Предлагаемая машина относится к устройствам для испытания металла при сварке и может быть использована при оценке технологической свариваемости металлов, сплавов и сварочных материалов с точки зрения стойкости металла шва и околошовной зоны к образованию горячих и холодных трешин.
В основу известных машин для испытания на склонность к образованию треш,ин положен принцип одноосного растяжения или изгиба образца с заданной постоянной скоростью. При сварке или после нее в суш,ествуюш,их сварных конструкциях действуют как продольные, так и поперечные напряжения, а следовательно, и деформации, темп нарастания которых неравномерен. Учесть совместное действие двухосных напряжений и деформаций, а также влияние неравномерного темпа нарастания их на известных машинах не представляется возможным. Все эти машины предназначены для испытания на склонность к образованию горячих или холодных трещин. Исключение составляет машина типа MCj но и она имеет два независимых привода: один для проведения испытаний на горячие трещины, другой - на холодные.
Целью изобретения является создание в кристаллизующемся и охлаждающемся металле двухосных напряжений и деформаций обоего знака.
Предлагаемая машина для исследования образования трещин при сварке отличается от известных тем, что она снабжена четырьмя гидрозахватами, состоящими из основания и
нриж:имной части, расположенными по двум взаимно перпендикулярным осям и связанными с двумя автономными регулируемыми в процессе испытания гидроприводами. Прижимная часть калчдого гидрозахвата закренлена на щтоке независимого гидроцилиндра. Скорость перемещения гндрозахватов может изменяться в процессе испытания с помощью дросселя в схеме гидропривода, проходное сечение которого изменяется по заданной программе. Скорость перемещения гидрозахватов задается деформирующим устройством и дросселем, величина развиваемых усилий растяжения - регулируемым предохранительным клапаном, а усилий слсатия - жесткостью пружин, расположенных на тягах гидрозахватов.
Гидрозахваты удерживают образец в жестко закрепленном состоянии строго фиксируемое время, например только в период принудительной деформации.
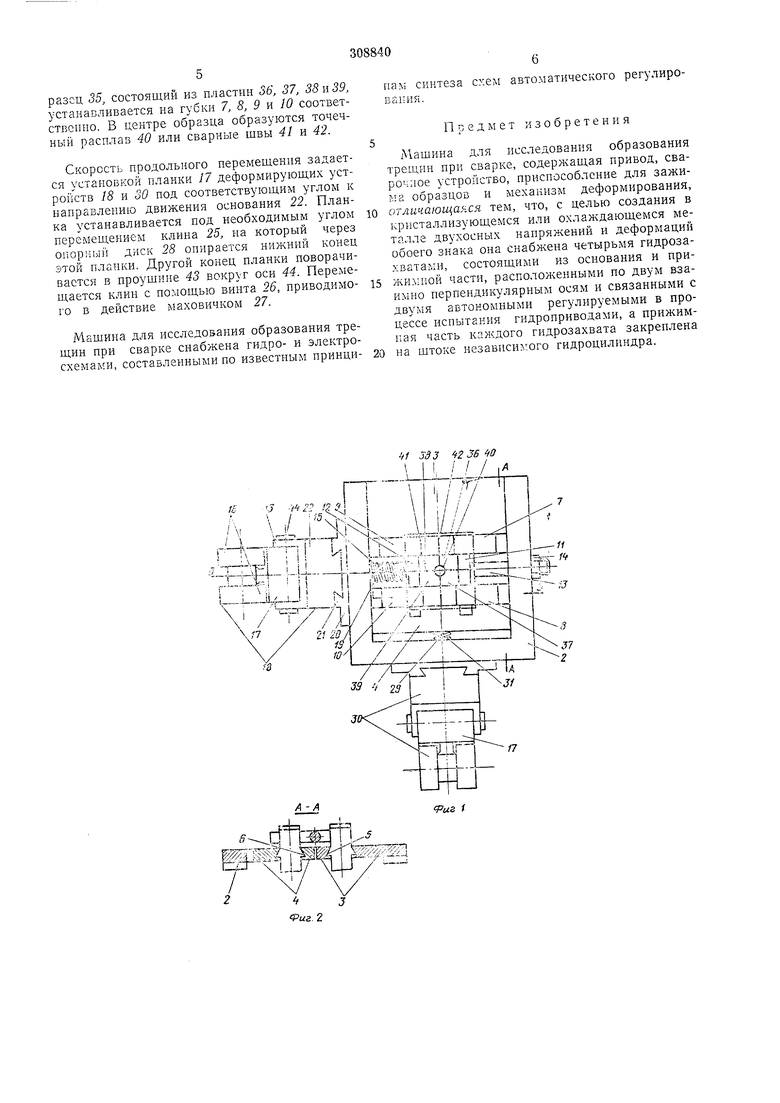
Описываемая мащнна позволяет производить: иснытания на склонность к образованию горячих и холодных трещин; исследование пластических свойств металла шва в твердом ного интервала хрупкости и иммитацию термических циклов сварки с прилол ением внешних нагрузок в двух взаимно пернендикулярных направлениях, для этого применяют силовой трансформатор с регулирующей аппаратурой. Кроме того, по характеру принудительного деформирования и приложенных усилий машина позволяет производить испытания при одноосном и двухосном деформировании образца, на склонность к горячим и холодным трещинам с предварительным созданием напряженного состояния образца по оси стыка и одноосном деформировании, а также при изгибе образца (для последнего испытания необходимо закрепить на верхних прижимных губках опоры в виде призм, расположенных вершинами вниз, и примепить пуансон с приводом от гидроцилиндра, перенесенного в центр стола). По характеру скорости деформации производятся испытания с заданной постоянной скоростью деформации и с заданной переменной скоростью деформации с ускорениями обоего знака. Последовательность операций цикла испытании следующая: а)сварка с одновременным осевым растяжением;б)сварка с одновременным созданием двухосного растяжения; в)сварка-|-пауза+осевая деформация; г)сварка -)- пауза + продольная и поперечная деформации; д)создание напряженного состояния образцов по