со :
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизированной гибка деталей из труб.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры изготавливаемых деталей путем перевода на станочв двух точках - начале и конце участка .
Перемещение измерительной головки может осуществляться как в ручном, так и в автоматическом режиме, с использованием привода координатно- измерительной мащины.
Результаты измерений вместе с заную гибку труб, эталоны которых имеют 10 данным радиусом гиба и диаметром этапрямые участки между гиминимальныебами.
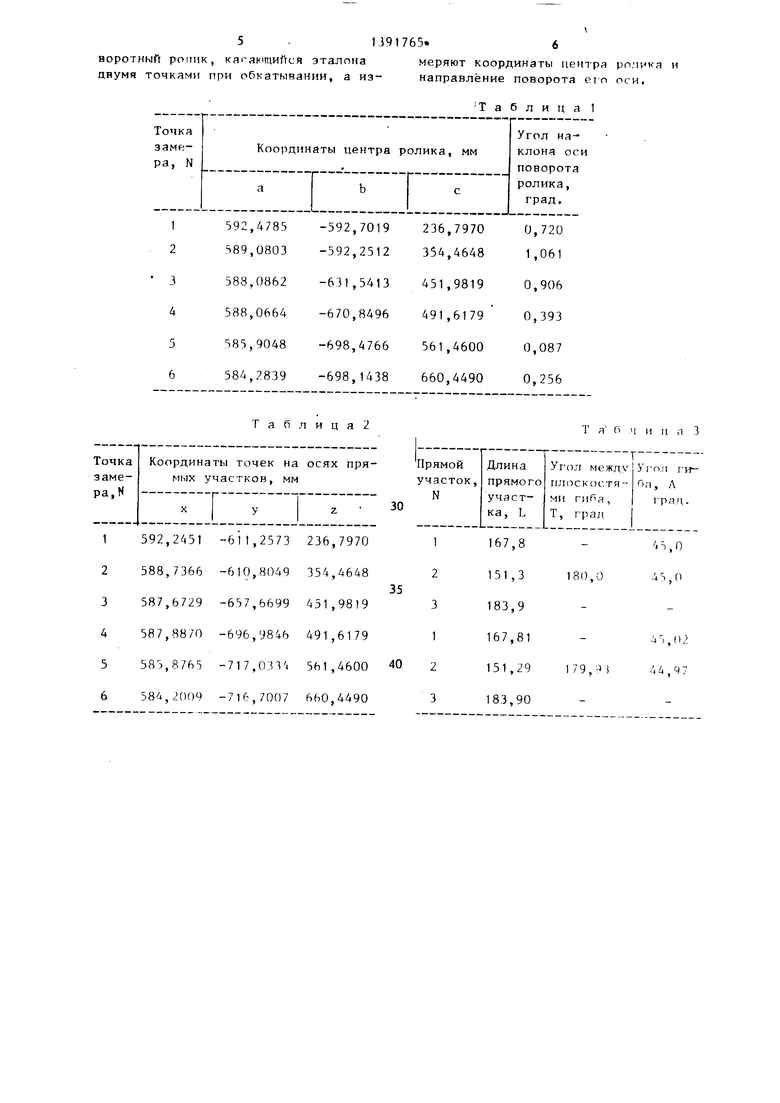
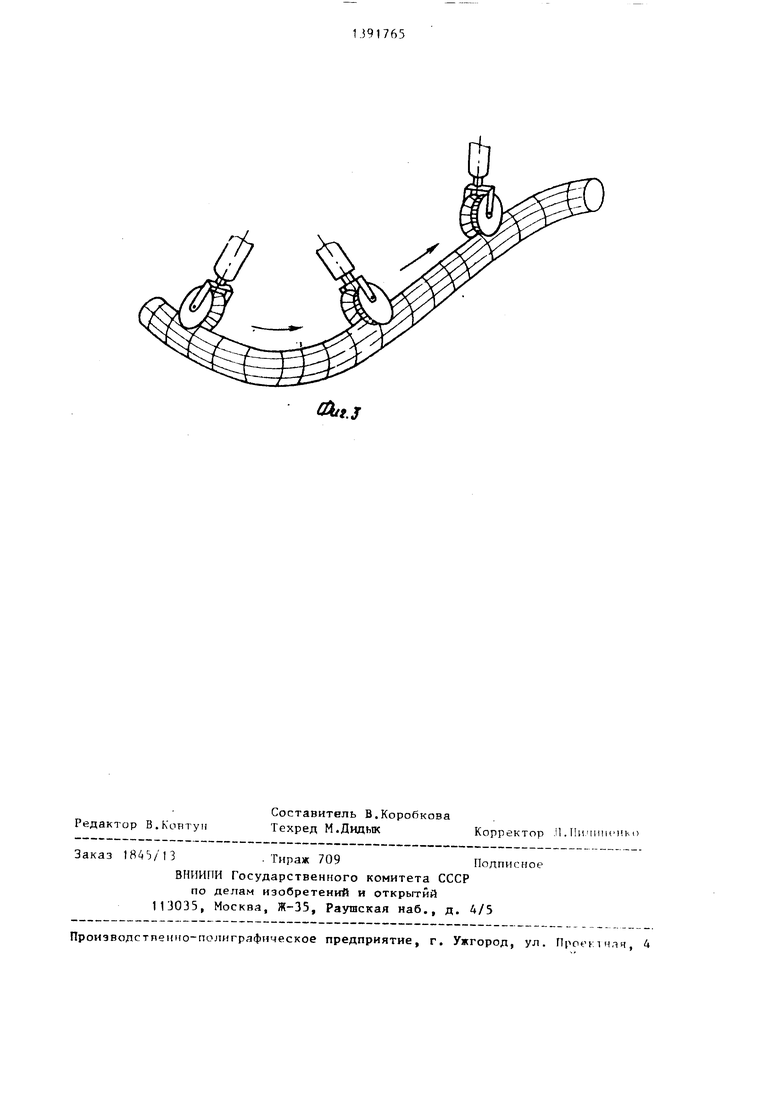
На фиг.1 представлена схема измерения положения оси эталона посредством поворотного ролика; на фиг.2 - )5 вид А на фиг.1; на фиг.З - положения поворотного ролика при измерении эталона.
Способ осуществляют следующим образом.20
Эталонную трубу закрепляют на столе трехкоординатной измерительной машины, в качестве измерительного элемента которой используют измерительную головку с поворотным роликом. 25 Процесс измерения выполняют так. Измерительную головку подводят в начало измеряемого эталона, ролик опускают на эталон и слегка прижимают к последнему, в результате чего ролик за- зо нимает такое положение, при котором его собственная ось вращения перпендикулярна оси эталона в точке замера. Затем, перемещая измерительную головку вдоль оси трубы, отслеживают конфигурацию эталона в пространстве, и периодически фиксируют координаты центра ролика и направление поворота его оси.
