Предлагаемое техническое решение относится к области технологии изготовления гофрированных перегородок и может быть использовано в теплотехнике, энергетике и машиностроении.
Известно устройство для гофрирования ленты по А.С. №1428491 от 13.12.85 г., кл. В 21 D 13/00, которое содержит станину с направляющими, привод и рабочий инструмент, включающий боковые пуансоны, центральный пуансон, левый зажим и узел калибровки, который состоит из калибровочного пуансона, калибровочной вставки и правого зажима. Формование ленты осуществляется при опускании центрального пуансона и сближении боковых пуансонов и зажимов.
Недостатками известного устройства являются кинематически сложный привод, синхронизирующий опускание центрального пуансона и сближения боковых пуансонов с зажимами, а также одиночный формующий пуансон, который может лишь последовательно изготавливать гофры постоянной конфигурации. При этом полученный гофрированный лист может быть использован для изготовления гофрированной перегородки с выполнением дополнительных технологических операций.
Задачей предлагаемого технического решения является упрощение синхронизации движения формующих пуансонов при изготовлении гофрированной перегородки, состоящей из группы поперечных гофров требуемой глубины.
Эта задача решается тем, что в устройстве, содержащем станину с направляющими, привод, рабочий инструмент, выполненный в виде формующих пуансонов и зажимов, размещенных с возможностью встречного плоскопараллельного движения и синхронизированного сближения, формующие пуансоны выполнены в виде двух групп формующих пластин, одна из которых установлена с возможностью вертикального перемещения на направляющих колоннах и в горизонтальных пазах несущих платформ, установленных с возможностью вертикального перемещения на неподвижных колоннах, закрепленных на станине, а другая группа формующих пластин закреплена на несущих балках, связанных с несущими платформами синхронизирующими звеньями с параллельными осями, несущие балки хвостовиками с пазами связаны с вертикальными управляющими колоннами, установленными на управляющем рычаге, снабженном приводом и шарнирно закрепленном на вертикальной оси, установленной на станине, при этом на верхней несущей балке установлен верхний корпус с приводом вертикального перемещения и зажимом с приводом, а на нижней несущей балке установлен нижний корпус с зажимом и приводом, размещенный с возможностью горизонтального перемещения в направляющих, жестко закрепленных на станине, направляющие колонны жестко установлены на основании, снабженном приводом и размещенном в горизонтальных направляющих, жестко закрепленных на станине.
При этом формующие пластины, верхний корпус и нижний корпус могут быть выполнены с выступами для получения загибов на торцах гофров, а торцы формующих пластин могут быть выполнены под углом, отличным от прямого.
Предлагаемое техническое решение представлено на чертежах:
Фиг.1. Вид спереди на предлагаемое устройство при формовании.
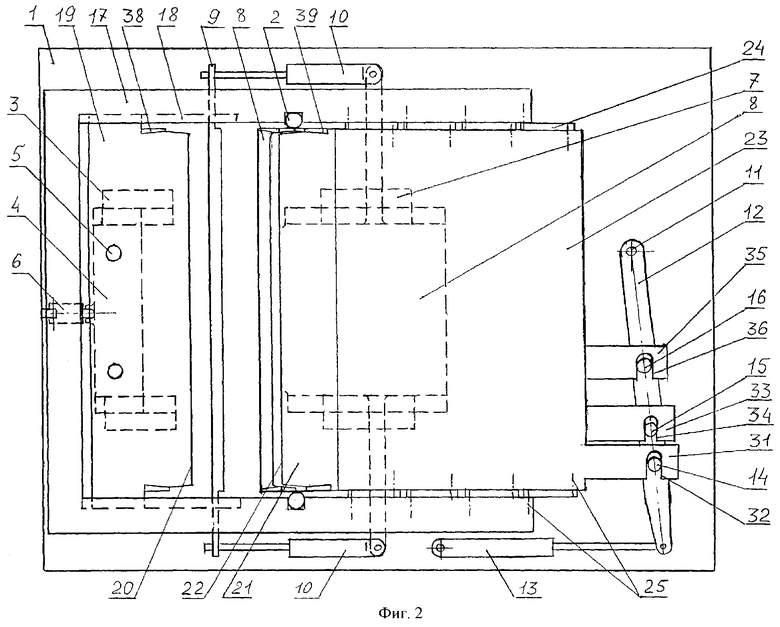
Фиг.2. Вид сверху на предлагаемое устройство в исходном состоянии (верхний корпус с зажимом условно не показан).
