-t
:dC
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ ИЗ КОРОТКИХ ТОЛСТОСТЕННЫХ ТРУБ В ШТАМПЕ | 2005 |
|
RU2312727C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ изготовления П-образных деталей | 1989 |
|
SU1750789A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
Изобретение относится к обра- ботке металлов давлением и может быть использовано при производстве полых изделий с отверстием типа колец, дисков сцепления, фланцев и т.д. Цель - предотвращение потери устойчивости заготовки в процессе ее обработки путем уменьшения величины растягивающих напряжений в зонах закругления отверстий. Суть способа состоит в том, что заготовку 7 продолговатой формы с отверстием перед приложением растягивающих и сжимающих усилий подвергают предварительному вывороту в два этапа. На первом этапе вывороту подвергаются участки стенки заготовки 7 в зоне закруглений до вертикального положения с помощью пуансона 1 и матрицы 3, Для определения длины участков, подвергающихся вывороту, приведена расчетная зависимость. На втором этапе вьшоро- ту подвергаются оставшиеся участки заготовки. 7 ил. (Л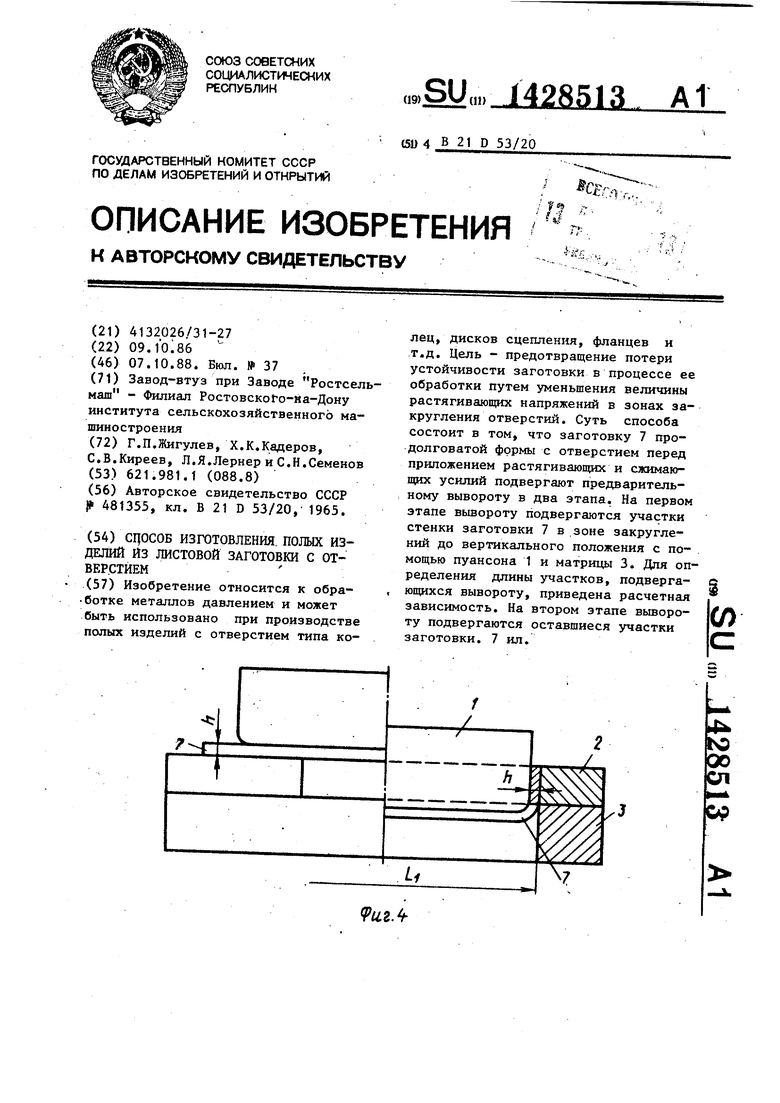
9и.г.
Изобретение от}шсится к обработке давлением заготовок из листового металла и может быть использовано для
производства полых изделий с отверстием типа колец, дисков сцепления, фланцев и т.д.
