со
СП О1
Изобретение относится к машиностроению и может быть использовано для определения обрабатываемости конструкционных сталей повьшенной и высокой обрабатываемости.
Целью изобретения является повышение производительности и точности оценки относительной обрабатываемос- и путем использования нескольких образцов, сокращения времени на испытания и определения коэффициента обрабатываемости наиболее рациональным путем.
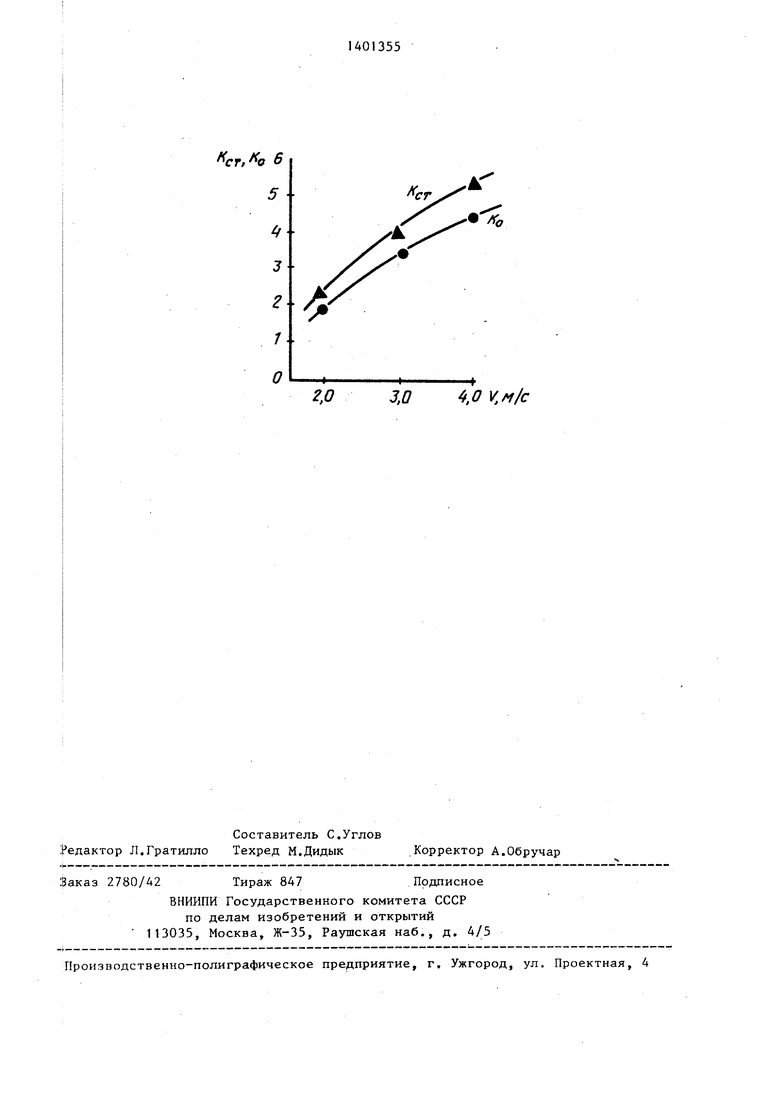
На чертеже изображены зависимости коэффициента относительной обрабатываемости и коэффициента изменения стойкости при точении стали 45 и кальциевой стали АЦ 45.
Способ реализуется следующим образом.
Экспериментальным путем определяется время pgp переходного процесса до стабилизации измеряемых парамет- ров и минимальное время Д регистрации стабилизированных измеряемых параметров. Изготавливают две пары одинаковых образцов в виде дисков шириной Ъ, определяемой из выражения
Ъ 5(т„ер+ лТ),
где Vg - скорость движения подачи.
