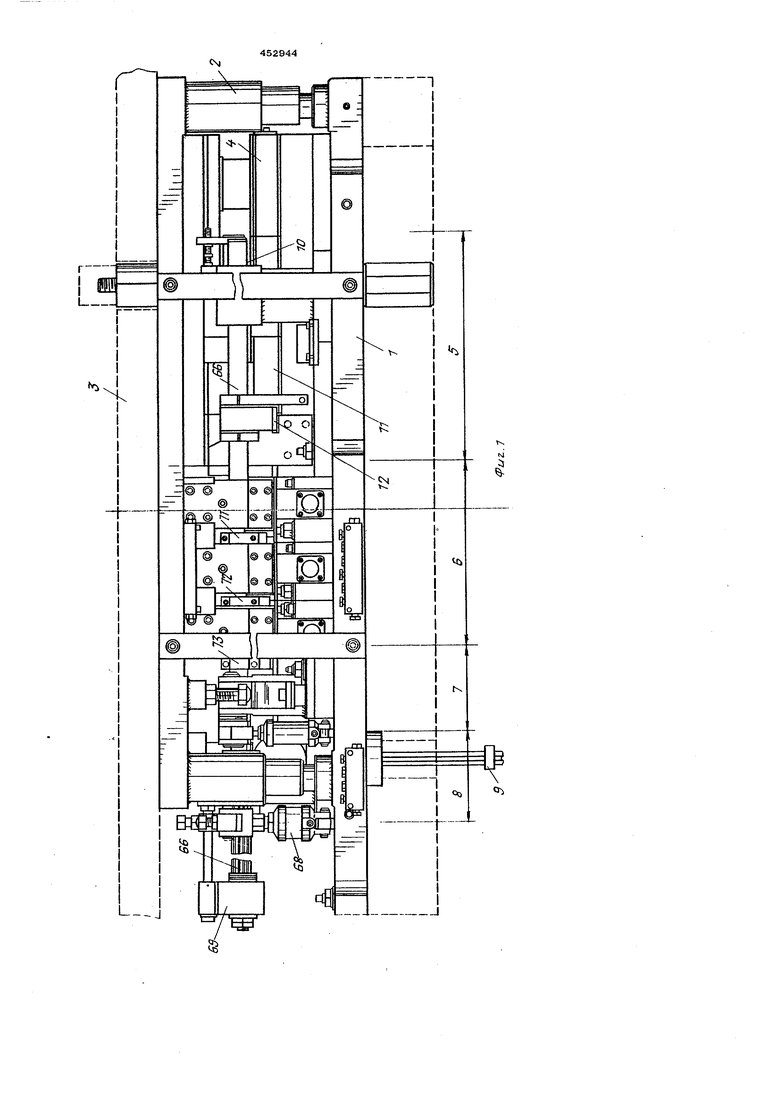
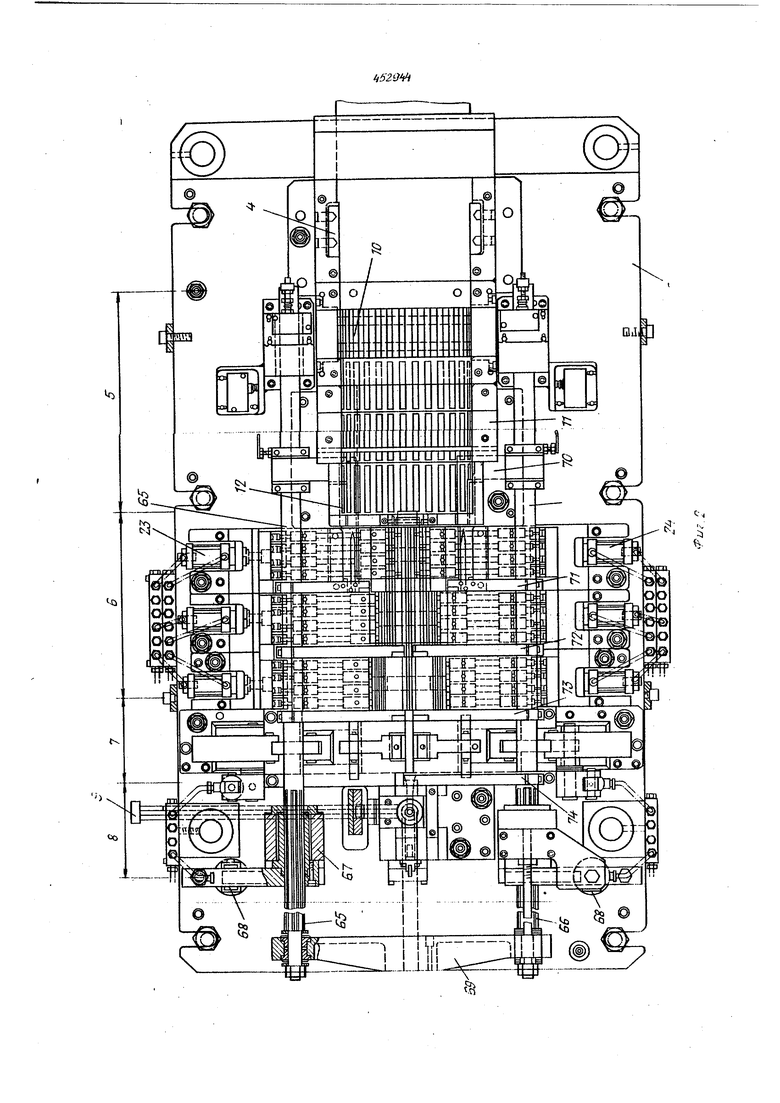
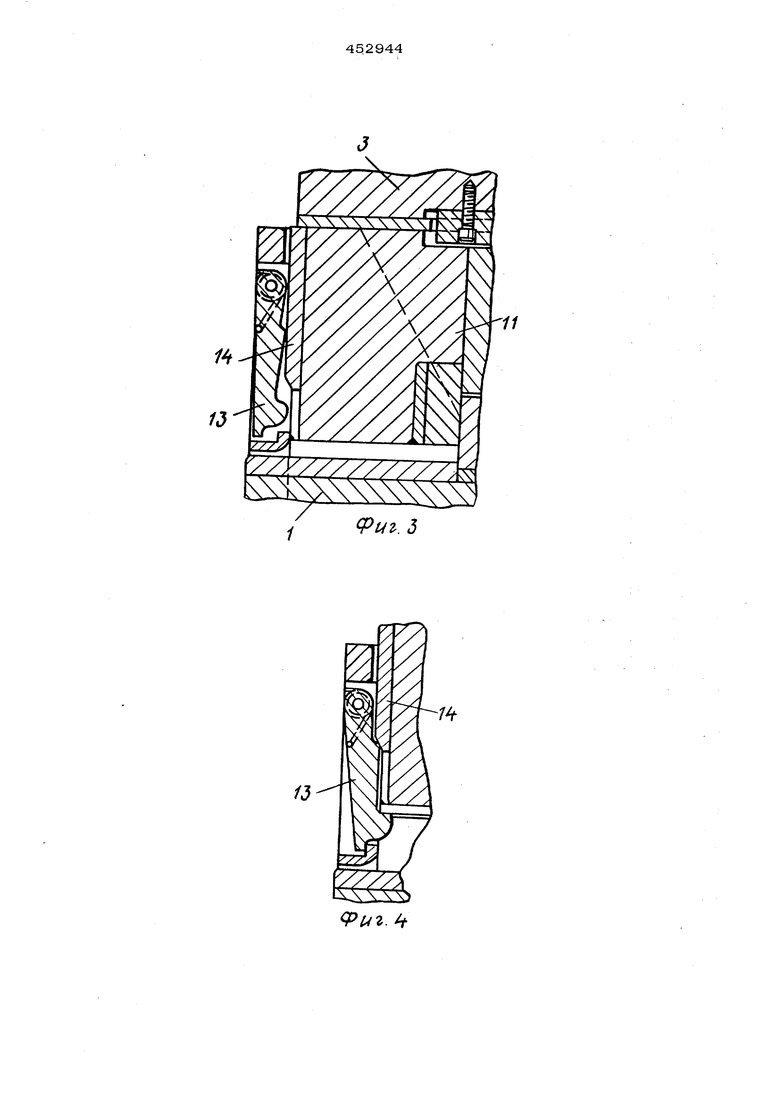
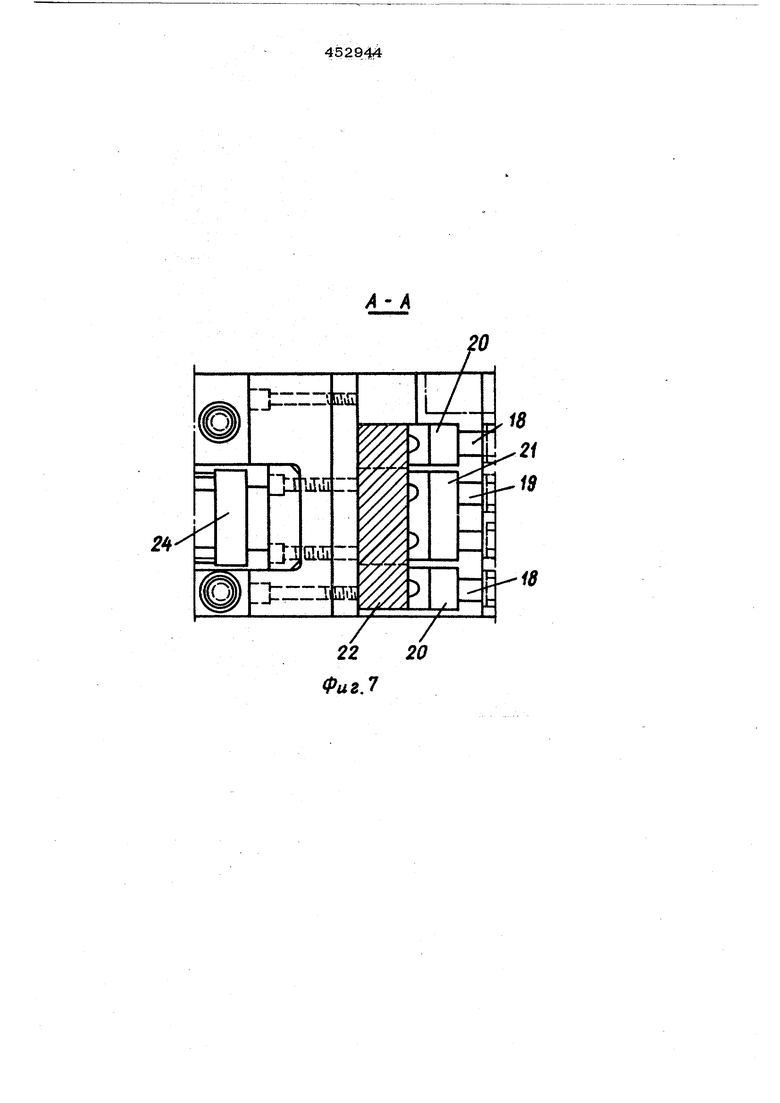
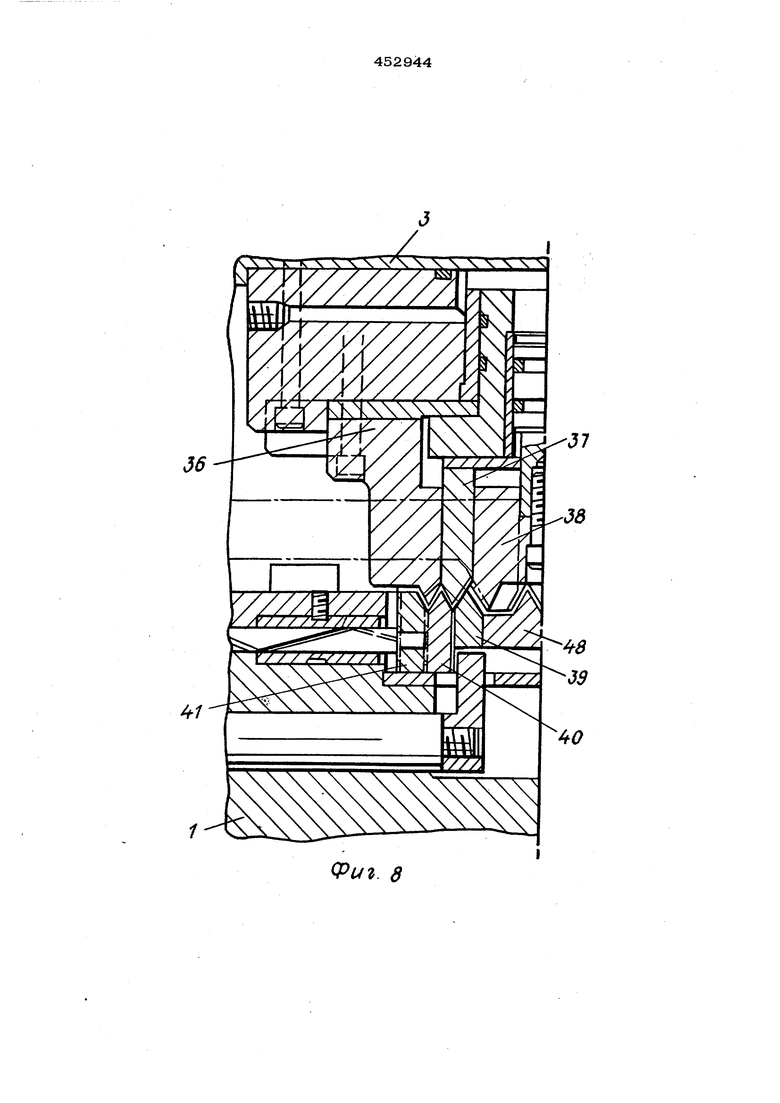
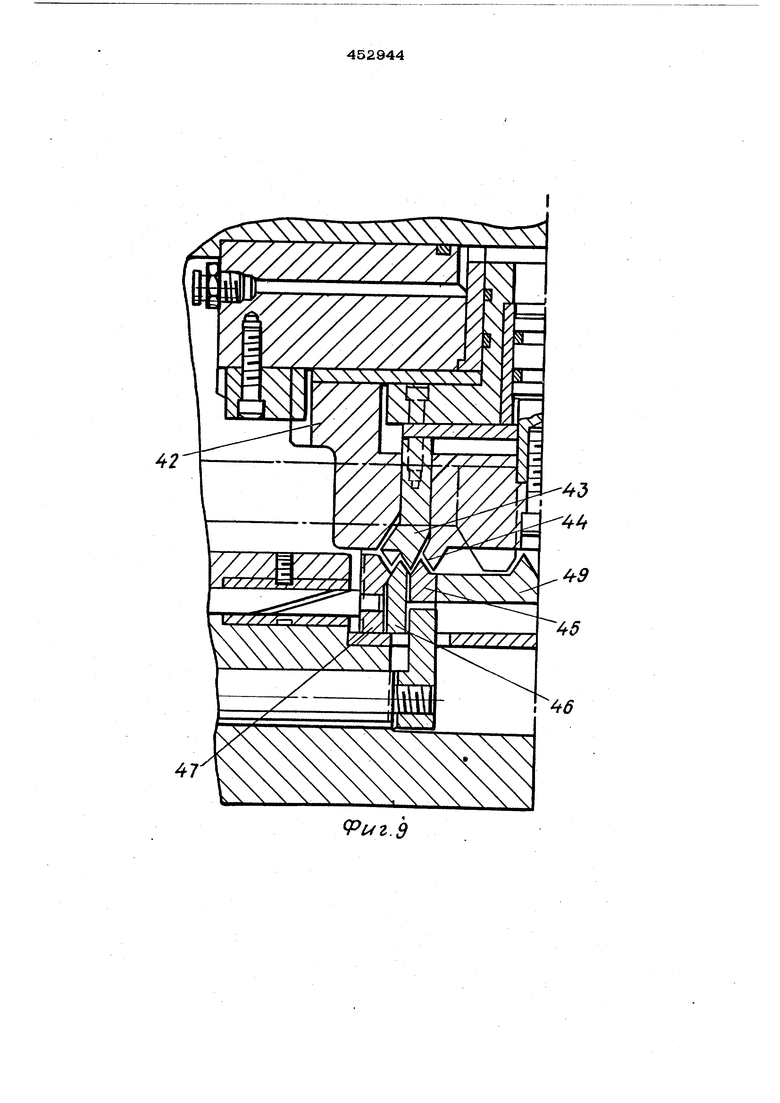
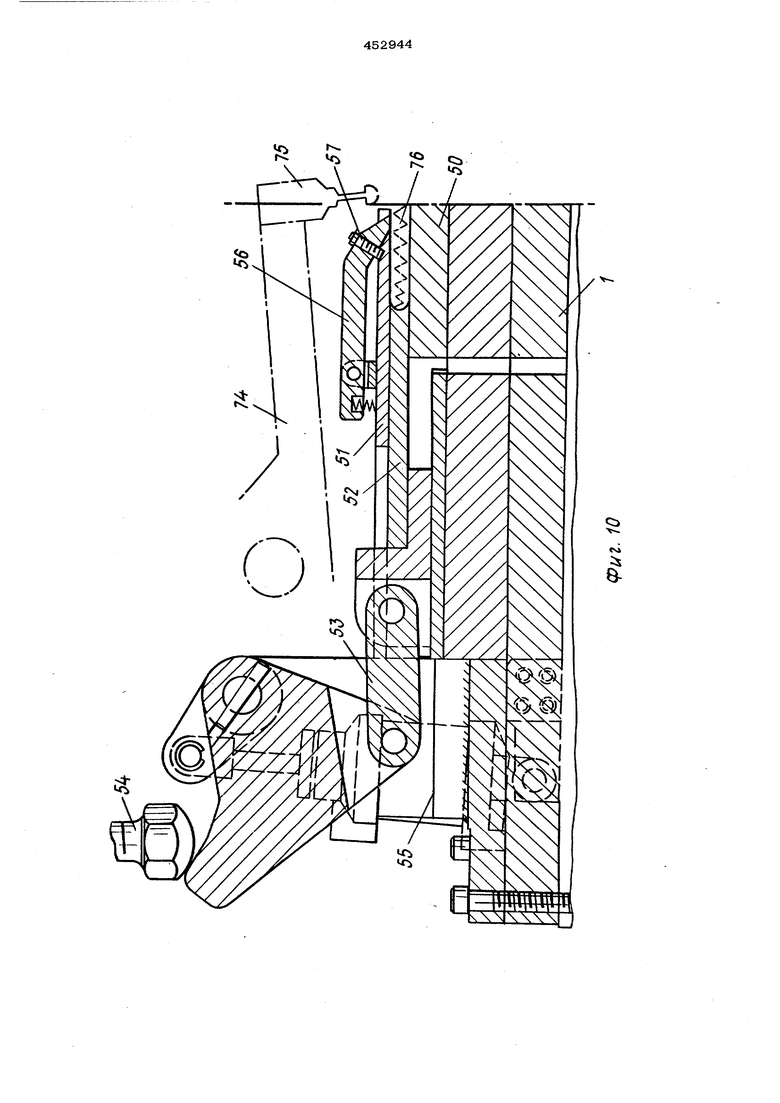
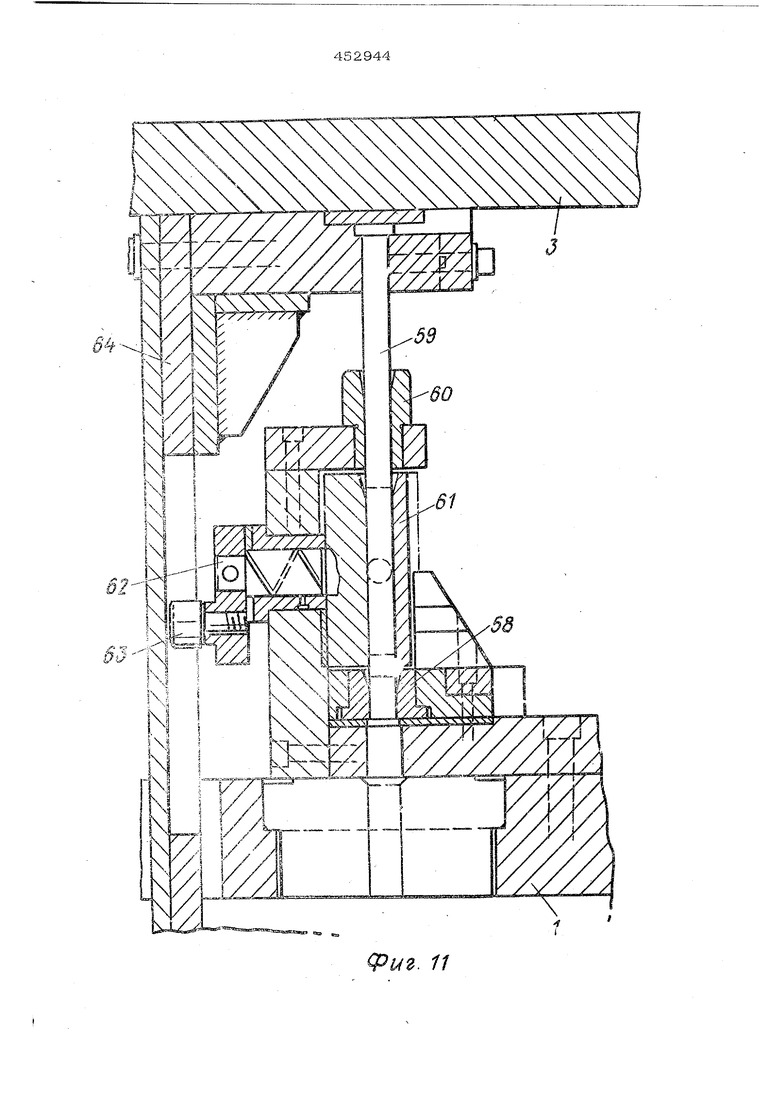
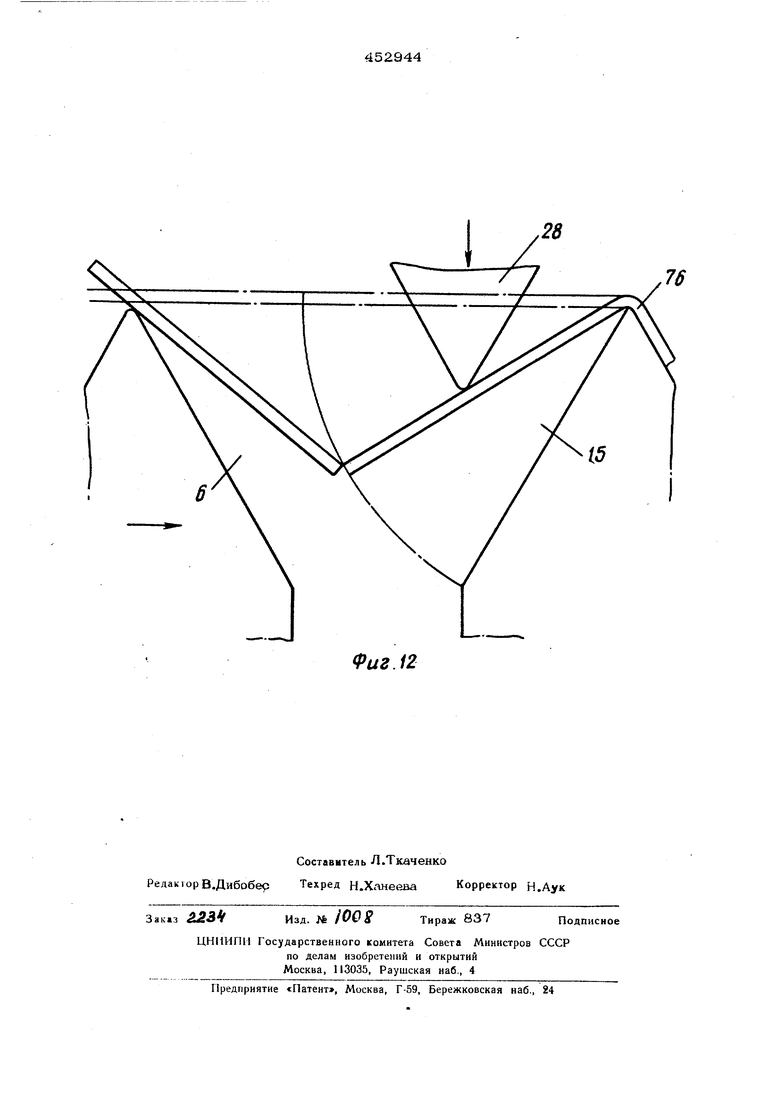
Изобретение относится к обработке металлов даЕ)ле1шем, в частности, к устройствам , для гофрирования листовой заготовки. Известно устройство для гофрировашя листовой заготовки, содержащее узлы обрезки края лбнты, гофрировашя и калибровки, закрепленные последовательно на общей плите и -приводимые в движение от общего привода. . Цель изобретения - изготовление пластинча тых сердечников для кату1иек искровой си стемы зажигания. Для этого предлагаемое устройство снабже JHO вертикально подвижной плитой, связанной колонками с неподвижной плитой, расположенным за узлом обрезки края лешы узлом под готовки заготовки, расположенным перед узлом калибровки узлом сближения гофров и кареткой для перемещения заготовки вдоль позиций обработки, а узел гофрироваш1Я выполнен по меньшей мере, из двух последовательно расположенных в направлении подачи ступеней рабочие элементы первой ступени расположены по центру заготовки, а последуюци1е смещены к краям. Узел подготовки заготовки может быть выполнен в виде последовательно расположенных механизма надрезки продольных щелей, механизма рихтовки надрезанного участка ленты и механизма поперечной резки ленты на за1Ч)товки, при этом подвижные и неподвижные рабочие элементы этих механизмов смонтированы соответственно на подвижной и неподвижной плитах. Рабочие элементы узла гофрирования могут быть выполнены в виде клиновых пуансонов, закрепленных на подвижной плите с возможностью относительного вертикального перемещения, а матрицы, выполненные также клиповыми, установлены на нижней плите с воз.