Цель изобретения - предотвращение потери устойчивости заготовки путем уменьшения величины растягивающих напряжений в зонах закруглений
отверстия.
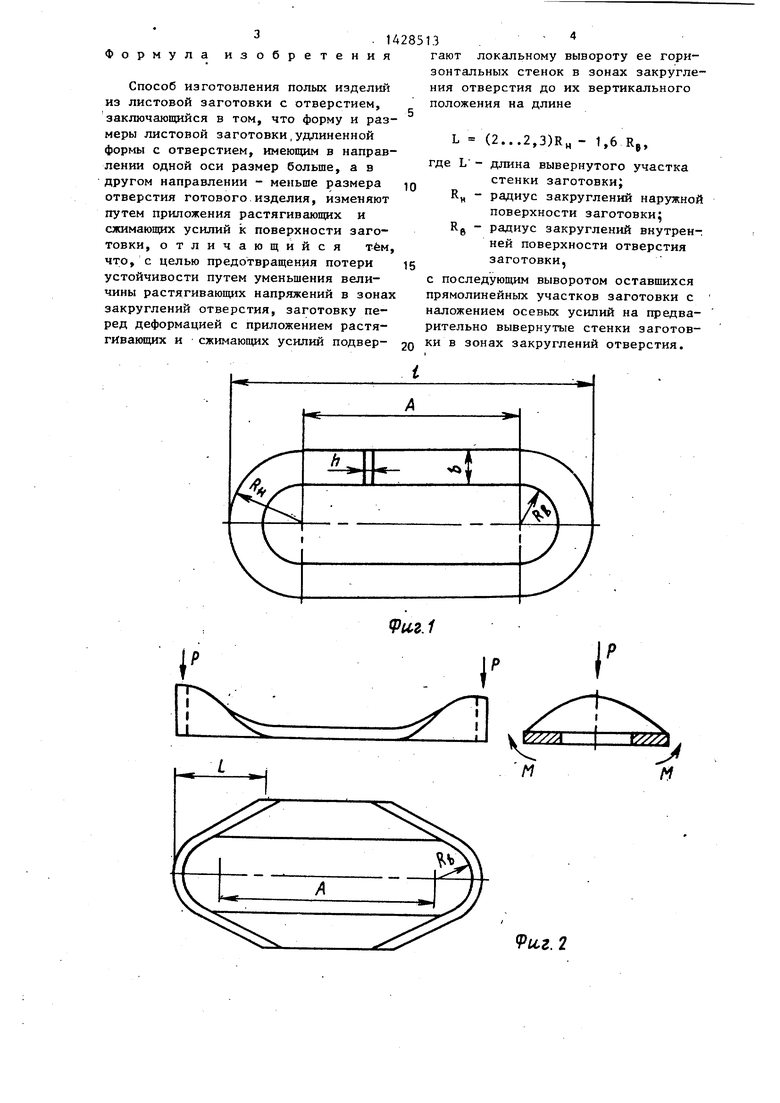
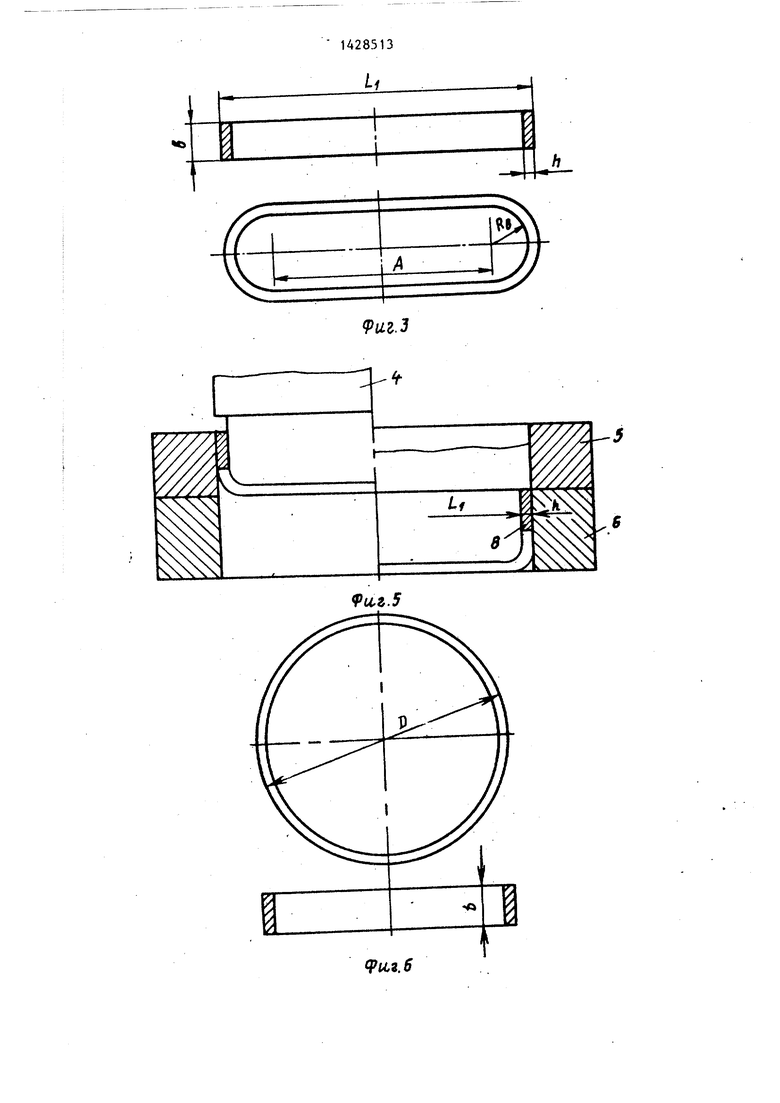
На фиг.1 приведена исходная заго- товка; на фиг.2 - заготовка после локального выворота зон закругления отверстия (в трех проекциях), на фиг.З - заготовка после окончательного выворота стенок до их вертикаль- кого положения (в двух проекциях)}
