1ьо
о
00
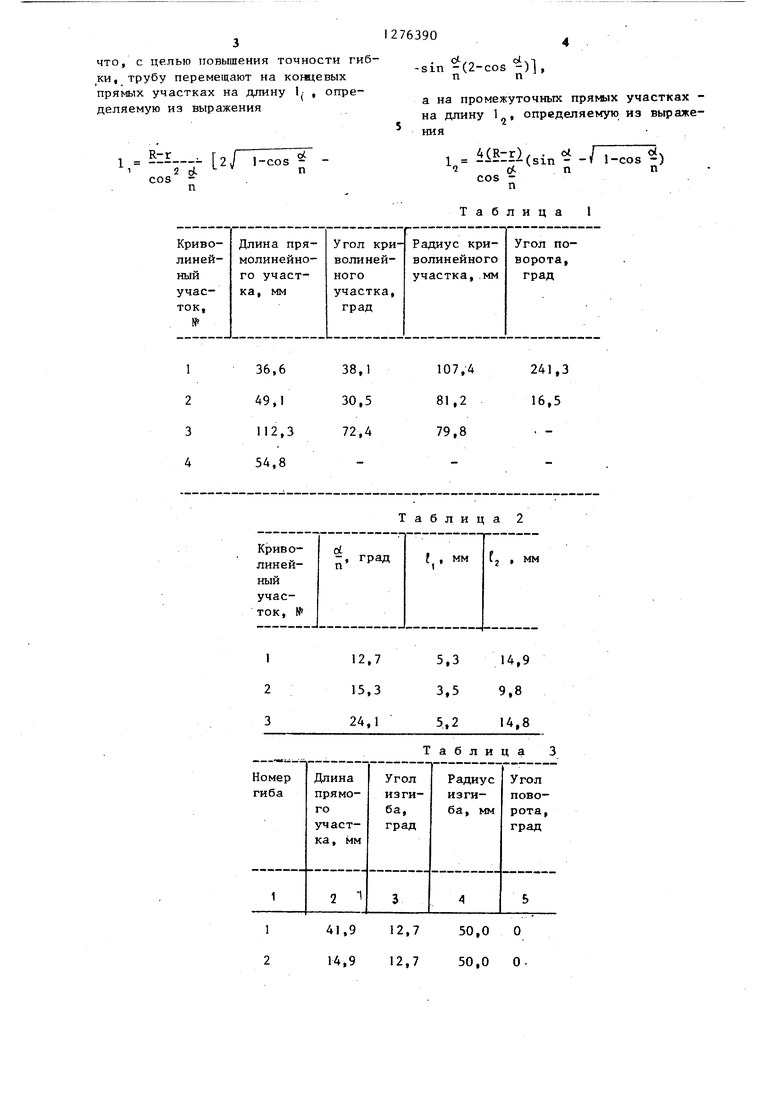
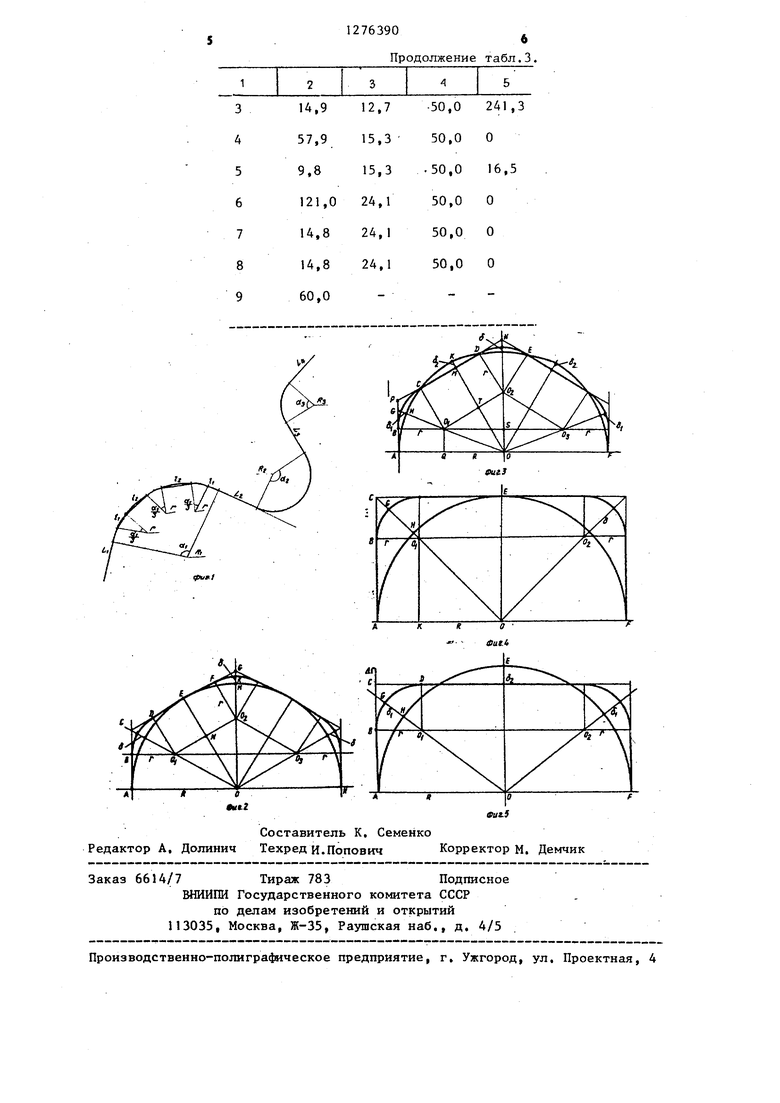
со о Изобретею1е относится к обработке металлов давлением и может быть использовано для пространственной гибки труб. Цель изобретения - повышение точ ности гибки труб,, На фиг, 1 приведена общая схема гибки трубы метсЗдом последовательных гибов; на фиг, 2 - схема выполнения известным способом криволиней ного участка с заданными параметрами: R 50 мм о(. 180° тремя после довательными гибами () каждый с параметрами: г 20 мм п - 60 ; на фиг, 3 - схема выполнения указанного криволинейного участка предлагаемым способом; на фиг, 4 - схема .выполне шя известным способом криво линейного участка с заданными параметрами: R 50 мм о. ISO двумя последовательными гибами (п 2) кахсдый с параметрами: г 20 мм г/. U - 90: на фиг, 5 - схема выполнени указанного криволинейного участка предлагаемым способом. Технология гибки труб предлагае мым способом заключается в следующем. Известным способом измеряют зада ную конфигурацию трубы и определяю значения геометрических параметров длин прямолинейных участков L- , уг лов радиусов криволинейных участков R и углов поворота их плоскостей - , Из конструкции гибочного инстру мента, которым предполагается гибка труб, определяют радиус инструмента г, Для каждого заданного криволинейного участка исходя из допустимой погрешности устанавливают число разбиения п. Для каждого гиба определяют длины концевых I и про межуточных 1 между п гибами прямы участков по следующим формулам: т Го Г. 5Г 1 2 1-COS -- sin -(2-cos )1 I. lfcjl.(3in -Jl-cos$) а также углы гибов. 90 Изгибают трубу, перемещая ее вдоль оси на каждом прямом участке между вновь введенными последовательными гибами на величину 1 з на каждом прямолинейном участке гличину L. +1 . +1,. , LJ - на величину L. +1 . +1,. , и 1 - концевые прямые Д v,-i - м, участ{ и, относящиеся к предыдущему и последующему гибам, прилегающим к участку L ;, Пример, Требовалось согнуть партию труб из материала 12Х18Н10Т сечением 8 х 1 мм с параметрами, представленными в табл, 1, Гибку необходимо было выполнить на трубогибочном станке модели ИО-622А, имеющем для. данного диаметра гибочный инструмент с радиусом 50 мм, Требуемая точность изготовления трубы по отношению к заданной конфигурации to,5 мм. Установили число разбиения для первого криволинейного участка , для второго - , для третьего - , Определили для каждого гиба параметры ; 1 ; 1 (табл, 2), Определили параметры гибки труб на трубогибочном