-, можностью смещения в направлеш1И подачи посредством кулачков, связапных с; подвижной плитой, и снабжены механизмом обратного перемещения. Узел сближения гофров может быть выполнен в виде пары тШателеЙс торцовыми ци-; линдрическими выемками, установленных меж- « ду неподвижными пластинами с возможностью | сближения и подпружиненных относительно |; верхней пластины съемников. J Узел калибровки может быть выполнен в виде фильеры, закрепленной на неподвижной плите, загрузочного цилиндра с радиальным отверстием, связанного с подвижной плитой с «ю возможностью поворота на 90, и толкателя, жестко закрепленного на подвижной плите. Каретка для перемещения заготовки может , быть выполнена в виде двух штанг, установленных в подшипниках на неподвижной плите с возможностью возвратно-йоступательного перемещения и поворота на определенный угол и рычагов, жестко закрепленных на них на расстоянии, равном длине заготовки. На фиг. 11 изображено описываемое устройство, общий вид;.на фиг. 2- то же, вид в плане; на фиг. 3, 4 - узел обрезки в двух операционных положениях; на фиг. i 5, 6 - первая ступень узла гофрирования в начале и ; конце гофрирования соответственно; на фиг. 1 ; разрез по А-А на фиг. 6; на фиг. 8, 9 - вто рая и третья ступень гофрирования в конечных стадиях деформирования; на фиг. 10 - 30 узел сближения гофров в начальной стадии деформирования; на фиг. 11:-калибрующий узел; на фиг, 12 - заготовка в момент гофрирования. |(йа фиг. 5-12 показана лищь одна по- , ловина устройств, другая их половина является зеркальным отображением показанной, со- ответственно симметрично расположенные двтали обозначены одной позицией). Устройство содержит неподвижную плиту 1: 40 и соединенную с ней через колонки 2 подвижную плиту 3 (фиг. 1), связанную с кривошипным механизмом (на чертежах не показан), На плитах последовательно размещены узел обрезки края ленты, состоящий из двух пар ножей 4, длина которых равна длине заготовки, узлы