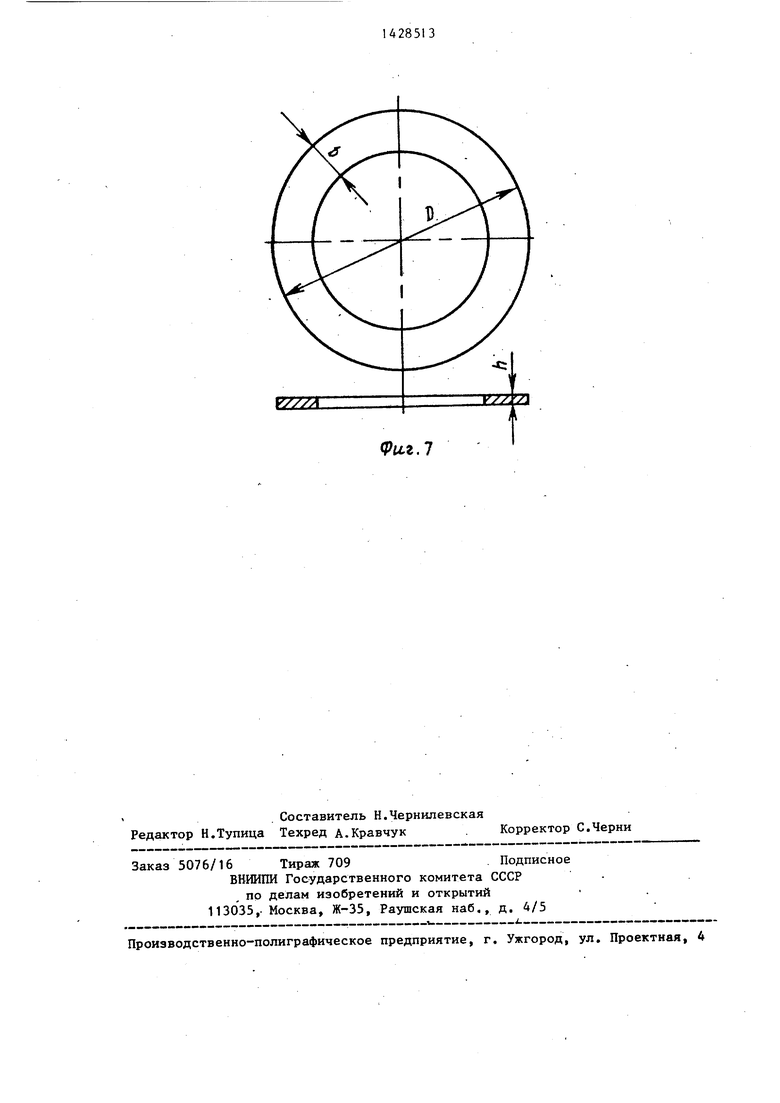
на фиг.4 - 1итамп для локального выворота зон закругления заготовки; на фиг.З - штамп для выворот а оставшихся прямолинейных горизонтальных участков; на фиг. 6 - готовое изде1пие типа кольца с вертикальными стенками, после раздачи; на фиг.7 - изделие типа кольца с горизонтальными стенками, получаемое после операции обжима кольца, представленного на фиг.6.
