4: ГО
00
NU
со
Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированного прямоугольного профиля для теплообменников.
Цель изобретения - улучшение качества изделий за счет повышения точности по высоте гофров.
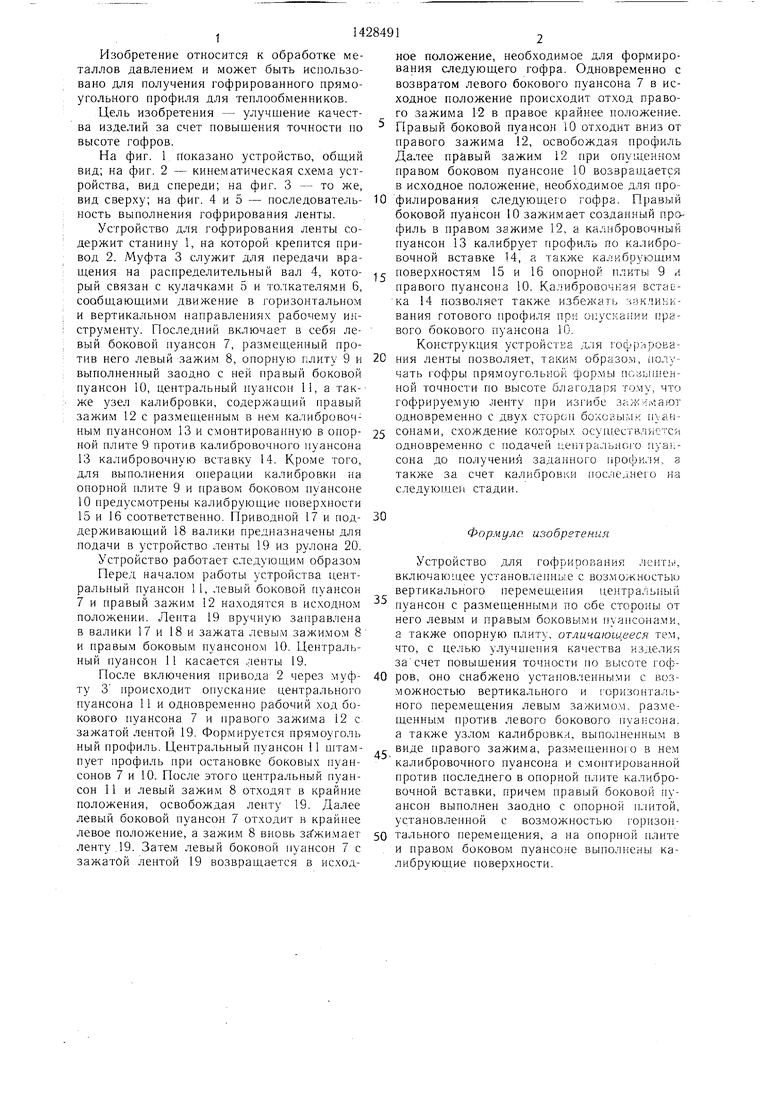
На фиг. 1 г1оказано устройство, обш,ий вид; на фиг. 2 - кинематическая схема устройства, вид спереди; на фиг. 3 - то же,
ное положение, необходимое для формирования следующего гофра. Одновременно с возвратом левого бокового пуансона 7 в исходное положение происходит отход правого зажима 12 в правое крайнее положение. Правый боковой пуансон 10 отходит вниз от правого зажима 12, освобожда 5 профиль Далее правый зажим 12 при опущенном правом боковом пуансоне 10 возврапдается в исходное положение, необходимое для провид сверху; на фиг. 4 и 5 - последователь- 10 филирования следующего гофра. Правый ность выполнения гофрирования ленты.боковой пуансон 10 зажимает созданный пр-о
филь в правом зажиме 12, а калибровочный пуансон 13 калибрует профиль по калибро25
Устройство для гофрирования ленты содержит станину 1, на которой крепится привод 2. Муфта 3 служит для передачи вращения на распределительный вал 4, кото- с рый связан с кулачками 5 и толкателями 6, сообщающими движение в горизонтальном и вертикальном направлепиях рабочему ин- стру.менту. Последний включает в себя левый боковой пуансон 7, размещенный против него левый зажим 8, опорную плиту 9 и выполненный заодно с ней правый боковой пуансон 10, центральный пуансон 11, а также узел калибровки, содержащий правый зажим 12 с раз.мещепным в нем калибровочным пуансоном 13 и смонтированную в опорной плите 9 против калибровочного пуансона 13 калибровочную вставку 14. Кроме того, для выполнения операции калибровки на опорной плите 9 и г равом боковом пуансоне 10 предусмотрены калибрующие поверхности 15 и 16 соответственно. Приводной 17 и поддерживающий 18 валики предназначены для подачи в устройство ленты 19 из рулона 20. Устройство работает следующим образом Перед началом работы устройства центральный пуансон 11, левый боковой пуансон 7 и правый зажим 12 находятся в исходном положении. Лента 19 вручную заправлена в валики 17 и 18 и зажата левы.м зажи.мом 8 и правым боковым пуансоном 10. Це1гграль- ный пуансон 11 касается лепты 19.
