овую плоскость в точке с известными кооринатами, а ось 2 симметрии отверстий под крепежные отверстия совпадала с указатеем 3.
При этом присоединительная поверхность концевой арматуры должна плотно прилегать к базовой плоскости. Примером зла крепления может служить самоцентрирующий кулачковый патрон. При этом производят измерение точек I-III на конце трубы.
Точки должны лежать в присоединительной плоскости концевой арматуры на одинаковом расстоянии от ее центра, например на наружном ободе. Кроме этого, толчка Плежит на оси 4 симметрии отверстий под крепежные детали.
Далее измеряются координаты трех точек на промежуточном прямом участке. Указанные точки располагаются в плоскости, перпендикулярной оси 5 этого участка на одинаковом расстоянии от нее, например на образующей трубы, Полученных значений достаточно, чтобы определить все необходимые данные для изготовления трубы по описанному алгоритму. Следует отметить, что, если диаметр трубы и концевой арматуры известен, то их можно использовать для оценки точности измерений, так как в качестве исходных данных в расчете они не используются, а вычисляются.
Полученные данные вводятся в ЭВМ для расчета управляющей программы ктру- богибочному станку, в соответствии с которой станок изготавливает требуемое количество труб, аналогичных эталонной.
Предлагаемый способ позволяет снизить трудоемкость измерительных работ, так как число измеряемых точек по сравнению с прототипом снижается с 10 до 3 на концевых участках и с 4 до 3 на каждом промежуточном участке,
Кроме этого, обеспечение перпендикулярности концевой присоединительной арматуры оси концевого участка трубы повышает срок службы трубопровода, так
как места соединения труб подвержены повышенной коррозии и любая трансформация потока приводит к ее интенсификации, Ф о р м у л а и з о б р е те н и я . 1, Способ гибки труб с концевой присо
единительной арматурой по эталону на станках с программным управлением, включающий измерение точек на поверхности эталона и по крайней мере на поверхности одного из фланцев координатной измерИ
тельной машиной, расчет параметров эталона на ЭВМ с подготовкой управляющей программы и последующую гибку трубы, отличающийся тем, что, с целью повышения производительности за счет
уменьшения трудоемкости измерений путем уменьшения числа измеряемых точек, а также качества получаемых изделий за счет увеличения точности их геометрических размеров, при измерении эталона один его
конец жестко фиксируют на базовой плоско- сти-посредством штатной арматуры, например фланца, после чего определяют координаты трех точек на присоединительной поверхности штатной арматуры свободного конца трубы и трёх точек на каждом промежуточном прямом участке трубы, при этом точки, расположенные на поверхности промежуточного-участка, лежат в плоскости, перпендикулярной его продольной оси.
2. Способ по п. 1, отличающийся тем, что, с целью повышения надежности за счет обеспечения идентичности расположения координат крепежных отверстий на концевой арматуре, эталон при фиксации на
базовой плоскости и одна из измеряемегх точек на присоединительной поверхности арматуры ориентируются относительно оси симметрии крепежных отверстий.
///
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования гнутых труб к координатно - измерительной машине с ЭВМ для измерения взаимного расположения концевых прямолинейных участков труб, их присоединительных поверхностей и разметки их концов | 1990 |