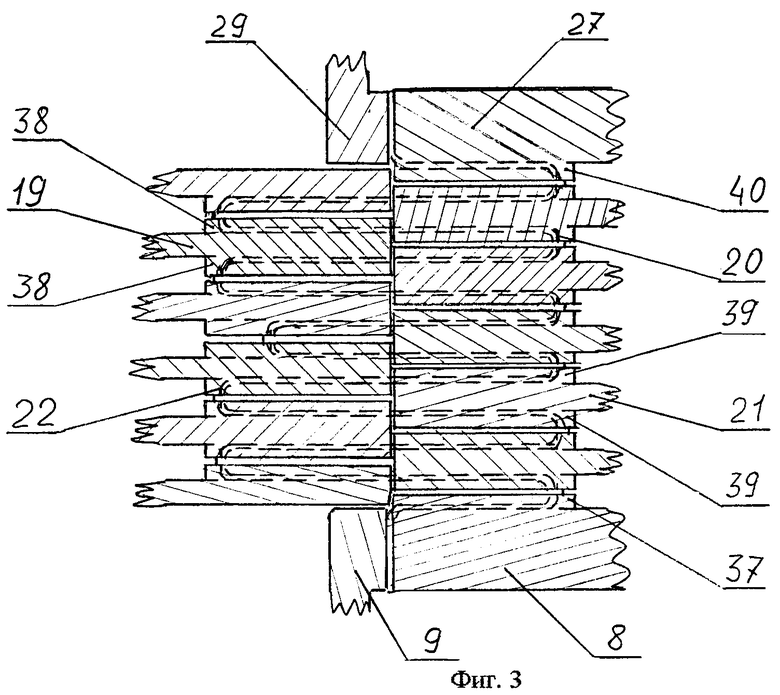
Фиг.3. Разрез по выступам на сближенных формующих пластинах.
В соответствии с представленными чертежами устройство представляет собой следующее: на станине 1 вертикально установлены неподвижные колонны 2, горизонтальные направляющие 3, в которых размещено основание 4 с установленными на нем направляющими колоннами 5 и приводом 6, горизонтальные направляющие 7 корпуса 8 с зажимом 9 с приводом 10, а также вертикальная ось 11, на которой шарнирно закреплен управляющий рычаг 12 с приводом 13 и установленными на рычаге 12 управляющими колоннами 14, 15 и 16.
На неподвижных колоннах 2 с возможностью вертикального перемещения по ним смонтированы несущие платформы 17 с пазами 18, в которых размещены формующие пластины 19 с передними кромками 20, "нанизанные" на направляющие колонны 5. Формующие пластины 21 с передними кромками 22 зафиксированы на несущих балках 23, которые последовательно связаны с несущими платформами 17 синхронизирующими звеньями 24 с параллельными осями 25, которые образуют параллелограммы, обеспечивающие параллельность несущих платформ 17 и несущих балок 23. Размеры синхронизирующих звеньев 24, прикрепленных к каждой несущей балке 23, одинаковы и определяют глубину формуемого на листе 26 гофра.
Нижняя несущая балка 23 жестко закреплена на корпусе 8, а на верхней несущей балке 23 жестко закреплен корпус 27, снабженный приводом вертикального движения 28 и зажимом 29 с приводом 30. Хвостовики 31 несущих балок 23 своими пазами 32 находятся в зацеплении с управляющей колонной 14, хвостовики 33 других несущих балок 23 своими пазами 34 находятся в зацеплении с управляющей колонной 15, а хвостовики 35 крайних несущих балок 23 своими пазами 36 находятся в зацеплении с управляющей колонной 16.
Корпус 8, формующие пластины 19 и 21, а также корпус 27 могут быть выполнены с выступами 37, 38, 39 и 40, соответственно.
Торцы формующих пластин 19 и 21 могут быть выполнены под углом, отличным от прямого.
В исходном положении основание 4 с направляющими колоннами 5 и формующими пластинами 19 максимально отодвинуто влево, несущие балки 23 с формующими пластинами 21 максимально отодвинуты вправо (см. Фиг.2), зажимы 9 и 29 максимально раскрыты.
Работа предлагаемого устройства заключается в следующем.