оси стыка + сварка-J-пауза + поперечная деформация. Схема испытаний предварительно задается оператором и осуществляется автоматически. На машине производятся испытания по характеру исследуемого сварного соединения и основного металла при точечном расплавлении образца и при нагреве образца путем пропускания через него тока, а также испытания стыкового шва; по форме образца - испытания па образцах в виде полоски с шейками различной конфигурации, которые расплавляются дугой или проходящим током; на составных образцах в виде двух пластин при наложении стыкового шва; на составных образцах в виде четырех пластин (точечное расплавление производится в центре состыкованных пластин); по моменту закрепления образца - испытания при предварительном закреплении образца, при закреплении образца в момент иачала сварки, при закреплении образца в момент окончания сварки, при закреплепии образца в момент начала деформации. Момент закрепления образца предварительно задается оператором, а само закрепление производится автоматически. Образец испытывается при освобождении его в момент окончания деформации и при освобождении его в любой момент. операциями цикла; по знаку деформаций и напряжений - испытания при осевой деформации растяжения, при осевой деформации сжатия, при продольном растяжении и поперечном сжатии, при продольном сжатии и поперечном растяжении, при поперечном растяжении с созданием предварительного напряженного состояния растяжения по оси стыка, при поперечном растяжении с созданием предварительного папряжения состояния сжатия по оси стыка; по исследуемому металлу- испытания на стойкость металла шва и околошовпой зоны к образованию трещин. На фиг. 1 изображена машина для исследования образования трещин при сварке, вид сверху; на фиг. 2 - то же, разрез по А-Л на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1. На столе / (фиг. 3) расположены неподвижные рамка 2 и плита 3, внутри рамки размещена подвижная плита 4 (фиг. 1 и 2). Плиты 3 я 4 имеют продольные пазы 5 и i5 в форме «ласточкина хвоста, в которых находятся четыре губки (основания) 7, 8, 9 и 10. Губки, 7 и 5 соединены ноперечной осью 11, а губки 9 и JO - поперечной осью 12; 7 п 5 укреплены жестко на осях // и 12, а губки 8 и W могут свободно перемещаться вдоль этих осей. Ось // жестко связана с нродольной тягой 13, которой с помощью гайки 14 устанавливается положение губок 7 и S; ось 12 жестко связана с продольной тягой 15, на конце которой симметрично оси тяги расположены два опорных ролика 16, опирающихся на прорезную (для размещения в ней тяги/5) установочную планку 17 продольного дефорПружина 19 на мирующего устройства J8. тяге 15 обеспечивает постоянный прижим роликов 16 к планке 17 и возврат губок 9 и 10 в исходное положение после завершения цикла испытания, а также усилие и продольную деформацию сжатия. Продольное деформирующее устройство (механизм деформирования) представляет собой отдельный узел. Опорная плита 20 закреплена неподвил но на столе. В направляющих 21 плиты свободно перемещается подвижное основание 22, связанное со щтоком 23 силового гидроцилиндра 24. В нижней части основания распололсен подвижный клин 25 с винтом 26, маховичком 27 и опорным диском 28. Подвил ная плита 4 жестко соединена с поперечкой тягой 29, которая связана с попергчным деформирующим устройством 30. Конструкция этого устройства аналогична конструкции устройства 18. Пружина 31 на тяге 29 обеспечивает возврат подвил ной плиты 4, а следовательно, и губок 8 и 10 в исходное положение после завершения цикла испытания, а усилие и поперечную деформацию слсатия.
