Способ вспенивания полисти юла острым паром извесген, примсняется в промышленпости и описан в литературе- Известны также установка и N.amnHbi для получения вспененного полистирола.
Однако применяемый автоклавный способ требует большого ;асхода пара, пропесс продолжается 20-40 мин и не контролируется, г.зделн;; получаются низкого качества.
Прп формовании же в закрытых формах с двойными днпщами качественное изделие получается только при незначительных толщинах, например до 60-80 мм. Для выпуска изделий различной толщины требуется больщое количество различных форм. И при этом способе п;-;оизводительность низкая.
Предлагаемая машина для формования блоков пенонолистирола от.чичао .: )т известных тем, что в крыщке формы вырезаны отверстия, в которые вставлены перфорированные конические зонды, соединенные посредством шлангов с коллектором па;)опровода, благодаря чему вре.мя технологического цикла формования сокращается.
Кроме -loro, машина отличается от известных еще п тем, что крышка и днище у каждой формы выполнены подвижными вдоль боковых стенок формы, с целью охлаждения блока пенополистирола путем адиабп тического расширения.
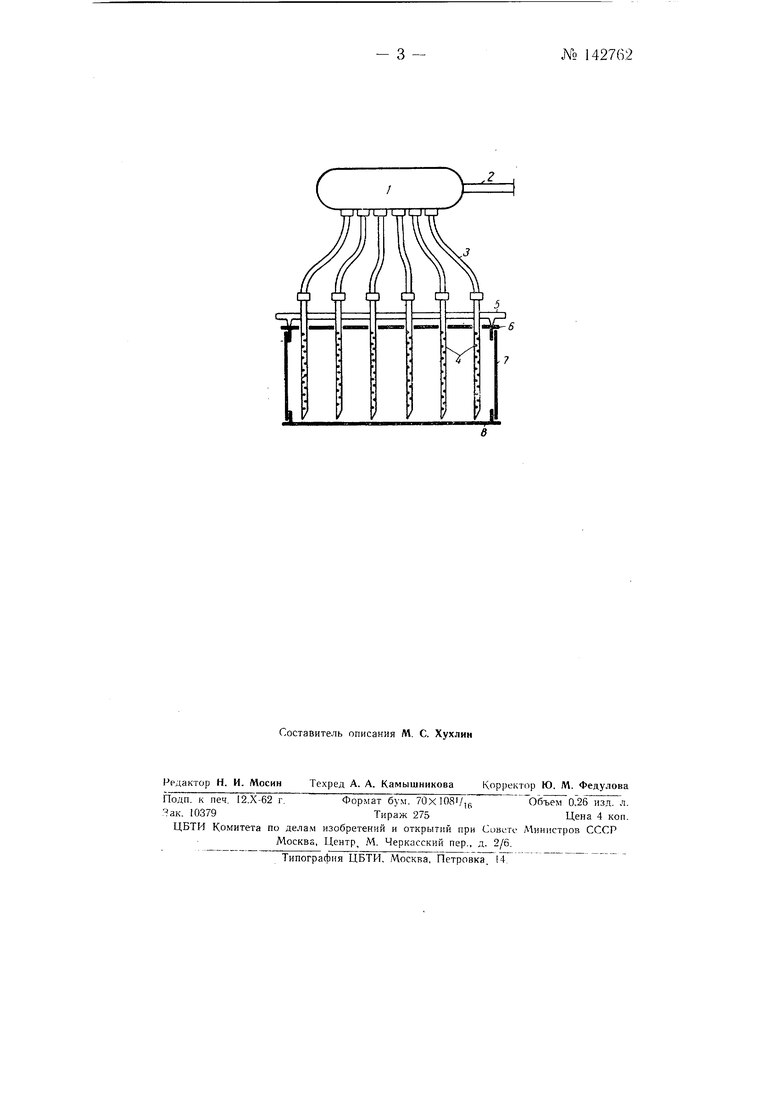
На чертеже приведена принципиальная схема предлагаемой мг.шины, состоящей из коллектора 1, паропровода 2, гибкого щланга 3, парчзых зондов 4, подвижной плиты 5, верхней подвижной перфорированной крышки 6, обечайки 7, нижней подвижной крышки 8.
Особенности конструкции машины следующие.
Форма должна иметь футеровку по внутренней поверхности из фторопласта для того, чтобы не применять смазку поверхности техническим
ь 1 12762 ,2
.iiiuepi}i/fl,0flbf4ao применяемым для этих целей. Зонды представляют еобой nep4oai4fs |aHHbie трубки из специальной стали или фтоторпласта, {меющие неоольшую конусность. Крышка и днище формы должны чметь BOSMOTifflOGTb быстрой подвижки после извлечения зондов. Паро чой коллектор должен обеспечивать равномерную подачу пара во вс(-.онды. ПрйвЪды гидравлические и улектрические
Принцин работы машины заключается в следурощем
Формование блоков острым паром при помош,и паровых зондов, чг UC3 которые пар подается внутрь массы гранул пеиополистирола, засы ианпых в специальную фор.му, имеющую в верхней крышке отверстия ЛЯ прохода зондов. Пар должен подаваться равномерно по всей массе.
Охлаждение блоков нутем дополнительного расширения пеноноли тирола за счет подвижки днища и крышки формы noc.ie извлечения -ондов.
Последовательность операций: засыпка гранул в форму; засыпка и viaccy зондов; подача пара (время 1 мин.}; вытягивание зондов под. па ром (отверстия заплывают ввиду расширения пенополистирола); под г;ижка крышки и днища с обратным ходом для выравнивания поверх блока; извлечение блока из формы.
На каретке машины должно быть две формы: одна под засыпкой, другая в это время на формовании, затем наоборот. Весь цикл длится не более 5 мин. Один формовочный агрегат может выпустить от 15 до 40 тыс. м пенополистирольных изделий в год. В случае двухсторонней насыпки возможна одна форма.
На машине изготавливаются блоки из пенополистирола толщи ной 500 мм и более.
Увеличение толщины блока возможно за счет засыпки зондов с двух противоположных сторон формы. Размер блока в плане от 1 .н X 1 м до (2 f 3) м X 1 м, т. е. объем блока от 0,5 до 1,5 м. После формования блоки разрезают на плиты и другие изделия требуемых размеров.
П р е д м е1 изобретения
1.Машина для формовки блоков пенополистирола, состоящая из станины с закрепленными на ней формами, паропровода, коллектора и гибких шлангов, отличающаяся тем, что, с целью сокращения времени технологического цикла фордмования, в крышке формы выфрезованы отверстия, в которые вставлены перфорированные конические зонды, соединенные посредством щлангов с коллектором паропровода.
2.Мащина поп. 1, отличающаяся тем, что, с целью охлаждения блока пенополистирола путем адиабатического расщирения, крышка и днище у каждой формы выполнены подвижными вдоль боковых стенок формы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплоизоляционного слоя на строительных изделиях | 1961 |
|
SU141796A1 |
| Форма для изготовления изделий из пенопласта | 1983 |
|
SU1167023A1 |
| Форма для изготовления вспененных изделий | 1979 |
|
SU895695A1 |
| Способ изготовления слоистых крупногабаритных изделий | 1979 |
|
SU895696A1 |
| Способ получения изделий из пенополистирола | 1987 |
|
SU1557580A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342252C2 |
| УНИВЕРСАЛЬНЫЙ ТЕРМОСТЕНД ДЛЯ ФОРМОВАНИЯ И ПРОГРЕВА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2685609C1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |