Изобретение относится к обработке мс- талло давлением и может быть использовано для пространственной гибки труб гидрогазовых систем изделий машиностроения.
Цель изобретения - повышение качества изготовления труб.
На фиг. 1 приведена схема измерения эталона на КИМ; на фиг. 2 - труба, изготовленная по конфигурации, определенной по результатам измерения, с точным нением развальцовки; на фиг. 3 - схема установки изготовленной трубы в монтаже на изделии и возникаюшие при этом погрешности.
Технология гибки труб предлагаемым способом заключается в следующем.
Изготавливают имитатор 1 места подсоединения трубы в виде цилиндра, переходящего в штуцер для подсоединения арматуры трубы. Цилиндрическую часть выполняют одинаковой, а штуцер - различным для труб различных диаметров и видов соединения. На цилиндрической части наносят две кольцевые риски 2 на фиксированном расстоянии одна от другой и от поверхности стыковки с эталоном. В качестве поверхности стыковки выбирают, например, плоскость торца конической поверхности штуцера 3, к которому подсоединяется труба 4 на изделии, или плоскость начала конической поверхности трубы, или другую поверхность, заданную чертежом на соединение трубопровода. Концы труб развальцованы для соединения трубопроводов по наружному конусу.
Закрепляют имитатор на каждом конце измеряемого эталона 5 посредством щтат- ной арматуры, входящей в комплект указанной эталонной трубы и характеризующей вид соединения трубопровода изделия. Фиксируют эталон на рабочем столе КИМ путем закрепления имитаторов в поддерживающем приспособлении.
Подводят измерительный щуп КИМ к первому имитатору и измеряют на его поверхности координаты двух пар точек на каждой из двух кольцевых рисок (точки aj и aj, aj и а/)).
Измеряют известным способом координаты двух точек в каждом из двух сечений на каждом прямом участке эталона, за исключением первого и последнего участков (точки as и а , а и aj и т. д.). Измеряют координаты двух точек на каждой из двух кольцевых рисок на втором имитаторе и передают результаты измерений в ЭВМ.
Известным математическим аппаратом автоматически определяют положение в пространстве оси первого имитатора и принимают его продолжение за ось первого прямого участка трубы. На данной оси определяют длину первого прямого участка трубы от центра ближней к трубе кольцевой риски до точки пересечения с осью второго
0
5
0
5
0
5
0
5
прямого участка за вычетом фиксированного расстояния от указанной риски до выбранной стыковочной поверхности. Аналогично определяют ось и длину второго концевого участка.
Известным способом определяют другие параметры эталона, готовят управляющую программу для трубогибочного станка и осуществляют гибку трубы.
Пример. Требуется согнуть трубу по эталону с параметрами: марка материала 12Х1.8Н10Т, сечение 10,0x0,8 мм, количество изгибов - 3, вид соединения - по наружному конусу.
Изготовляют имитатор штуцера с соединением по наружному конусу, на котором наносят риски на расстоянии 90 мм друг от друга и 40 мм от плоскости начала конической поверхности трубы.
Присоединяют имитатор к эталону и осу- шествляк)т измерение на координатно-изме- рительной машине точек поверхности эталона и имитаторов.
В табл. 1 представлены координаты 16 точек измерения, из которых четыре первых и четыре последних относятся к поверхности имитатора.
По результатам измерения на ЭВМ вычисляют значения геометрических параметров измеренной трубы (табл. 2), подготовляют управляющую программу и сгибают трубу на трубогибочном станке с программным управлением модели ТГСП 24. Точность совпадения трубы с эталоном составляет ±0,5 мм.
Положительный эффект предлагаемого способа по отношению к известному достигается снижением монтажных напряжений в трубопроводных системах за счет обеспечения соосности концевых прямых участков труб и соединяемой арматуры изделий.
