(Л
1с: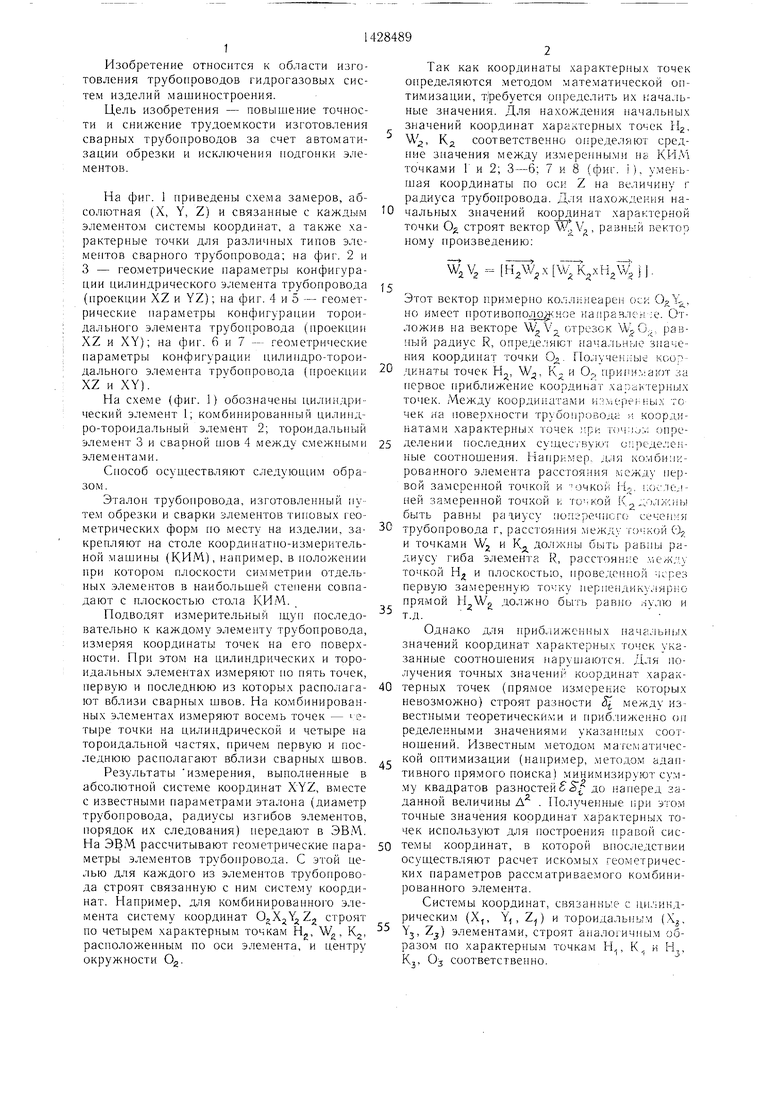
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб по эталону на станках с программным управлением | 1985 |
|
SU1287966A1 |
| Способ гибки труб | 1985 |
|
SU1276390A1 |
| Способ моделирования демонтированной трубы в судоремонте | 1988 |
|
SU1613291A1 |
| Способ гибки труб по эталону на станках с программным управлением | 1986 |
|
SU1391765A1 |
| Устройство для базирования гнутых труб к координатно - измерительной машине с ЭВМ для измерения взаимного расположения концевых прямолинейных участков труб, их присоединительных поверхностей и разметки их концов | 1990 |
|
SU1783279A1 |
| Способ гибки труб с концевой присоединительной арматурой по эталону на станках с программным управлением | 1989 |
|
SU1696047A1 |
| Способ автоматического управления процессом гибки листов на трех- и четырехвалковых машинах | 1987 |
|
SU1466833A1 |
| СПОСОБ ГИБКИ ТРУБ ПО ЭТАЛОНУ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1979 |
|
SU825231A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2008 |
|
RU2432238C2 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
Изобретение относится к производству трубонроводов |-идрогазовы и топливных систем изделий ман1иностроения. Цель )11нение качества и сокран1ен.ие трудоемкости изготовления трубонровсаов за счет автоматизации обрезки входящих элементов. Изготовляют эталон из эл.ементов но месту на изде.тии. Иа координатно-измерите. 1ьнон MaiHHHe измеряюг координаты точек на но- верхности каждого элемента. Иа иоверхнос- тях ци.тиидрических торои.да. И1Ных элементов измеряют нить точек, а на комбиии)- Baiiiibix - восемь точек. Ио данных изме- реии) ироизводят раечет на ЭВМ нарамег- poii конфи1 ураиии каждого г1,темен а и го товят унравляюшне ирО1-раммы. Иа станке с ЧИУ обрезают э.1ементы д.тя сбо()ки серии- Н1)1Х трубопроводов. 11ск.1К)чается ручная операция 11од: онки элементов трубон 1ово- да. 7 ил.
4 ГчЭ
00 4;:
00 со
Изобретение относится к области изготовления трубопроводов гидрогазовых систем изделий машиностроения.