Диски устанавливают соосно на оправке в последовательности: эталонный диск - исследуемый диск - исследуемый диск - эталонный диск, и закрепляют в шпинделе токарного стана. За один проход производят обработку всех дисков и регистрируют установившиеся значй1ия амплитуды виброакустической эмиссии, вертикальной составляющей силы резания, температуры в зоне резания. Определяются коэффициент К(, относительной обрабатываемости по формуле
де
KQ К д Кр-Кд,
., (lj4---)/a,
К,
(Г -i4i-)/2;
В j
е
Ке (Т --.4- )/2;
,l j
j - номер диска; А - значение амплитуды сигналов
акустической эмиссии; Р - значение вертикальной сос
тавляющей силы резания;
0 - значение температуры резания ;
Э и и - индексы, определяющие из- е меряемые параметры при обработке соответственно эталонного и исследуемого образцов. Коэффициент обрабатываемости К о
10 тем выше, чем лучше обрабатываемость
исследуемого материала.
Пример. Производилось продольное точение дисков из стали 45 и кальциевой стали АЦ45, закрепленных 15 на одном валу посредством щпоночного соединения (чертеж). Толщина дисков выбиралась из условия обеспечения стабилизации -регистрируемых параметров . Причем влияние затупления инст20 румента учитывалось порядком установки дисков в пакете. Глубина и скорость резания выбирались из условия обеспечения требуемой производительности обработки. В проведенных
25 исследованиях скорость резания варьировалась в диапазоне 1,5-4 м/с, глуг. бина резания 2 мм, подача 0,3 мм/об. По результатам измерений А, Р, 0 производился расчет коэффициента от30 носительной обрабатываемости. Расчетные значения К, полученные по результатам измерений, представлены в таблице.
35 На чертеже представлены зависимости расчетно-экспериментального коэффициента относительной обрабатываемости K(j и коэффициента изменения стойкости KCT полученного в резуль0 тате стойкостных исследований по традиционной методике и предста1зляюще- го собой отношение стойкости при резании исследуемого материала в сравнении с эталонным при прочих равных
5 условиях. При этом величина допустимого износа составляла h 0,8 мм,По известной методике вычислен выбороч- ньй коэффициент корреляции Гц ц 0,93, свидетельствующий о тесной связи
л K(j и К;. , что не противоречит существующим положениям теории резания.
Предлагаемое изобретение позволяет сократить время испытаний по оп- 5 ределению обрабатываемости материалов, особенно в условиях гибкого производства, где коэффициентом обрабатываемости определяются наиболее рациональные условия резания.
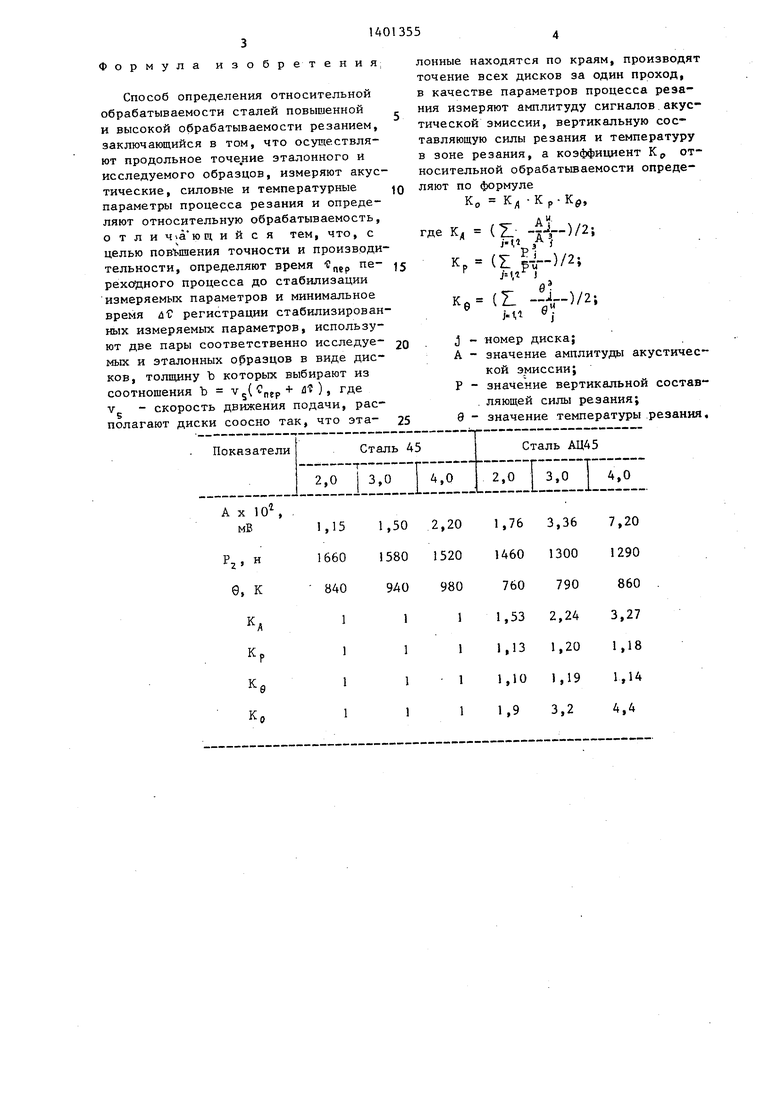
Формула изобретения;