подготовки 5 заготовки, гофрирования 6, сближения 7 гофре и калибршки 8 и отводящая труба 9 (фиг. 2). Узел 5 подготовки заготовки содержит Ha6opi50 параллельных ножей 10 для надрезки продольных пазов на ленте, рихтовочные плиты I правки надрезанного участка ленты и ножи 12 с откидным упором 13 для отрезки заготовки, от ленты. Длина ножей 10 для надрезки нет h
: сколько меньше длины заготовки, а ширина
4 5 зо
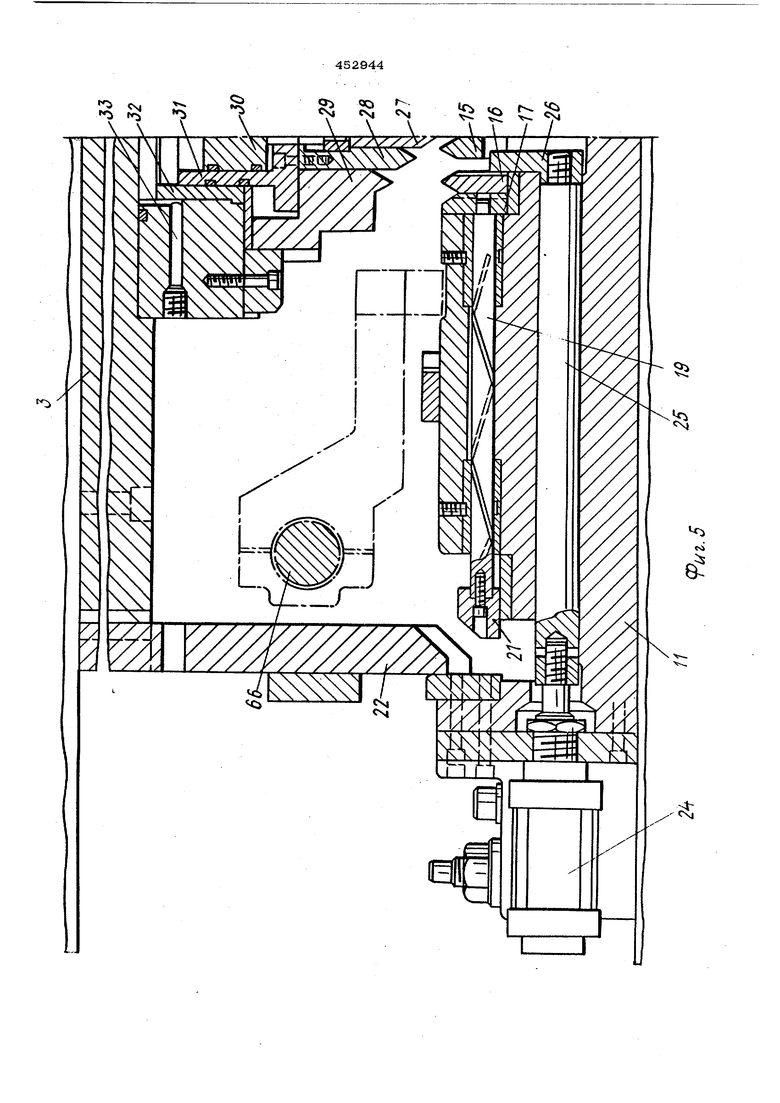
iустановлена шарнирно на пластине 51 причем i крайних пуансонов меньше .. ширины центральных I пуансонов, причег; пуансоны установлены так, | I что расстояние между ними уменьшается к Iкраям ленты, i Упор 13; закрепленный на выI ступе неподвижной плиты 1, взаимодействует |с кулачком 14 при опускании плиты 3 (фиг. i3,.4).- ,. .., ., .ГУзел 6 гофрирования образован из трех сту пеней, содержащих по три пары гчгшюонов и матриц, имеющих продольные клиновые ребра. Матрица 15 первой ступени закреплена на пли-j те 1: неподвижно, а матрицы 16 и 17 уста- j .новлены на концах штанг 18 и 19 (фиг. 7). t| На других концах этих штанг закреплены ку- лачки 20 и 21 i взаимодействуюшие с упором 22 с двумя клиновыми поверхностями, которУй : перемещает матрицы 16 и 17 по направлению к матрице 15. В исходное положение матрицы| возвращаются пневмоцилиндрами 23 и 24, связанными с ними через штанги 25 и упоры 2 6. Пуансоны 27 закреплены на плите 3 неподвиж-i но, а пуансоны 28 и 29 установлены на телескопических поршнях 30 и 31 j размещенных в пневмопружине 32, в которую подается ежа- тый воздух по каналу 33. Перемещение пуанQOHOB 28 и 29 ограничивается упорными плоскостями 34 и 35. Вторая ступень гофрирования содержит пу-; ансоны 36-38 и матрицы 39-41: (фиг. 8), а , третья ступень - пуансоны 42-44 и матрицы j 5-47 (фиг. 9).