Пример. Изготавливгцот полое изделие типа кольца с горизонтальными стенка ш, имеющее следуюпще размеры: h 3,5 мм, наружный диаметр кольца D 146,5 мм, ширина стенки b 15 мм, внутренний диаметр кольца d 113,5 мм. Размеры заготовки определены из условия постоянства объема: длина заготовки мм, ширина заготовки В 50 мм, наружный радиус закругления заготовки мм, радиус закругления отверстия Rj, 10 мм, длина отверстия составляет 170 мм, расстояние между центрами А 150 мм. Материал - сталь 30 ХГСА.
С помощью штампа (фиг. 4), состоящего из пуансона 1, матричных выступов 2 и матриицэ 3, производится выворот зон закругления отверстия заготовки на участке длиною L 38 мм. Исходная заготовка устанавливается на матричных выступах 2 и при ходе вниз пуансона 1 осуществляется локальный выворот зон закругления до их вертикального положения. Полученная на первом этапе выворота заготовка укорачивается до величины L 177 мм. Выворот оставшихся прямолинейных участков заготовки может
0
5
0
5
0
5
0
5
0
5
осуществляться с помощью штампа (фиг.5), состоящего из пуансона 4, матрицы 5 и подставки 6. Заготовка 7 при ходе вниз пуансона 1 проталкивается в зазор между пуансоном 4 и матрицей 5 до положения 8 за счет наложения осевых усилий Р и момента М согласно схеме (фиг.2).
В результате операции выворота исходная продолговатая заготовка с отверстием принимает форму, представленную на фиг.З, причем радиус закругления внешней поверхности заготовки изменяется от величины Кц 25 мм до величины Rц 13,5 мм. Уменьшение величины Кц вызывает существенное снижение уровня растягивающих напряжений при получении изделия типа кольца с вертикальными стенками (фиг.6) из заготовки промежуточной формы, представленной на фиг.З. Для получения кольца с горизонтальными стенками (фиг.7) из кольца с вертикальными стенками применяется известный штамп для обжига круглых цилиндрических заготовок с вертикальными стенками. I
Локальный выворот горизонтальных стенок в зонах закругления отверстия до их вертикального положения осу- .ществляют на длине
L (2...2,3)Кц- 1,6Rj,
где L - длина вывернутого участка стенки заготовки;
Кц - радиус закруглений наружной поверхности заготовки;
Rg - радиус закруглений внутренней поверхности отверстия заготовки.
Введение дополнительной операции выворота исходной заготовки удлиненной формы с отверстием дня получения круглых полых изделий позволяет деформировать все конструкционные стали, . включая малопластичные, без появления трЬщин на поверхности продолговатого отверстия. Получение изделий из продолговатой заготовки с отверстием существенно повьшает коэффициент использования металла до значения К . 0,85 по сравнению с вырубкой по наружному контуру и пробивкой отверстия, применявшихся . для малопластичных сталей, когда коэффициент использования К 0,45.
(Ри,е.1
XI
9и,г.2
w.e.5
9м,г.5
Фиг. 7
| Способ получения деталей с отверстиями | 1973 |
|
SU481355A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