Приводом 10 закрепляют нижний край листа 26 в зажиме 9, приводом вертикального движения 28 раздвигают устройство вверх и приводом 30 закрепляют верхний край листа 26 в зажиме 29, приводом 6 переводят основание 4 с направляющими колоннами 5 в правое положение, приводом 13 переводят влево (см. Фиг.1) управляющий рычаг 12 с управляющими колоннами 14, 15 и 16, которые через пазы 32, 34 и 36 воздействуют на хвостовики 31, 33 и 35 несущих балок 23, вдвигая формующие пластины 21 в промежутки между формующими пластинами 19 и деформируя своими передними кромками 20 и 22 лист 26. При этом привод вертикального движения 28 сближает по вертикали корпус 27 с зажимом 29, формующие пластины 19 и 21 и корпус 8 с зажимом 9, а синхронизирующие звенья 24 через несущие платформы 17 и несущие балки 23 сохраняют постоянной длину листа 26 между каждой парой передних кромок 20 и 22 формующих пластин 19 и 21, обеспечивая горизонтальные и вертикальные перемещения передних кромок 20 и 22 без проскальзывания по листу 26. Положение управляющего рычага 12 определяет направление и величину горизонтального перемещения корпусов 8 и 27 с зажимами 9 и 29, а также несущих балок 23 с формующими пластинами 21.
На заключительной стадии формования выступы 37, 38, 39 и 40, попарно смыкаясь, могут загибать образовавшийся гофрированный лист 26, частично закрывая торцы гофров перегородки (см. Фиг.3). На краю загибов встречным движением выступов 37, 38, 39 и 40, как ножницами, могут делаться надрезы для обеспечения перемещения в разные стороны края листа 26 при деформации.
После завершения формования гофрированной перегородки 26 привод вертикального перемещения 28 ослабляет прижим пакета из формующих пластин 19 и 21 и корпусов 8 и 27. Привод 6 максимально отодвигает основание 4 с колоннами 5 и "нанизанными" на них формующими пластинами 19 влево (см. Фиг.1), приводы 10 и 30 полностью раскрывают зажимы 9 и 29, после чего отформованная гофрированная перегородка 26 вынимается из устройства.
Затем приводы 13 и 28 переводят несущие балки 23 с формующими пластинами 21 максимально вправо (см. Фиг.2).
Таким образом предложенное устройство обеспечивает выполнение гофрированной перегородки с различной глубиной гофров за счет установки синхронизирующих звеньев необходимого размера.
К тому же обеспечивается возможность получения загибов на торцах гофров и выполнения их под углом, отличным от прямого, что позволяет использовать гофрированные перегородки в различных отраслях машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Мобильный роботизированный комплекс фонтанирующих скважин МРК-ФС | 2019 |
|
RU2718550C1 |