Пуансоны 43 имеют выступы отгибания короткого края заготовки, а пуансоны 42 - соответствующие пазы. Пуансо-1 ны 27 и 38, а также 36 и 44. расположены ; так, что линии их действия совпадают. На плите 1: по осевой линии во второй и третьей ступенях размещены вставки 48 и 49 с двумя парами треугольных ребер для направления частично сгофрированной заготовки. Узел 7 сближения гофров (фиг. 10) выполнен в виде плоских параллельно расположенных пластин 50 и 51; расстояние между которыми несколько больше высоты центральных гофр заготовки, толкателей 52, имеющих на рабочем торце выемки цилиндрической формы и взаимодействующих через систему 53 рычагов с упорами 54, и связанных с пневматической пружиной 55, , возвращающей толкатели 52 в исходное положение. Пара съемников 56 слу щ. для отделения заготовки от толкателей и один из концов съемников 56 выступает меж- лу пластинами 50 и 51 через поперечный паз| в пдастине 51: на величину, регулируемую ; стопором 57. Узел 8 калибровки (фиг. 11) содержит фильеру 58, закрепленную на плите i, толкатель 59, смонтированный на плите 3 и направляемый втулкой 60, и загрузочный цилиндр 61 с диаметральным отверстием, имеющим заходаый конус. Цилиндры расположены на оси 62 на другом конце которой закреплен ролик 63, перемещающийся в кулачковом пазу пластины 64, установленной на подвижной плите 3. Форма паза такова, что при перемещении плиты 3 вниз цилиндр 61 поворачивается на 90° против часовой стрелки.i Каретка для перемещения заготовки вдоль позиций обработки, выполнена в виде пары цилиндрических штанг 65 и 66, перемещающихся вдоль плиты 1: в подшипниках, закрепленных на ней (фиг. 1, 2). На своих концах, удаленных от входа ленты, щтанги через щлицевое соединение связаны со втулками 67, которые в свою очередь соединены через систему рычагов и толкателей с плитой 3 с возможностью поворота на определенный угол. Пневматические пружины 68 возвращают втулки 67, а значит и штанги 65 и 66 в их начальное угловое положение. Концы штанг 65 и 66 соединены мостовой. деталью 69 с возможностью поворота. Мостовая деталь 69 связана через