Цель изобретения - повышение точности и снижение трудоемкости изготовления сварных трубопроводов за счет автоматизации обрезки и исключения нодгонки элементов.
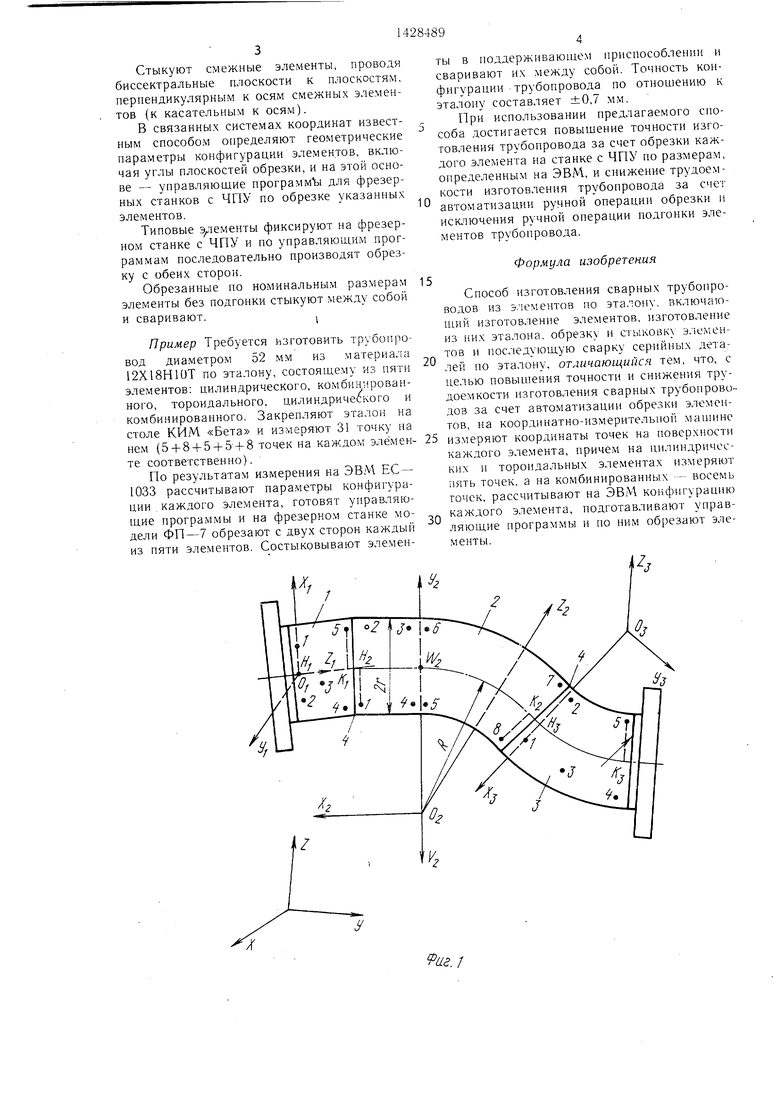
На фиг. 1 приведены схема замеров, абсолютная (X, Y, Z) и связанные с каждым элементо.м системы координат, а также характерные точки для различных типов элементов сварного трубопровода; па фиг. 2 п 3 - геометрические нара.метры конфигурации цилиндрического элемента трубопровода (проекции XZ и YZ); на фиг. 4 и 5 - геометрические параметры конфигурации тороидального элемента трубоцровода (проекции XZ и XY); на фиг. 6 и 7 - геометрические параметры конфигурации цилипдро-торои- дального элемента трубопровода (проекции XZ и XY).
На схеме (фиг. 1) обозначены цилиндрический э.чемент 1; комбинированный цилинд- ро-тороидальный элемент 2; тороидальный э.темент 3 и сварной шов 4 между смежными элемепта.ми.
Способ осуществляют следующим образом.
Эталон трубопровода, изготовленный путем обрезки и сварки элемептов типовых геометрических форм по месту на изделии, закрепляют па столе координатпо-измеритель- ной машины (КИМ), например, в положении при котором плоскости симметрии отдельных элемептов в наибольшей степени совпадают с плоскостью стола КИМ.
Нодводят измерительный щуп последовательно к каждому элементу трубопровода, измеряя координаты точек на его поверхности. Нри этом на цилиндрических и тороидальных элементах измеряют по пять точек, первую и последнюю из которых располагают вблизи сварных швов. На комбинированных элементах из.меряют восемь точек - le- тыре точки на цилиндрической и четыре на тороидальной частях, причем первую и последнюю располагают вблизи сварных швов.
Результаты измерения, выполненные в абсолютной системе координат XYZ, вместе с известными параметрами эталона (диаметр трубопровода, радиусы изгибов элементов, порядок их следования) передают в ЭВМ. На ЭВМ рассчитывают геометрические параметры элементов трубопровода. С этой целью для каждого из элементов трубопровода строят связанную с ним систе.му координат. Например, для комбинированного элемента систему координат строят по четырем характерным точкам Hg, Vg, Kg, расположенным но оси элемента, и центру окружности Og.