Частота точек замера определяется конфигурацией измеряемого эталона и точностью, с которой необходимо повторить геометрию эталона в процессе гибки трубы. Для измерения прямого участка эталона достаточно измерения «с
лона используются для расчета геометрических параметров эталона на ЭВМ по известному алгоритму и составлению программы для трубогибочного станка.
Координаты точек на оси эталона (х,у,г:,), Xj у z) опр еделяют расчетным путем с использованием координат замера центра ролика (а Ь с,), (,) и направляющих коэффициен ха 3ij )
(а,
),
в двух соседних участках
35
40
тов его оси поворота
(З;
замера,
Для определения положения оси каждого прямолинейного участка эталона в пространстве решается задача отыскания прямой, удовлетворяющей следующим требованиям. Искомая прямая должна пересекать ось поворота ролика и отстоять на одинаковом расстоянии d от его центра в каждом положении измерительного ролика. Координаты точек, определяющие положение оси измеряемого прямого участка, находятся из решения следующей системы уравнений:
(1)
,
Зх,
5il5l а J
a-i,
Згг
Xi. а jt
au|i
Xi-lkL a.ij
Y2.-bi
в двух точках - начале и конце участка .
Перемещение измерительной головки может осуществляться как в ручном, так и в автоматическом режиме, с использованием привода координатно- измерительной мащины.