кулачки с приводом для перемещения каретки к узлу подготовки заготовки. Возвратный ход каретки обеспечивает пневМ01фужи11а (на чертеже не показана). За один ход плиты 3 каретка совершает двойной ход. Каретка содйржит пары рычагов 70, 71, 72, 73, неподвижно закрепленных на щтангах 65 и 66 и совершающих вместе с ними возвратно-г(оступателыюе движение вдоль оси устройства и поворот на определенный угол для передачи заготовки из одной рабочей позиции в другую. Заготовка передается в узел калибровки рычагом 74, установленным на щтан « 66 и имеющим наконечник специальной формы 75. I Лента из мягкой стали, покрытая изолирующим лаком, прерывисто подается на шаг, равный длине сердечника. При ходе плиты 3 вниз ножи 4 обрезают ленту, обеспечивая заданную . б щирину, а также желаемое направление ленты. При следующих ходах плиты 3 обрезанный участок ленты подается в узел 5 подготовки заготовки, где с помощью ножей 10 на нее наносятся по две продольные прорези, расстояние между которыми уменьшается к краям леиты. При следующем ходе плиты 3 надрезанный участок ленты рихтуется между плитами 11, а затем отрезается от ленты ножами 12. Отрезанный конец ленты - заготовка 76 - освобождается от поддержки упора 13 с помои1ью кулачка 14 и подает на рычаги 70. Воздушная струя предотвращает попадание заготовки на лезвие нижнего ножа. При следующем ходе плиты 3 вниз рычаги 70 перемещают заготовку 76 в узел гофрирования, устанавливая на матрицах первой ступени таким образом, чтобы ее це1ггральная щель была расположена в общей плоскости с ребром пуансона 29. Гофрирование осуществляется поочередно пуансонами 29, 28 и 27, причем каждьш пуапсон вступает в работу после останова предыдущего. При останове пуансонов 28 и 29 плита 3 не останавливается, так как последние могут перемещаться вертикально относительно плиты, поскольку закреплены на поршнях ппевмопружины 32. Как только пуансоны 27 или 28 касаются заготовки (фиг. 12), начинают