Так как координаты характерных точек определяются методом математической оптимизации, требуется определить их начальные значения. Для нахождения начальных значений координат характерных точек Hg,
W, Кд соответственно определяют срСлТ- пие зпачения между измеренпыми на КИМ точками Г и 2; 3-6; 7 и 8 (фиг. i), уменьшая координаты по оси Z на величину г радиуса трубопровода. Для нахождения начальных значений координат харанперной точки О строят вектор V.,, равный вектор ному произведению:
W, H,,x 2 4il5
0
5
0
5
0
5
0
5
Этот вектор примерно коллинеарен оси О;,, но имеет противоположное направлен :е. Отложив на векторе .j отрезок WjO.,„ равный радиус R, определяют начальные значения координат точки С. Получе.ч;1ыс координаты точек Нд, W, K;j и О-, ,ак)Т ;-;а первое 1риближение координат характерных точек. Между координатами измеренных то чек на поверхности трубопр оводи; ; координатами характерных точек ;фи точмом определении последних сущесувую г определенные соотпошения. Нанр.и.мер, для комбинированного элемента расстоя.иия между первой замеренной точкой и очкой iio. коч-лс; - ней за.1ерепной точкой к точкой К,., должпь быть равны ра аиусу попгречнсгс; еече( трубопровода г, расстояния между точк й O и точка.ми Wj и K.j должны быть равны радиусу гиба элемента R, расстояние между точкой Н и плоскостью, нроведеппой -к/рез первую замеренную точку пер11ег1дикулярно пря.мой H,Wg должпо быть равнее нулю и т.д.
Однако для приближенных аачалън1 1х значений координат характерньг точек указанные соотношения паруи аются. Для получения точных значений координат характерных точек (прямое измерение которых невозможно) строят разности SI между из- вест}1ыми теоретическими и приближенно оп ределенными значениями указангп х соотношений. Известным методом .математической опти.мизации (напри.мер, .методом адаптивного нрямого поиска) минимизируют сумму квадратов разностейS -S /до наперед заданной величины А . Полученные ispn этом точные значения координат характерных точек используют для построения правой системы координат, в которой впоследствии осушествляют расчет иско.мых геометрических параметров рассматриваемого комбинированного элемента.
Системы координат, связанные с цилиндрическим (X,, Y|,Z) и тороидальным (Х, YJ, ) элемента.ми, строят аналогичным образом но характерным точкам Н, К,, и Н,, К,, Ov соответственно.
Стыкуют смежные элементы, проводя биссектральные плоскости к плоскостям, перпендикулярным к осям смежных элементов (к касательным к осям).
В связанных системах координат известным способом определяют геометрические параметры конфигурации элементов, включая углы плоскостей обрезки, и на этой основе - управляющие нрограмм ы для фрезерных станков с ЧПУ по обрезке указанных элементов.
Типовые э/ ементы фиксируют на фрезерном станке с ЧПУ и по управляющим прог- рам.мам последовательно производят обрезку с обеих сторон.
Обрезанные по номинальным размерам элементы без подгонки стыкуют между собой и сваривают.
Пример Требуется изготовить трубопровод диаметром 52 мм из материала 12Х18Н10Т по эталону, состоящему из пяти элементов: цилиндрического, комбини.рован- ного, тороидального, цилиндрического и ко.мбинированного. Закрепляют эталон на столе КИМ «Бета и измеряют 31 точку на нем (5-f8 + 5 + 5 + 8 точек на каждом элёмен- те соответственно).
По результатам измерения на ЭВМ ЕС- 1033 рассчитывают параметры конфигурации, каждого элемента, готовят управляющие программы и на фрезерном станке модели ФП-7 обрезают с двух сторон каждый из пяти элементов. Состыковывают элёмен
U,
,
/,
/
0
5
0
5
0
ты в поддерживающем приспособлении и сваривают их между собой. Точность конфигурации трубопровода по отнощению к эталону составляет ±0,7 мм.
При использовании предлагаемого способа достигается повышение точности изготовления трубопровода за счет обрезки каждого элемента на станке с ЧПУ по размерам, определенным на ЭВМ, и снижение трудоемкости изготовления трубопровода за счет автоматизации рунной операции обрезки и исключения ручной операции подгонки элементов трубопровода.
Формула изобретения
Способ изготовления сварных трубопроводов из элементов по эталону, вк,1ючаю- щий изготовление элементов, изготовление из них эталона, обрезку и сгыковку элементов и последующую сварку серийных деталей по эталону, отличающийся тем, что, с целью повыщения точности и снижения трудоемкости изготовления сварных трубопроводов за счет автоматизации обрезки элементов, на координатно-измерительной мапп1не измеряют координаты точек на поверхности каждого э,1емента, причем на цилиндрических и тороидальных элементах измеряют пять точек, а на комбинированных -- восемь точек, рассчитывают на ЭВМ конфигурацию каждого элемента, подготавливают управляющие программы и по ним обрезают элементы.
Z,
дх,
3
Vu.i t
Л
Vu.z.S