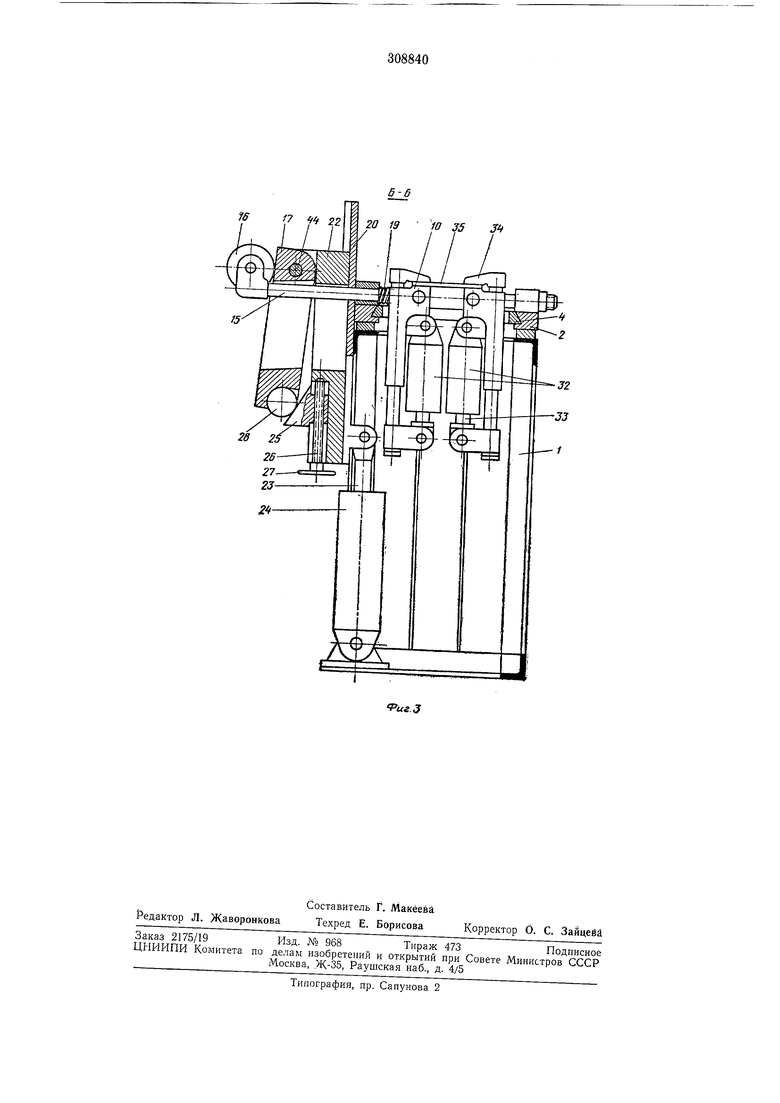
разсц 35, состоящий из пластин 36, 37, 35 и 39, устанавливается на губки 7, 8, 9 i 10 соответствепно. В центре образца образуются точечный расплав 40 или сварные швы 41 и 42.
Скорость продольного перемещения задается установкой планки 17 деформирующих устройств /8 и 30 под соответствующим углом к направлению движения основания 22. Планка устанавливается под необходимым углом перемещением клина 25, на который через опоршмй диск 28 опирается нижний конец этой планки. Другой конец планки новорачивастся в проущине 43 вокруг оси 44. Перемещается клип с помощью винта 26, приводимого в действие маховичком 27.
Мащина для исследования образования трещин при сварке снабжена гидро- и электросхемами, составленными по известным принципам синтеза схем автоматического регулирования.
Предмет изобретения
Мащина для исследования образования трещин при сварке, содержащая привод, сварочное устройство, приспособление для зажима образцов и механизм деформирования, отличающаяся тем, что, с целью создания в кристаллизующемся или охлаждающемся металле двухосных напряжений и деформаций обоего знака она снабжена четырьмя гидрозахватаг.ш, состоящими из основания и прижимной части, расположенными по двум взаимно перпендикулярным осям и связанными с двумя автономными регулируемыми в процессе испытания гидроприводами, а црилшмная часть каждого гидрозахвата закреплена на щтоке независимого гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки склонности металла шва к образованию горячих трещин | 1982 |
|
SU1077736A1 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МЕТАЛЛА ТРУБ ПРИ ДВУХОСНОМ НАПРЯЖЕННОМ СОСТОЯНИИ | 1992 |
|
RU2073842C1 |
| Образец для изучения поведения трещины в металле сварного соединения при многопроходной сварке | 1989 |
|
SU1611655A1 |
| Стенд для проведения испытаний на двухосное растяжение-сжатие | 2023 |
|
RU2799978C1 |
3 /25 , / / /
,.t-,i, i Y ff-nri
i
-ri-щ цI в Нс- :9г-Чт4 ff 2 JS й
.М-Ш 1
/
11 t;Jifn: H7 W i
2:iI:; lJ.i.X.,J....
10 35 34