Результаты измерений вместе с заданным радиусом гиба и диаметром эта5
0
5 о
лона используются для расчета геометрических параметров эталона на ЭВМ по известному алгоритму и составлению программы для трубогибочного станка.
Координаты точек на оси эталона (х,у,г:,), Xj у z) опр еделяют расчетным путем с использованием координат замера центра ролика (а Ь с,), (,) и направляющих коэффициен ха 3ij )
(а,
),
в двух соседних участках
5
тов его оси поворота
(З;
замера,
Для определения положения оси каждого прямолинейного участка эталона в пространстве решается задача отыскания прямой, удовлетворяющей следующим требованиям. Искомая прямая должна пересекать ось поворота ролика и отстоять на одинаковом расстоянии d от его центра в каждом положении измерительного ролика. Координаты точек, определяющие положение оси измеряемого прямого участка, находятся из решения следующей системы уравнений:
(1)
,
Зх,
5il5l а J
a-i,
Згг
Xi. а jt
au|i
Xi-lkL a.ij
Y2.-bi 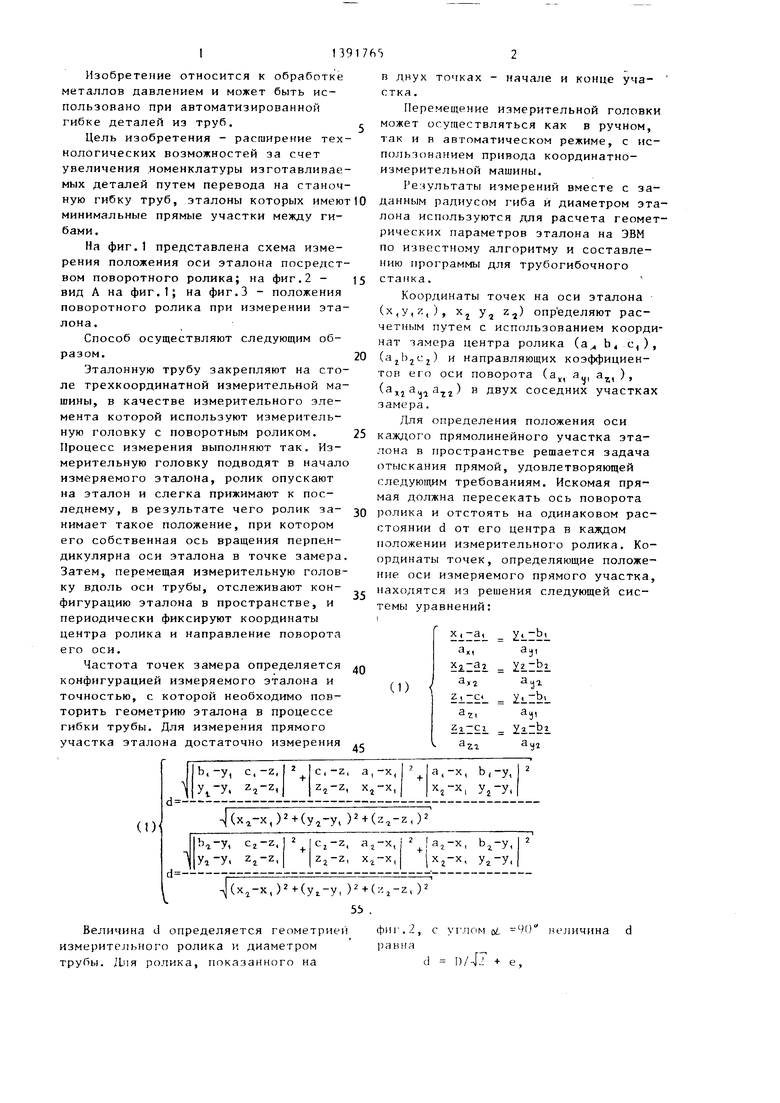
Изобретение относится к обработке металлов давлением и может быть : использовано при автоматизированной гибке деталей из труб. Целью является расширение технологических возможностей за счет увеличения номенклатуры изготавливаемых деталей. Эталонную деталь закрепляют на столе координат- но-измерительной машины, в качестве измерительного элемента машины используют измерител ьную головку с поворотным роликом, которую подводят в начало эталона. Ролик опускают на него и слегка прижимают к эталону. Ролик занимает положение, при котором его ось вращения перпендикулярна оси эталона в измеряемом сечении. Поверхность ролика касается поверхности эталона двумя точками. Перемещая измерительную головку вдоль эталона, отслеживают конфигурацию последнего в пространстве и периодически фиксируют координаты центра ролика и направление поворота его оси. Для определения положения оси прямого участка эталона достаточно измерения в двух точках - начале и конце этого участка. Координаты точек на оси эталона определяют расчетным путем с использованием координат замера центра ролика. 3 ил., 3 табл. « сл
b,-y,
y,-y,
c.-z, z,-z,
())
л1(,)2+(, )2+(z,-zJ2
d
(x,-x,)(y,-y,)2+(.,-z,)2 53 .