Применяя предлагаемое устройство, имитирующее место подсоединения трубы на изделия, определяя его .ось по измеряемым координатам четырех точек на его поверхности и принимая продолжение этой оси за ось концевого прямого участка трубы, исключают тем самым влияние встречающейся погрешности изготовления эталона (несоосности конической части (развальцовки) трубы с.концевы.м прямым участком) на точность монтажа и возможность появления монтажных напряжений в системе.
Для больщинства трубопроводов погрешность АЗ (перекос), возникающая при этом, имеет очень жесткий допуск 0,1-0,5 град. и, главное, не может быть визуально обнаружена при .монтаже систем, что является скрытой угрозой надежности и безопасности изделия.
Предлагаемый способ исключает монтажные напряжения в соединениях трубопроводов путем гарантированного обеспечения соосности трубы и арматуры ценой преднамеренного искажения конфигурац-ии эталона на концевых прямых участках (погрешность 5 на фиг. 3).
Данная погрешность на реальных изделиях по сравнению с Лзимеет значительно более широкий допуск (±3 мм), а при. отсутствии конструктивных помех в зоне монтажа еш,е больший, и может быть легко обнаружена при монтаже систем, что повышает надежность и безопасность изделия.
При использовании предлагаемого способа повышается точность определения длины каждого концевого прямого участка эталона. Посадочным местом на издении основной номенклатуры труб являются не торцевые плоскости, а плоскости наружного или внутреннего конуса. Размеры этих плоскостей и определяются посредством имитатора места подсоединения трубы, что и позволяет добиться повышения точности.
Кроме того, исключаются возможности механических повреждений поверхности эталона по наружной поверхности за счет пере0
5
хода от непосредственного закрепления эталона на столе КИМ к фиксации его посредством закрепления имитатора.
Формула изобретения
Способ гибки труб по эталону на станках с программным управлением, включающий измерение на координатно-измеритель- ной машине двух пар точек в двух сечениях каждого прямого участка эталона, за исключением первого и последнего, расчет параметров эталона на ЭВМ, подготовку управляющей программы и последующую гиб- ку трубы, отличающийся тем, что, с целью повышения качества изготовления трубы, перед измерением к каждому концу эталона присоединяют имитатор места подсоединения трубы, на который предварительно наносят две кольцевые риски на фиксированном одной от другой и от поверхности стыковки с эталоном расстоянии и совмещают измеряемые точки с этими рисками.
Таблица 1
