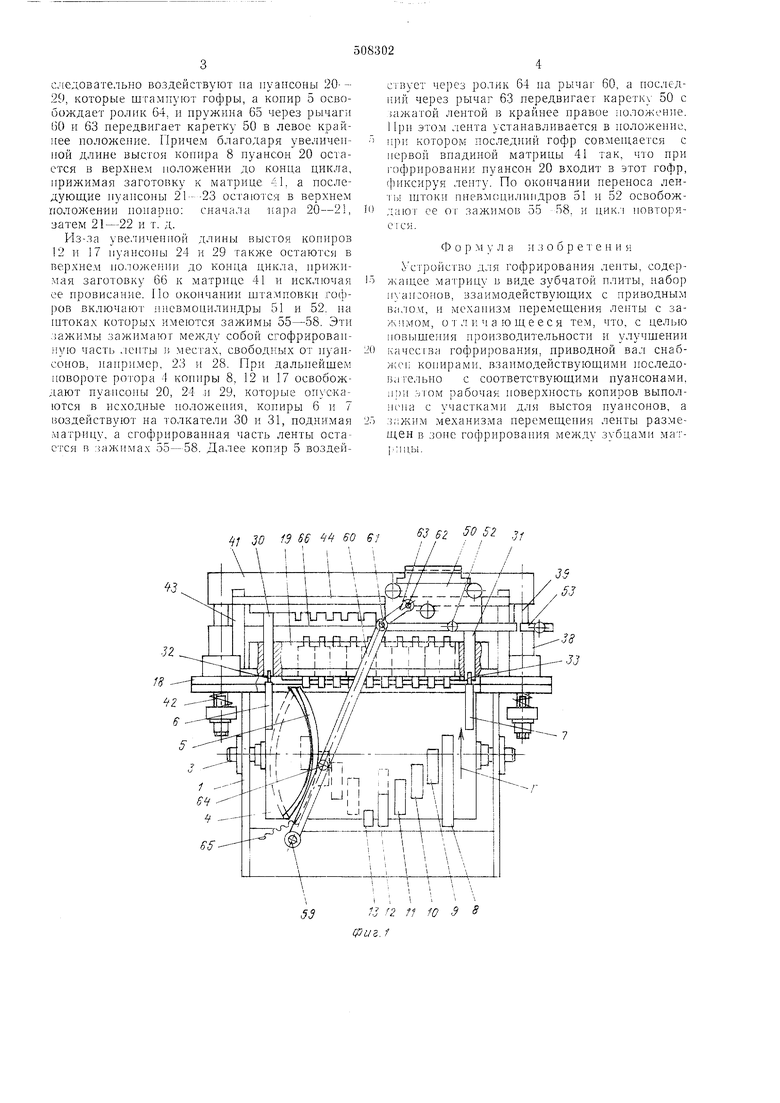
Изобретение отноеитея к облаети обработки металлов давлением, в чаетноети к оборудованию для гофрирования лиетового материала. Известно устройство для гофрирования, содержанхее матрицу в виде зубчатой илиты, набор пуапсоиов, взаимодействующих с ириводиым валом, и мехаииз.м перемещения ленты с зажимом. С целью повышения производительности и улучшения качества гофрирования в предлагаемом устройстве приводной вал снабжен копирами, взаимодействующими последовательно с соответствующими пуансонами, при этом рабочая поверхноеть копиров выполнена с участками для выстоя пуансонов, а зажим механизма неремещения ленты размещен в зоне гофрирования между зубцами матрицы. На фиг. 1 схематично изображено предлагаемое устройство в исходном положении; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - схема процесса гофрирования; на фиг. 4 - разрез по А-А на фиг. 2; на фиг. 5 - разрез по Б-Б на фиг. 4; на фиг. 6 - разрез по В-В на фиг. 3. Устройство имеет станину 1, в которой на иодщипниках 2 установлен вал 3. На иоеледпем укреплен ротор 4, на котором размещены копиры 5-17. Коииры 8, 12 и 17 имеют увеличенную длину выстоя. К станине 1 прикреплен : плита 18, а к последней - основание 19, в котором размещзны пуансоны 20-29 и толкатели 30 и 31 с роликами 32 и 33. Нуансоны 20-27 сннзу опираю гея иа планку 34, к котоpoii их прижимают иружииы 35, упирающиеСИ через пояски н льцев 36 в верхнюю плаику 37.На плите 18 укреплены втулки 38, в которых размещены г.олонки 39, закрепле)ные штифтами 40 в Мат;1Ице 41. Ноеледняя пружинами 42 постоя- Ни поджимается к втулкам 38.На плите 18 укреплены стойки 43 с размещенными на них эельсами 44 и 45, на которых на роликах т 6-49 установлена каретка 50 с пневмоцнлиндрамп 51 и 52, линейками 53 и 54 и зажимам 55-58. На етапине 1 на щарнирне 59 укреплен рычаг 60, кото)ыГ1 через шарниры 61 и 62 и рычаг 63 соединен с кареткой 50. Рычаг 60 енабжен роликом 64, взаимодейетвуюии1м с копиром 5. Нружина 65 служит для подячнма ролика 64 к Koniipy 5. В исходном положении устройства копиры 6 и 7 и толкатели 30 и 31 удерживают матрицу 41 в иоднятом над основанием 19 иоложеиии. матрицей 41 и пуансонами 20-29 помещают заготовку 66. Нри вращении ротора 4 (па фиг. 1, 2, 4 направленпе вран1ення ротора показано стрелкой Г) ролики 32 и 33 сходят с копиров 6 11 7. а толкатели 30 и 31 освобождают матрицу 41. Иод де1 ствием пружии 42 матрица 41 опускается на втулки 38. Но мере поворота ротора 4 копиры 8--17 носледовательно воздействуют па пуансоны 20-29, которые штампуют гофры, а копир 5 освобождает ролпк 64, и пружина 65 через рычаги 60 и 63 передвигает каретку 50 в левое крайнее положение. Причем благодаря увеличенной длине выстоя коннра 8 пуансон 20 остается в верхнем положении до конна цикла, прижимая заготовку к матрице 41, а последующие пуансоны 2123 остаются в верхнем
положенцн нонарпо: сначала пара 20-21, затем 21-22 и т. д.