перемешатьс;я под действием упора 22 соответствующие матрицы 17 или 16, сближаясь с центрально parv положенной матрицей 15. В конце хода плиты 3 заготовка оказывается изогнутой по одиннадцати щелям, а негофрированпые области остаются в одной плоскости (фиг. 6). При ходе плиты 3 вверх пуансоны 27,28,29 поочередно отходят от заготовки, а матрицы остаются в сомкнутом состоянии. Во вторую ступень гофрирования запл-онка переносится рычагами 71, закрепленными на щтангах 65 и 66. К концу опускания плиты :) щтанги 65 и 66 под действием связанной с Ш1МИ кулачково-рычажной системы поворачиваются :и поднимают рычаги 71, а при ходе плиты вверх перемещают их, огибая матрицы ервой ступени. Прежде чем плита 3 достигнет верхнего положения, рычаги 71 опус.каютя, подхватывают сзади частично 1юфрировапую заготовку и проталкивают ее во вторую тупень гофрирования по ребрам вставки 48. После этого матрицы 15 и 16 возвращант;я В исходное положение .пневмоцилиндрами 23 и 24. Действие пневмоцилиндров 23 и 24 опре деляется по вршени контрольным кулачковым механизмом, раздвигающим матрицы после перемещения заготовки на вторую ступень I и возщзащающим упоры 26 в исходное по ложение. -. Последовательность движений пуансонйв и матриц второй и третьей ступеней, а также рычагов 72 и 73 аналогична последовательности даижений пуансонов матриц первой ступени и рычагов 71; Рычаги 73 подают полностью сгофрированную заготовку в узел сближения гофров, тде под действием толкателей 52, приводимых в движение от упора 54. через кулачково-рычажную систему 53, заготовка сжимается до соприкос новения сторон гофров, приобретая цилиндрическое сечение. При отходе толкателей 52 под действием пневмопружины 55 съемники 56 выступают из щели пластины 51, удерживая заготовку 76 от перемещения вместе с одним из толкател При подъеме плиты 3 сжатая заготовка рычагсйй 74 заталкивается в диаметральное отверстие цилиндра 61: При опускании плиты 3 