Изобретение относится к обработке материалов резанием, в частности к оценке обрабатываемости материалов, и может быть использовано в машиностроении и приборостроении.
Цель изобретения - снижение износа режущего инструмента за счет выбора оптимальных режимов резания.
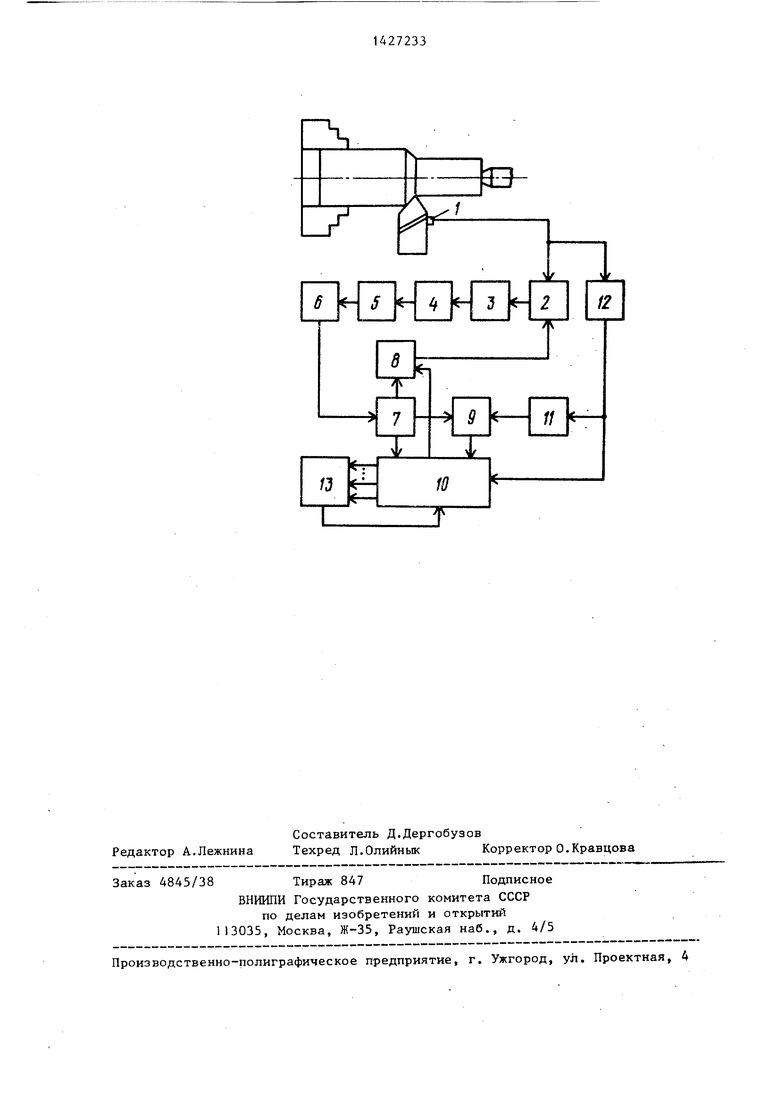
На чертеже изображено устройство для реализации предлагаемого способа.
Устройство содержит пьезоакселеро метр 1, установленный в непосредственной близости от зоны резания, сое диненные с ним усилитель 2, фильтры 3 и 4 верхних.и нижних частот соответственно, детектор 5 и интегратор 6. С интегратора 6 через согласующее устройство 7, соединенное с автома- тическим регулятором 8 уровня сигнала (АРУ), сигналы подаются на аналого-цифровой преобразователь 9, а затем на микропроцессор 10. АРУ 8 управляется микропроцессором 10. Время кванта для считывания задается регулятором 11. Регулятор 11 и микропроцессор 10 работают в ждущем режиме по программе поиска минимума и определения максимума значений произво ных и запускаются с помощью блока 12 контроля. Сигналы о данных режима резания поступают в микропроцессор с устройства 13 ЧПУ станка..
Способ реализуют следующим обра- зом.
с помощью известных методов определяют режим оптимальной скорости резания для эталонного образца и на этом-режиме производят точение эта- лонного и испытуемого материалов. Измеряют общий уровень виброакустического сигнала, генерируемого зоной резания в течение всего процесса обработки с линейно возрастающей во вр мени подачей. Определяют минимальное значение уровня измеряемого сигнала для эталонного и испытуемого материалов, устанавливают значения подач, соответствующие данным уровням, а коэффициент относительной обрабатываемости определяют по отношению зна
ю
5 0 25 30
с
о с
0
чений подач при резании эталонного и испытуемого материалов.
Пример. Производят обработку твердосплавным инструментом Т15 Кб цилиндрических образцов из стали 45 (эталонный) и стали 318Н10Т (испытуемый). Режим резания: линейная скорость поверхности образца У 118м/мин, толщина срезаемого слоя с 0,5 мм, подача инструмента S - переменная. Регистрируют уровень виброакустичес- кого сигнала. Минимальному уровню сигнала при обработке эталонного образца соответствовала подача S 0,26 мм/об., а при обработке испытуемого образца данная величина составила SM. 0,11 мм/об. Коэффициент относительной обрабатываемости в этом случае составил К 0,423.
Формула изобретения
Способ определения коэффициента относительной обрабатываемости материалов, заключающийся в том, что вращают эталонный и испытуемый цилиндрические образцы материалов, осуществляют резание их поверхностей с подачей обрабатывающего инструмента вдоль оси вращения образцов, определяют оптимальную скорость резания, регистрируют параметр виброакустических сигналов, соответствующих оптимальной скорости резания каждого образца, и определяют относительную обрабатыва емость материалов, отличаю щ и. и с я тем, что, с целью снижения износа режущего инструмента за счет выбора оптимальных режимов резания, резание поверхностей материалов осуществляют с линейно возрастающей подачей, в качестве параметра виброакустических сигналов регистрируют их уровень, определяют значения подач при резании эталонного и испытуемого образцов,соответствующих минимальному уровню виброакустического сигнала, а о коэффициенте относительной обрабатываемости судят по отношению значений подач При резании эталонного и испытуемого образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| Способ определения обрабатываемости материалов при плоском шлифовании | 1987 |
|
SU1576854A1 |
| Способ оценки обрабатываемости материалов | 1986 |
|
SU1374096A1 |
| Способ оптимизации процесса резания | 1986 |
|
SU1458160A1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2272275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2257565C1 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| Способ определения относительной обрабатываемости сталей повышенной и высокой обрабатываемости резанием | 1986 |
|
SU1401355A1 |
Изобретение относится к обработке материалов резанием и может быть использовано в машиностроении и приборостроении. Цель изобретения - снижение износа режущего инструмента за счет выбора оптимальных режимов резания. Устройство для реализации способа содержит пьезоакселерометр, систему преобразования и регистрации сигнала. Производя-т резание эталонного и испытуемого.образцов при режимах, соответствующих оптимальной скорости резания эталонного образца. Измеряют виброакустический сигнал, генерируемьй зоной резания при переменной подаче инструмента. Определяют минимальные значения уровня измеряемого сигнала для эталонного и испытываемого образцов, а о коэффициенте относительной обрабатываемости судят по значениям подач инст- РЗ мента, соответствующим этим уровням сигнала. 1 ил. § (Л
| Способ определения коэффициента относи-ТЕльНОй ОбРАбАТыВАЕМОСТи МАТЕРиАлОВ | 1979 |
|
SU847163A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