Величина d определяется геометрией фиг.2, с измерительного ролика и диаметром 5авна трубы. Д.ПЯ ролика, показанного на
d
a, -X,
Xj-X,
b.-y, Уг У.
с
углом cj 90 d + е.
неличина
1 ле D - дия и-тризмеряемой труПы,
е coTuU -расстояние от вертиH1-I vi jiaпроточки ролика до
f-io осивращения.
н ixiiO lil iY lillz.
(K.-zJ.d+tg fiJ+IU.-xJ+tR/i.Cv.-v. )V
tgp, (у, -b, )
, I l I LrilXiIYi.)ili5il2llLJIT
,) (,) + ((x,-x,)+tgp,(y,-y,))
x a -Cgf3iCy -bj )
z, c,
где t( 5 -, В - yi on наклона оси по jворота ролика к оси оу.
Полученные т результате решения системы уралнений (1) или (2) координаты (x,V,Z,), () ЯРЛЯКП СЯ КОординатпми точек, определяюпл1Х положение оси измеряемого прямого участка эталона тцюстранстве, что яв;тяется достаточным /тля дальнейше о расчета геометрич ч кмх параметров оси эталона но известн1,1м метолам.
И р и м е р. Для проверки способа проводились сравнительные замеры эталона на универсальной координатной измерител11Н( машине с испольчованием uiajuiKOBoro щупа и на специальной координатной машине, в качестве измерительного элемента которой использовалась гол(1вкл с поворотным роликом, При расчете диаметр эталона D.0 мм, радиус г иОа R 0, ролик имел параметры : Dt 90 , е 4, 4 1 7 мм .
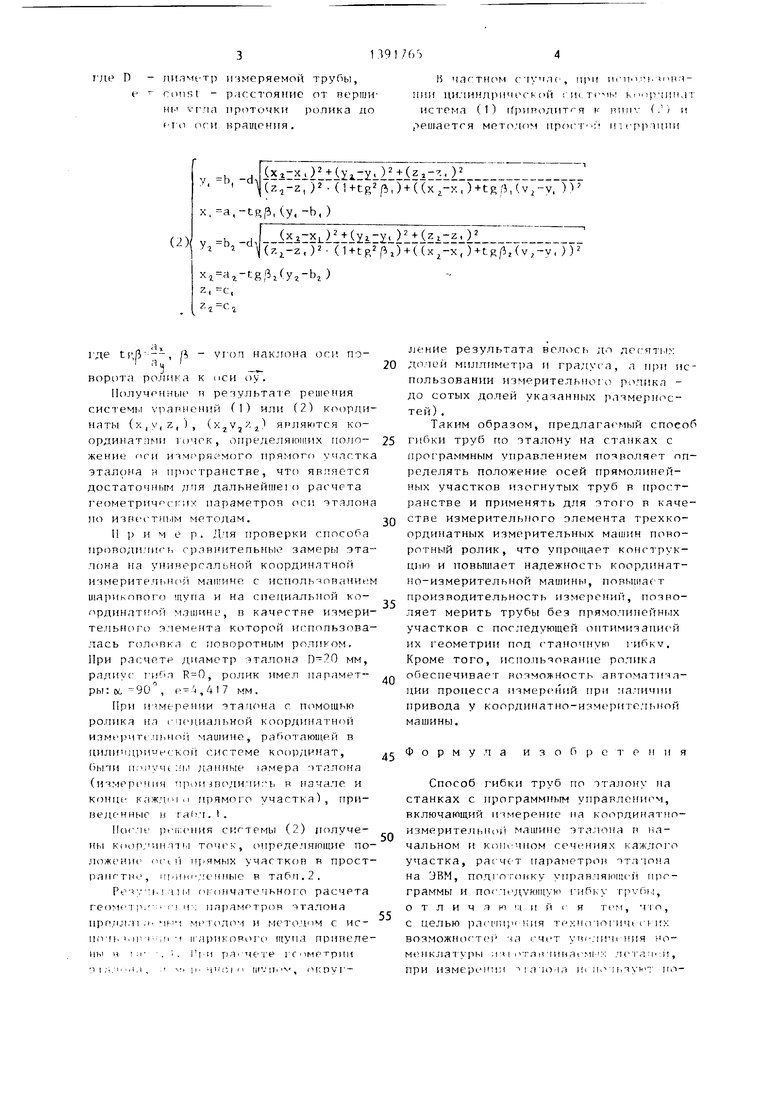
При измерении эталона с пс мощью ролика на гпениалт ной координатной изме))чт( .яьной , работающей в цилич ;ри е(;ко11 системе координат, ()ыли nrviiy4t дан(ые амера эталона (из;-1ерения Т1р.)извс чили:ч, в начале и конце кажл,1Ч.1 прямого участка), приведенные н таЬл.I.
После peii:emiH системы (2) получены к 00 р; им 111,1 точек, сшределяющие по- Л(1жение (H tTi прямых участков в пространство, 11г,пнм;;епные в табл.2.
Рез;. :ь I ч 11. оь ончатечьного расчета геометр, 1 ir; параметров эталона прелл.з . 1. 4f-i i меччыом и метолом с ис- по уь 10Г. ч . Ml ч п лриковогс тупа приведены ч l:r . | . 1 ГИ рЯ -ЧЕ Те ГГ 1МетриИ Э 1,4/ 14, V. р- МЧС, ir.Mb V- OKDVrИ час тн(1м с гучас , при чгпм; . (цц.чНИИ ЦИ.ЧННЛрИЧеСКОЙ ; И( Кмпр ЩНЛ