циливдр 61, ось которого взаимодействует с кулачковым пазом пластины 64, поворачивается на 90, перенося сжатую заготовку из горизонтального в вертикальное положение, а за тем толкатель 59 заталкивает ее в калибровечную фильеру 58. Заготовка протаживается через фильеру в отводящую трубу 9 при еледующем ходе плиты 3 следующей заготовкой, ( Калибровочная фильера 58 обеспечивает заданный диаметр сердечника и правильность формы его сечения. Работа устройства контролируется системой безопасности, выключающей устройство, если в определенный момет- цикла рычаги не опущены, или каретка не выполнила полного продольного хода, или сжатая заготовка не вввдена в загрузочный гщлинщ). i Предмет изобретения 1. Устройство для гофрирования листовой заготовки, содержащее узлы обрезки края лен ты, гофрирования и калибровки, закрепленные последовательно на общей плите и связанные с общим приводом, оалтающееся тем, что, с целью изготовления пластинчатых сердечников для катушек искровой системы зажигания, оно снабжено вертикалыю подвижной плитой, свя-j заннЫ4 колонками с 1юподаижной плитЫ1, рас- j положенным за уЗлом обрезки края ленты узмм подготовки заготовки, расположенным перед узлом калибровки узлом сближения гофров и кареткой для перемещения заготовки вдоль позиции обработки, а узел гофрирования выполнен,ПО меньщей мере, ю двух последовательно расположенных в направлении подачи ступеней, рабочие элементы первой ступени расположены по центру заготовки, а последующих смещены по краям. ; 2. Устройство по п., оашичающееся тем, :что узел подготовки заготовки выполнен в виде последовательно расположенных механизма надрезки продольных щелей механизма рихтовки надрезанного участка ленты и механизма поперечной резки ленты на заготовки, при этом подвижные и неподвижные рабочие элементы этих механизмов смонтированы соответственно на подвижной и неподвижней плитах. 