вочной вставке 14, а также калибрующим поверхностям 15 и 16 опорной плкты 9 л правого пуансона 10. Калибровочная встас- ка 14 позволяет также избежать заклинивания готового профиля npii О1;ускании правого бокового пуансона 10.
Конструкция устройства для rocLipi-ipOBa- 20 ния ленты позволяет, такигн образо.ч, получать гофры прямоугольной фор.мы псаьпле.ч- ной точности по высоте благодаря тому, что гоф рируемую ленту при из1 ибе зажимают одновременно с двух сторон боксвы.-ли пуансонами, схождение которых осуществляемся одновременно с подачей 1;ентра.льн()го riyai;- сона до получения заданного профиля, а также за счет калибровки послелШего на следуюпдеи стадии.
О
35
Формуле, изобретения
Устройство для гофрирования ленть;, включающее установленные с возможностью вертикального перемещения централыши пуансон с размещенными по обе стороны от него левым и правым боковыми пуансонами, а также опорную плиту, отличакниееся тем, что, с целью улучщепия качества изделия за счет повышения точности по высоте гофПосле включения привода 2 через муф- 40 ров, оно снабжено установленными с возможностью вертикального и горизонтального пере.мещения левы.м зажимо: л, разме- щенны.м против левого бокового пуаьгсона. а также узлом калибровки, выполненным в
ту 3 происходит опускапие центрального пуансона 11 и одновременно рабочий ход бокового пуансона 7 и правого зажима 12 с зажатой лентой 19. Формируется прямоуголь
ный профиль. Центральный пуапсон 11 щтам- виде правого зажима, размещенног
пует профиль при остановке боковых пуансонов 7 и 10. После этого центральный пуансон 11 и левый зажим 8 отходят в крайние положения, освобождая ленту 19. Далее левый боковой пуансон 7 отходит в крайнее левое положение, а зажим 8 вновь заГжимает ленту,19. Затем левый боковой пуансон 7 с зажатой лентой 19 возвращается в исходо в нем
калибровочного пуансона и с.монтированной против последнего в опорной плите калибровочной вставки, причем правый боковой пуансон выполнен заодно с опорной плитой, установленной с возможностью горизон- 50 тального перемещения, а на опорпой плите и правом боковом пуансоне выполнены калибрующие поверхности.
ное положение, необходимое для формирования следующего гофра. Одновременно с возвратом левого бокового пуансона 7 в исходное положение происходит отход правого зажима 12 в правое крайнее положение. Правый боковой пуансон 10 отходит вниз от правого зажима 12, освобожда 5 профиль Далее правый зажим 12 при опущенном правом боковом пуансоне 10 возврапдается в исходное положение, необходимое для про
вочной вставке 14, а также калибрующим поверхностям 15 и 16 опорной плкты 9 л правого пуансона 10. Калибровочная встас- ка 14 позволяет также избежать заклинивания готового профиля npii О1;ускании правого бокового пуансона 10.
Конструкция устройства для rocLipi-ipOBa- ния ленты позволяет, такигн образо.ч, получать гофры прямоугольной фор.мы псаьпле.ч- ной точности по высоте благодаря тому, что гоф рируемую ленту при из1 ибе зажимают одновременно с двух сторон боксвы.-ли пуансонами, схождение которых осуществляемся одновременно с подачей 1;ентра.льн()го riyai;- сона до получения заданного профиля, а также за счет калибровки послелШего на следуюпдеи стадии.
Формуле, изобретения
Устройство для гофрирования ленть;, включающее установленные с возможностью вертикального перемещения централыши пуансон с размещенными по обе стороны от него левым и правым боковыми пуансонами, а также опорную плиту, отличакниееся тем, что, с целью улучщепия качества изделия за счет повышения точности по высоте гофров, оно снабжено установленными с возможностью вертикального и горизонтального пере.мещения левы.м зажимо: л, разме- щенны.м против левого бокового пуаьгсона. а также узлом калибровки, выполненным в
виде правого зажима, размещенног
о в нем
калибровочного пуансона и с.монтированной против последнего в опорной плите калибровочной вставки, причем правый боковой пуансон выполнен заодно с опорной плитой, установленной с возможностью горизон- 0 тального перемещения, а на опорпой плите и правом боковом пуансоне выполнены калибрующие поверхности.
9и,г.2
т
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ПЕРЕГОРОДКИ | 2002 |
|
RU2285572C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| Устройство для гофрирования ленты | 1972 |
|
SU508302A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2324561C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| Устройство для изготовления ленты с увеличенными по высоте гофрами | 1980 |
|
SU910281A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |


Изобретение относится к обработке металлов давлением, может быть использовано для получения гофрированного нрямо- угольного профиля для теплообменников. Цель - улучшение качества изделий за счет повышения точности по высоте гофров. Штамп содержит станину, привод и рабочий инструмент, включающий боковые пуансоны (П), центральный П, левый зажим и узел калибровки. Цоследний состоит из калибровочного П, калибровочной вставки и правого зажима. Формирование профиля осуществляется при опускании центрального П и сближении боковых П. Правка профиля по высоте выполняется в узле калибровки. 5 ил. с (Л
« М л ЛЖ ,1 /У V V V
1:f
19
гН|1 il
ill li
физ. 3
с
я
yyyZZ.
| Устройство для гофрирования ленты | 1975 |
|
SU551082A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