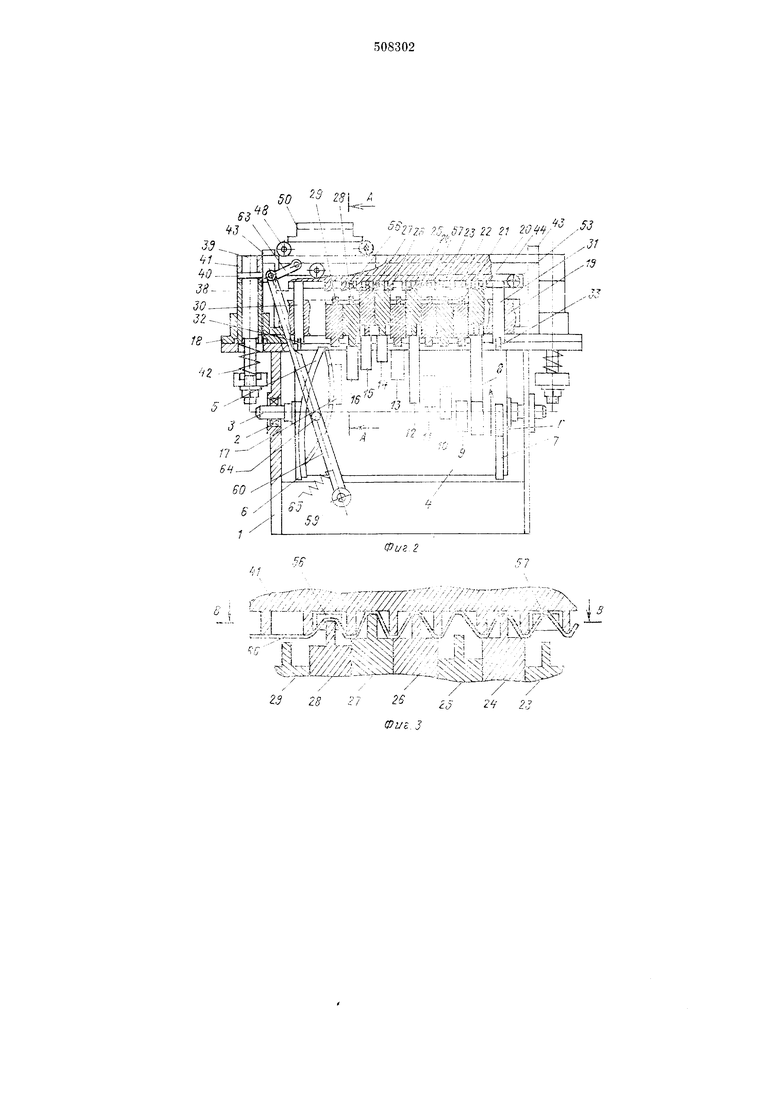
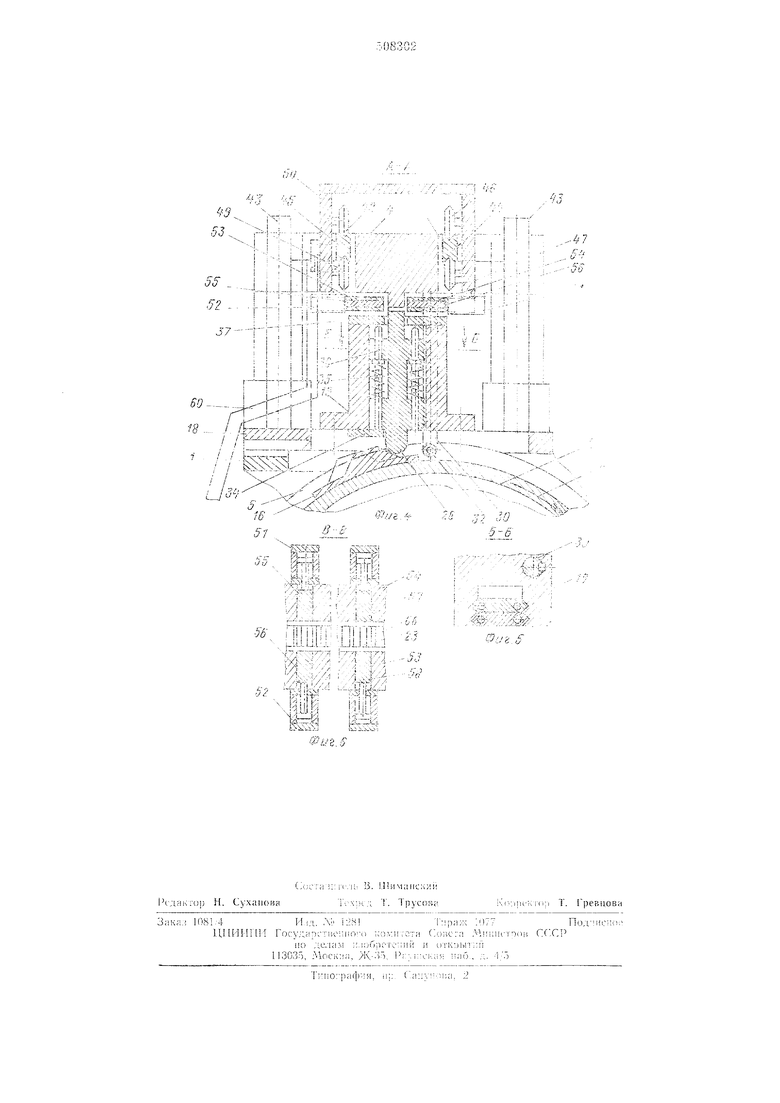
Из-яа увеличенной длины выстоя копиров 12 и 17 пуансопы 24 и 29 также остаются в верхнел1 положении до конца UHicTa, нрпжимая заготовку 66 к матрице 41 и исключая ее провисание. По окончании штамновки гофров включают пнев.монилиндры 51 и 52. на штоках которых имеются зажимы 55-58. Эти лажимы зажимают между собой сгофрироваиную часть .1епты л местах, свободных от пуансонов, нанрн.мер. 23 п 28. При дальнейшем повороте ротора 4 копиры 8, 12 и 17 освобождают нуа псоны 20, 24 ц 29, которые онускаются в исходные ноложенпя, копиры 6 и 7 воздействуют на толкатели 30 и 31, поднимая .матрицу, а сгофрированная часть ленты остается в зажпмах 55-58. Далее конир 5 воздействует через ролик 64 на рычаг 60, а последний через рычаг 63 передвигает каретку 50 с ажатой лентой в крайнее нравое положен}1е. При это.м лента устанавливается в ноложение, нрп котором носледннй гофр совмен1,ается с первой внадиной матрицы 41 так, что нри гофрнровании пуансон 20 входит в этот гофр, (1)нксируя ленту. По окончании переноса ленTi нпоки пневмоцилиндров 51 и 52 освобождают се or зажимов 55 58, и цикл повторяФ о р м у .I а и 3 о б р е т е п п п
