
|
SU1539465A1 |
| РЫЧАЖНЫЙ ВАРИАТОР | 2011 |
|
RU2467227C1 |
| ИМПУЛЬСНАЯ БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 2002 |
|
RU2240456C2 |
| СЕКЦИЯ ВАРИАТОРА | 1994 |
|
RU2064619C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ РАСПОРНОЙ ЖЕСТКОСТИ ВЕРХА ОБУВИ | 1991 |
|
RU2006023C1 |
| Способ выбора присадочного материаладля СВАРКи | 1979 |
|
SU841834A1 |
| УСТРОЙСТВО БЕССТУПЕНЧАТОГО ВАРИАТОРА С ПРИВОДОМ ВЕДУЩЕГО ЗВЕНА ЧЕРЕЗ РЫЧАГИ И ИЗМЕНЯЕМУЮ ТОЧКУ ПРИЛОЖЕНИЯ ВНЕШНИХ СИЛ ВРАЩЕНИЯ | 2013 |
|
RU2578797C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ АБРАМОВА В. А. | 2016 |
|
RU2686648C9 |
| Способ оценки сопротивляемости образованию горячих трещин и устройство для его осуществления | 1989 |
|
SU1609589A1 |
| МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ОБРАЗОВАНИЯ ТРЕЩИНПРИ СВАРКЕ | 1971 |
|
SU308840A1 |
Изобретение относится к сварке, а именно к конструкции установок для оценки технологической прочности при сварке.преимущественно импульсной лазерной, и может быть использовано в научных исследованиях при разработке новых материалов и изучении их v свариваемости, а также в различных областях техники при отработке технологии сварки. Цель - повьппение производительности и точности испытаний. Испытываемый образец 23 закрепляется в зажимах 1 и 3. Подвижный зажим 3 через бесступенчатый механизм регулирования скорости деформирования, представляющий собой шариковый вариатор 6, связан с силовым приводом 5. При проведении испытаний гайка 16 перемещает рычаг 14, который через тя- ГУ 18 перемещает щарик 9 вариатора 6, плавно изменяя скорость деформации, Для предотвращения разрушения образца при температуре ниже ТИХ служит механизм регулировки усилия проскальзывания 12. 2 з.п. ф-лы, 1 ил. с ф (Л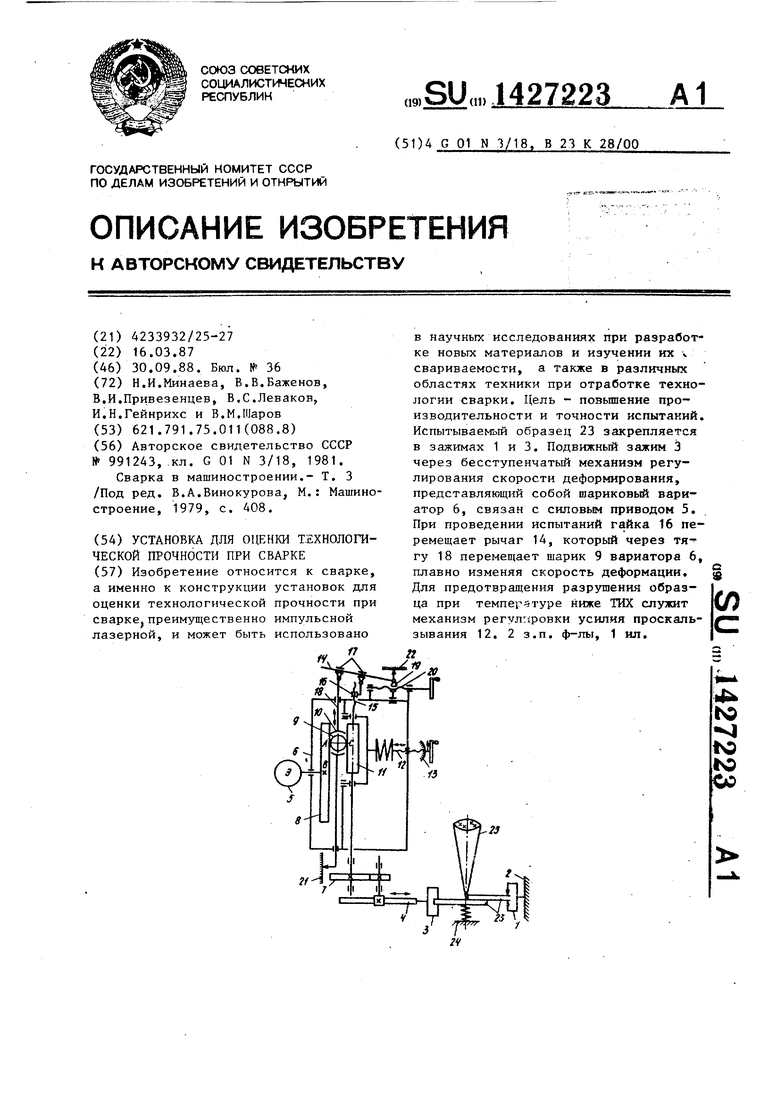
| Установка для испытания образцов материалов на стойкость против образования горячих трещин при сварке | 1981 |
|
SU991243A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварка в машиностроении.- Т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| В.А.Винокурова, И.: Машиностроение, 1979, с | |||
| Микрофонно-телефонно-катодный усилитель | 1923 |
|
SU408A1 |