станке (табл, 3) и выполнили гибку труб в соответствии с предлагаемым способом. Контроль точности конфигурации согнутых труб по отношению к заданной показал соответствие деталей заданным условиям точности. Положительный эффект предлагаемого способа заключается в повьшении точности гибки путем большего приближения конфигурации изогнутой трубы к заданной при заданной трудоемкости (число гибок) или же в сокращении трудоемкости трубы (сокращений числа изгибов) при обеспечении заданной точности. Формула изобретения Способ гибки труб с рядом криволинейных участков, разделенных прямолинейными, включающий выполнение каждого криволинейного участка с радиусом R и углом ot путем последовательных гибов (п92) гибочным инструментом с радиусом г R и углом oi„ - каждый с последующим осевым перемещением трубы на концевых и промежуточных между п гибами прямых участках, отличающийся тем. что, с целью повышения точности гибки, трубу перемещают на концевых прямых участках на длину 1 , определяемую из выражения
--.-г гт .
COS
2 d
COS - П
1 (R:i)(sin -rr:cos i)
2О -ПП
COS Таблица (2-cos )1 а на промежуточных прямых участках на длину 1 , определяемую из выражения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб по эталону на станках с программным управлением | 1985 |
|
SU1287966A1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| Способ гибки труб и оправка для его осуществления | 1983 |
|
SU1165509A1 |
| Гибочная головка трубогибочного станка | 1986 |
|
SU1400713A1 |
| Устройство для гибки труб | 1983 |
|
SU1281323A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Способ гибки труб по эталону на станках с программным управлением | 1986 |
|
SU1391765A1 |
| Установка для изготовления изогнутых труб | 1986 |
|
SU1433547A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТРУБЫ ПРИ МНОГОКОЛЕННОЙ ГИБКЕ | 1991 |
|
RU2025167C1 |
| Способ гибки труб в полевых условиях | 1991 |
|
SU1761339A1 |
Изобретение относится к способампространственной гибки труб и направлено на повышение точности изготовления труб с рядом криволинейных участков, разделенных прямолинейными. Способ заключается в выполнении каждого криволинейного участка с радиусом R и углом oi, путем последовательных гибов (п 2) с радиусом г гибочного инструмента (г R) и уГ лом oL/n каждый с последующим осевым перемещением трубы между п гибами: на концевых прямых участках на величину 1, (R-r).(l-cosof/n) -sin oi/n
214,9 12,750,0 ОТаблица 2
Таблица
| Резервуар для питания маслом | 1933 |
|
SU38215A1 |