Способ определения относительной обрабатываемости сталей повышенной и высокой обрабатываемости резанием, заключающийся в том, что осуществляют продольное точе,ние эталонного и исследуемого образцов, измеряют акустические, силовые и температурные параметры процесса резания и определяют относительную обрабатываемость, о т л и щ и и с я тем, что, с целью пов ышения точности и производительности, определяют время пе- реходного процесса до стабилизации измеряемых параметров и минимальное время Л С регистрации стабилизированных измеряемых параметров, используют две пары соответственно исследуе- мых и эталонных образцов в виде дисков, толщину Ъ которых выбирают из соотношения Ъ i где V - скорость движения подачи, располагают диски соосно так, что эта-
лонные находятся по краям, производят точение всех дисков за один проход, в качестве параметров процесса резания измеряют амплитуду сигналов.акустической эмиссии, вертикальную составляющую силы резания и температуру в зоне резания, а коэффициент Кр относительной обрабатьшаемости определяют по формуле
Кр Кд К р К,
гдеК, ()/2;
-Р (I p-S--)/2i 1,г)
К,
К
б
(И --V-)/2i
J-U
i
номер диска;
значение амплитуды акустической эмиссии; значение вертикальной составляющей силы резания; значение температуры резания.
в
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки обрабатываемости материалов | 1985 |
|
SU1377675A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| Способ определения обрабатываемости материалов резанием | 1983 |
|
SU1089482A1 |
| Способ определения коэффициента обрабатываемости | 1987 |
|
SU1564517A1 |
| Способ определения коэффициента относи-ТЕльНОй ОбРАбАТыВАЕМОСТи МАТЕРиАлОВ | 1979 |
|
SU847163A1 |
| Способ испытания материалов на обрабатываемость точением | 1986 |
|
SU1422114A1 |
| Способ определения обрабатываемости материалов при плоском шлифовании | 1987 |
|
SU1576854A1 |
| Способ определения коэффициента относительной обрабатываемости материалов | 1986 |
|
SU1427233A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ ПРИ ВЫСОКОСКОРОСТНЫХ МЕТОДАХ ОБРАБОТКИ | 2010 |
|
RU2429946C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СТОЙКОСТИ ЛЕЗВИЙНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237548C2 |
Изобретение относится к машиностроению и может быть использовано для определения обрабатываемости конструкционных сталей повышенной и высокой обрабатываемости. Целью является повьшение точности и про-- изводительности оценки относительной обрабатываемости конструкционных сталей повышенной и высокой обрабатываемости. На оправке, закрепленной в шпинделе токарного станка, устанавливают в определенной очередности четыре одинаковых диска, по два из эталонного и исследуемого материалов. Ширина дисков выбирается из условий обеспечения стабилизации регистрируемых параметров. Производят их обработку за один проход, измеряют виб- роакустические силовые и тепловые параметры процесса резания эталонного и исследуемого образцов и по их соотношению судят о обрабатываемости исследуемого материала. 1 ил.,1 табл. i (Л
3,0 .0 У,м/с
| Способ косвенного определенияОбРАбАТыВАЕМОСТи ОбРАзцОВМАТЕРиАлОВ | 1978 |
|
SU815599A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