|
SU1783279A1 |
| Способ гибки труб по эталону на станках с программным управлением | 1985 |
|
SU1287966A1 |
| Способ определения параметров трубопроводов | 1990 |
|
SU1738422A1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Способ контроля гнутых труб | 1989 |
|
SU1714320A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ СУДОВОЙ ЗАБОЙНОЙ ТРУБЫ И НАСТРОЕЧНЫЙ ШАБЛОН | 2014 |
|
RU2578175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГИСТРАЛЬНОЙ ТРУБЫ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ | 1997 |
|
RU2126760C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ И ЦЕЛЕВОЙ ЗНАК ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2202101C2 |
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
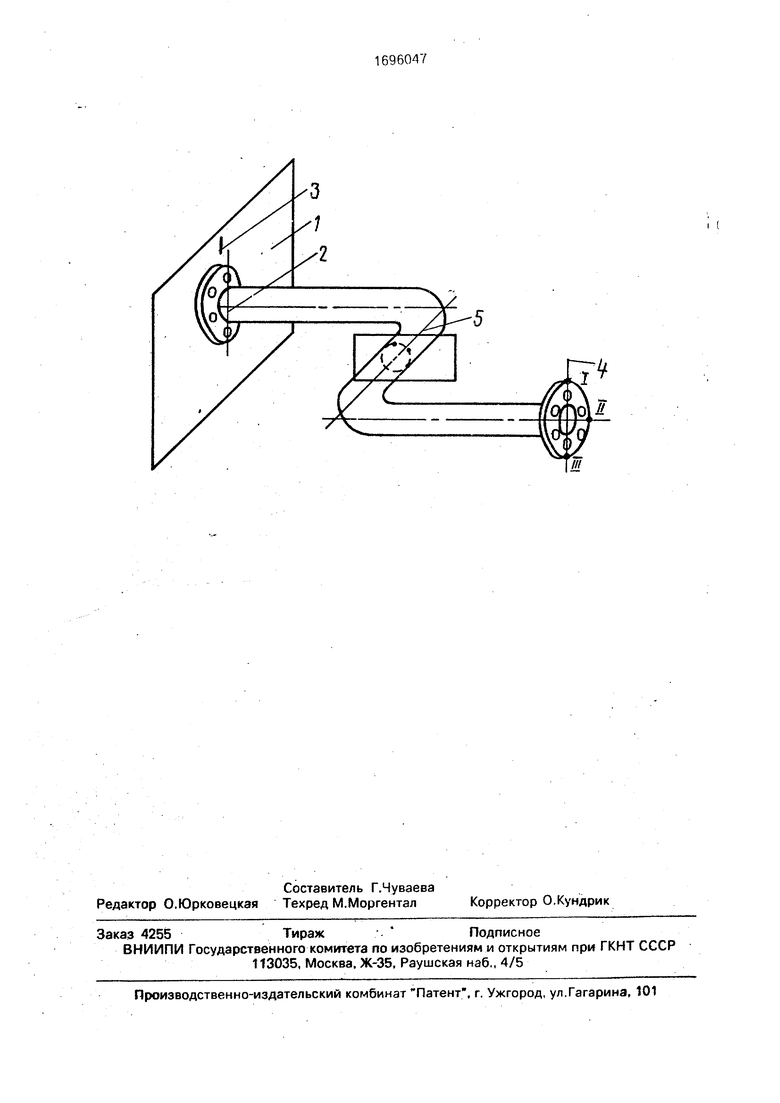
Изобретение относится к обработке металлов давлением и может быть использовано для гибки труб, в том числе с кольцевой присоединительной арматурой. Цель изобретения - повышение производительности за счет уменьшения трудоемкости измерения путем уменьшения числа измеряемых точек, а также повышение качества получаемых изделий за счет увеличения точности их геометрических размеров. Достигается также повышение надежности за счет обеспечения идентичности расположения координат крепежных отверстий на концевой Изобретение относится к обработке металлов давлением и может быть использовано для гибки труб, в том числе с концевой присоединительной арматурой. Цель изобретения - повышение производительности за счет уменьшения трудоемкости измерений путем уменьшения числа измеряемых точек, а также качества получаемых изделий за счет увеличения точности их геометрических размеров и повышение надежности за счет обеспечения идентичности расположения координат арматуре. Способ гибки труб по эталону на станках с программным управлением включает измерение точек на поверхности эталона координатной измерительной машиной, расчет параметров эталона на ЭВМ, подго- товку управляющей программы и последующую гибку трубы. Эталон одним концом крепится к базовой поверхности (плоскости) с известными координатами, а на другом конце измеряются координаты трех точек, расположенных на присоединительной поверхности концевой арматуры на одинаковом расстоянии от ее центра. Положение в пространстве промежуточных прямых участков определяется путем измерения трех точек на образующей трубы, лежащих в плоскости, перпендикулярной оси этого участка. При необходимости ориентации1 отверстий под крепежные детали концевой арматуры относительно тела трубы крепле-. ние последней к базовой плоскости и выбор одной из точек на противоположном ее конце осуществляются с учетом положения оси симметрии этих отверстий. 1 з.п. ф-лы, 1 ил. крепежных отверстий на концевой арматуре. На чертеже показана схема расположения измеряемых точек и крепление эталона к базовой плоскости. Технология гибки труб предлагаемым способом состоит в следующем. На концах эталонной трубы жестко закрепляют фланцы с крепежными отверстиями. Один конец трубы с фланцем крепят к базовой плоскости 1 таким образом, чтобы ось первого прямого участка пересекала баOs ю Os о Ь v|
| Способ гибки труб по эталону на станках с программным управлением | 1982 |
|
SU1021494A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