Устройство для гофрирования ленты, содер ка1цее матрицу в виде зубчатой плиты, набор 11 ан:онов, взаимодействуюнл,их с приводным валоч, п мехапизм перемещения ленты с зажимом, отличающееся тем, что, с цел1ло повышения производительности и улучшении качества гофрирования, приводной вал енаб |; :ч: копирами, взаимодействующими последовагельио с соответствующими пуансонами, iii)u ь-том рабочая поверхность копиров вынол 1гпа с участками для выстоя пуансонов, а зажим механизма перемещепия ленты размещен в зоне гофрирования между зубцами мат
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Устройство для получения гофрированных деталей из ленты | 1971 |
|
SU436687A1 |
| Устройство для бракеража ампул, наполненных прозрачной жидкостью | 1977 |
|
SU682799A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| Роторный станок для сборки узлов с эластичной деталью | 1985 |
|
SU1256905A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания контейнеров из рукавного термопластичного материала | 1973 |
|
SU473644A1 |
4/ 30 19 SB 60 61f / f 31
65
53
12 f2 1 Ю 9 Фиг. 1
50 8 А « иГПтЩ V.,., .
. .1:,,/
.±;--t f:- uISd}--r---.....:-- -кл
S
«nJWW rPy.±r:i:
МГ Г
ы la
2
у -:
щтгУ.г :0|и№-3
r1ii Д - ;-;. : Jl L -7
й
Ш1
и.
5J
- ///// ,
V С
ь „ij -i f , xv
- , / .lii/ ,
2,5
,J
-27г 25, 21 ,
/J/
,Л5 1 ,{- -.::,. .bii
/ 2 23 .
50:
;ii4).- Г Ч;гг; ;й:туУи-/;:iak :i J if1H4::
:1 :-:ЭДР :
гПЬ - i fl-Hnx/