| СПОСОБ ПАРКОВКИ АВТОМОБИЛЕЙ В МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКЕ, МНОГОЯРУСНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА С ХРАНЕНИЕМ АВТОМОБИЛЕЙ НА ПОДДОНАХ, ПРИЁМНО-ПОВОРОТНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКИ С ПОДЪЁМНОЙ КЛЕТЬЮ, КЛЕТЬ ДЛЯ ТРАНСПОРТИРОВКИ ПОДДОНА ВНУТРИ МНОГОЯРУСНОЙ МЕХАНИЗИРОВАННОЙ АВТОСТОЯНКИ, МЕХАНИЗМ СИНХРОННОГО ГОРИЗОНТАЛЬНОГО ПЕРЕМЕЩЕНИЯ ГРУЗОНЕСУЩИХ КАРЕТОК КЛЕТИ, АВТОМОБИЛЬНЫЙ ПОДДОН | 2002 |
|
RU2208113C1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| Устройство для изготовления гофрированных изделий | 1980 |
|
SU946726A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Стол металлорежущего станка | 1970 |
|
SU446167A1 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
| ЗАНАВЕС ПРОТИВОПОЖАРНЫЙ И УСТРОЙСТВО ДЛЯ ЕГО ФУНКЦИОНИРОВАНИЯ | 2010 |
|
RU2438736C1 |
Изобретение относится к обработке металлов давлением, в частности для гофрирования перегородок. Устройство содержит станину с направляющими, привод, рабочий инструмент, выполненный в виде формующих пуансонов и зажимов, размещенных с возможностью встречного плоскопараллельного движения и синхронизированного сближения. Формующие пуансоны выполнены в виде двух групп формующих пластин, одна из которых установлена с возможностью вертикального перемещения на направляющих колоннах и в горизонтальных пазах несущих платформ, установленных с возможностью вертикального перемещения на неподвижных колоннах, закрепленных на станине, а другая группа формующих пластин закреплена на несущих балках, связанных с несущими платформами синхронизирующими звеньями с параллельными осями. Несущие балки хвостовиками с пазами связаны с вертикальными управляющими колоннами, установленными на управляющем рычаге, снабженном приводом и шарнирно закрепленном на вертикальной оси, установленной на станине. На верхней несущей балке установлен верхний корпус с приводом вертикального перемещения и зажимом с приводом, а на нижней несущей балке установлен нижний корпус с зажимом и приводом, размещенный с возможностью горизонтального перемещения в направляющих, жестко закрепленных на станине, направляющие колонны жестко установлены на основании, снабженном приводом и размещенном в горизонтальных направляющих, жестко закрепленных на станине. Получают гофрированную перегородку с различной глубиной гофров за счет установки синхронизирующих звеньев необходимого размера, а также обеспечивается возможность получения загибов на торцах гофров. 2 з.п. ф-лы, 3 ил.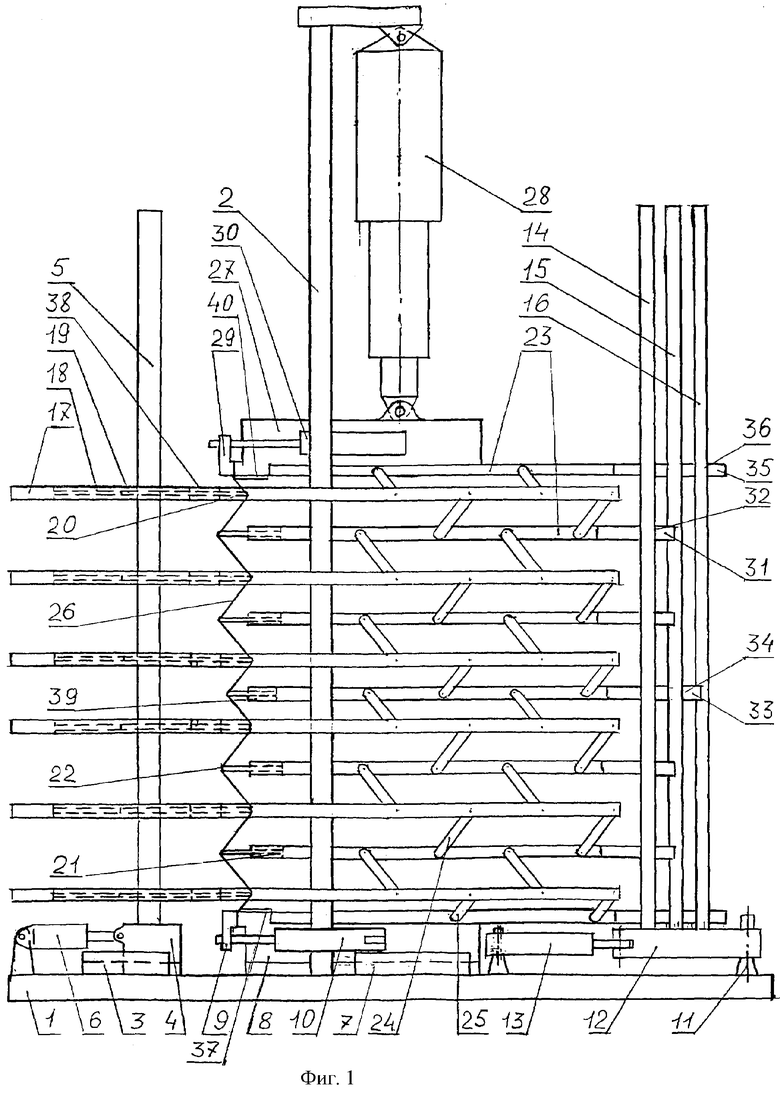
| Устройство для гофрирования ленты | 1985 |
|
SU1428491A1 |
| Устройство для гофрирования ленты | 1975 |
|
SU551082A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| US 4035539 A, 12.07.1977. | |||