истема (1) fpHm TiiTrn к шиг/ (.) и решается методом ирост ; ; шсррщии
0
5
0
5
0
5
0
5
результата велосГ) до десятых долей миллммет1)а и градуса, а при использовании измерительногч5 ролика - до сотых долей указанных размерностей) .
Таким образом, предлагаемый способ гибки труб по эталону на станках с программным управлением позволяет определять положение осей прямолинейных участков изогнутых труб в пространстве и применять для этого в качестве измерительного элемента трехко- ординатных измерительных машин ротный ролик, что упрощает конструкцию и повьш1ает надежность координат- но-измерительной машины, повышает производительность измерений, позволяет мерить трубы без прямолинейных участков с последующей О1ттимизапи(й их геометрии под (-таночнут гибку. Кроме того, использование ролика обеспечивает возможность автоматиза- дии процесса измерений при :1а;1ичии привода у коордиР1атно-измерител11Ной машины.
Ф о р м у ,п а и 3 о б р е т е }| и я
Способ гибки труб по эталону на станках с программным управлением, включающий измерение на координатно- измерительно машине эталона в начальном и конечном сечениях каждого участка, расчС Т параметро) этл юна на ЭВМ, подго г( у11равляк1 цсй программы и после/ УНицуи гибку труПм, о т л и ч а К) ;i и и г я тем, чго, с целью pacuiiipf ния техночогич cvi;x возможност(м ча счет ут слич1 ния номенклатуры ;I:M ( тя и чинасм - ;-; .ч , при измерении 1пчоч,ч iii почр.зуи т по5.1J91765.6
воротный ролик, кагакпцийся эталонамеряют координаты центра ро.чикя и
двумя точками при обкатывании, а из-направление поворота его оси,
Таблица 1
Таблица2
Т я б л и ц а 3
Ось вращения ролика
Центр ролика
Фиг. 2
.3
| Проспект фирмы Eaton - Leonard | |||
| Today s answers for tomorrow s problems in Bending | |||
| The vector system, 1985. |