281,887 282,006 270,567 270,104 249,888 248,244 236,002 235,642 235,550 233,382 250,132 249,702 242,892 244,520 233,396 229,824
Примечание. Длина развертки трубы 415,7 мм.
Таблица 2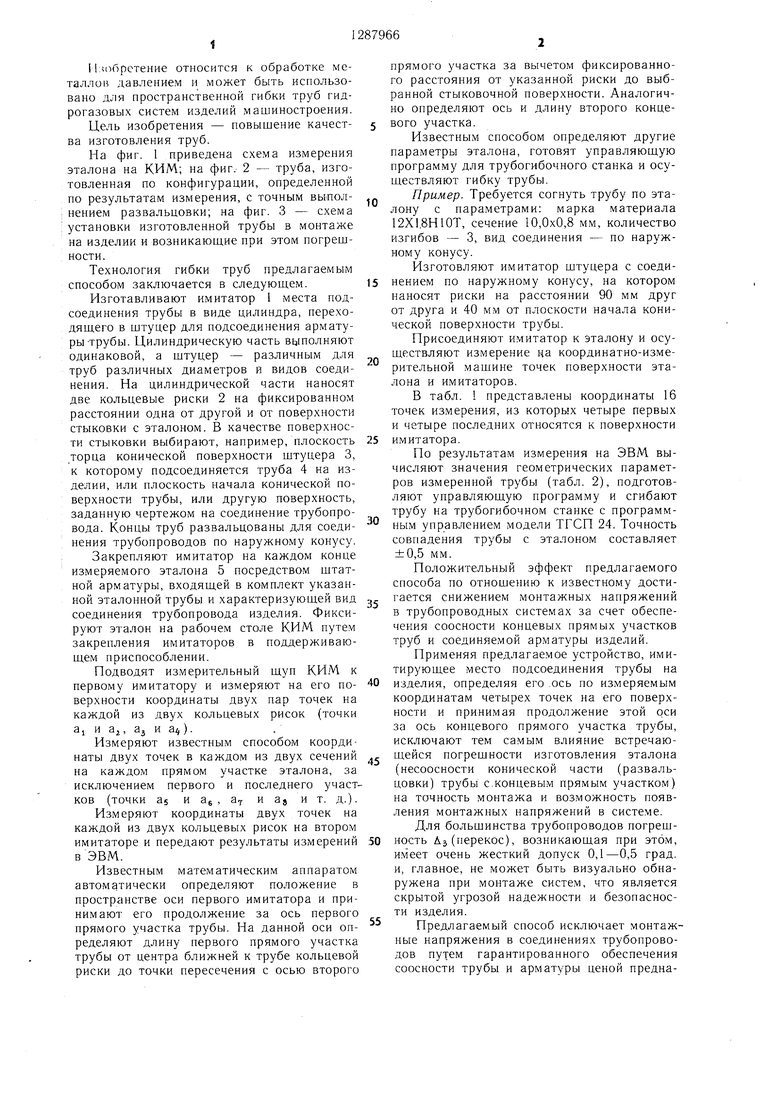

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных трубопроводов из элементов по эталону | 1986 |
|
SU1428489A1 |
| Способ гибки труб | 1985 |
|
SU1276390A1 |
| Способ гибки труб с концевой присоединительной арматурой по эталону на станках с программным управлением | 1989 |
|
SU1696047A1 |
| Способ гибки труб по эталону на станках с программным управлением | 1986 |
|
SU1391765A1 |
| Способ Стеблова отработки на объекте конфигурации жесткого трубопровода | 1989 |
|
SU1708470A1 |
| СПОСОБ ГИБКИ ТРУБ ПО ЭТАЛОНУ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1979 |
|
SU825231A1 |
| Устройство для базирования гнутых труб к координатно - измерительной машине с ЭВМ для измерения взаимного расположения концевых прямолинейных участков труб, их присоединительных поверхностей и разметки их концов | 1990 |
|
SU1783279A1 |
| Способ изготовления судовых трубопроводов с приварными фланцами | 1973 |
|
SU541720A1 |
| Способ гибки труб по эталону | 1983 |
|
SU1250350A1 |
| Устройство для монтажа приспособлений для контроля геометрических параметров гнутых труб | 1988 |
|
SU1548653A1 |
Изобретение относится к обработке металлов давлением, а именно к пространственной гибке труб, и обеспечивает повышение качества изготовления труб. К каждому из концов эталона присоединяют имитатор подсоединения трубы, на котором нанесены две кольцевые риски на фиксированном расстоянии друг от друга и от поверхности стыковки имитатора с эталоном. Расчет параметров прямолинейных концевых участков осуществляют на основе измерения координат двух пар точек на кольцевых рисках имитатора, а промежуточных прямолинейных участков - двух пар точек, нанесенных непосредственно на эталон. Способ позволяет повысить точность определения длин концевых участков, снизить монтажные напряжения в трубопроводных системах за счет обеспечения соосности концевых прямолинейных участков труб и присоединяемой арматуры. 3 ил, 2 табл. to tc 00 1 :о Oi О5
LL2.1
0.4.2
U2.3
Составитель К. Семенко
Редактор Н. МарголинаТехред И. ВересКорректор О. Луговая
Заказ 7750/11Тираж 755Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предпр иятие, г. Ужгород, ул. Проектная, 4
| Устройство для фиксации и перемещения животных | 1985 |
|
SU1329708A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ГИБКИ ТРУБ ПО ЭТАЛОНУ НА СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1979 |
|
SU825231A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