3. Устройство по п. 1, отличающееся тем, что рабочие элементы узла гофрирования выполнены в виде клиновых пуансонов, закрепленных на подвижной плите с возможностью относительного вертикального перемещения, а матрицы, выполненные также клиновыми, устансилены на неподвижной плите с возможностью смещения в направлении оси подачи посредством кулачков, связанных с подвижной плитой, и снабжены механизмом обратного перемещения 4.Устройство по п. 1, отличающееся тем, что узел сближения гофров выполнен в виде пары толкателей с торцовыми выемками ци- ; линдрической формы, установленных между неподвижными пластинами с возможностью сближения и подпружиненных относительно верхней пластины съемников, 5. Устройство по п, 1, отличающееся тем, что узел калибровки выполнен в виде фильеры, закрепленной на неподвижной плите, загрузочного цилиндра с радиальным отверстием, связанного с подвижной плитой с возможностью поворота на 90, и толкателя, жестко закрепленного на подвижной плите. 6.I Устройство по п, Ij отличающееся тем, что каретка для перемещения заготовки выполнена в виде двух щтанг, установленш х в ; подщипниках на неподвижной плите с возмож-1 HOCTtdo возвратно-йоступательного перемещения и поворота, и рычагов, жестко закрепленных на них на расстоянии, равном длине заготовки, i
//г. J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| Устройство для получения гофрированных деталей из ленты | 1971 |
|
SU436687A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| ВСЕСОЮЗНАЯ Н. И. Климов, А. И. Петухов и А. Н. Денисов ВС[ iUTti^T; О- -;;;1л;::скАЯ | 1973 |
|
SU369962A1 |
| Автоматическое устройство для изго-ТОВлЕНия СВЕРТНыХ ВТулОК из лЕНТОч-НОгО МАТЕРиАлА | 1978 |
|
SU827220A1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп для изготовления гофрированной ленты | 1978 |
|
SU751469A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |

А- /(
ш
Ti
jnuini:
X
4/
.j
HZH
GTiIi
jL/
л
F
0
2i
и
W
г
f
2Г
laifciaH
22
Фаг 7
MMMwyi
J
/
Риг. в
47
.d
«Si
:s
. 11
fpu8.12
