Изобретение относится к сварке, -в частности к устройствам для сварки плавящимся электродом в среде защит- jHoro газа..
Цель изобретения - улучшение защиты сварочной ванны и очистки скребка, сопла и мундштука путем создания закрученного потока защитного газа.
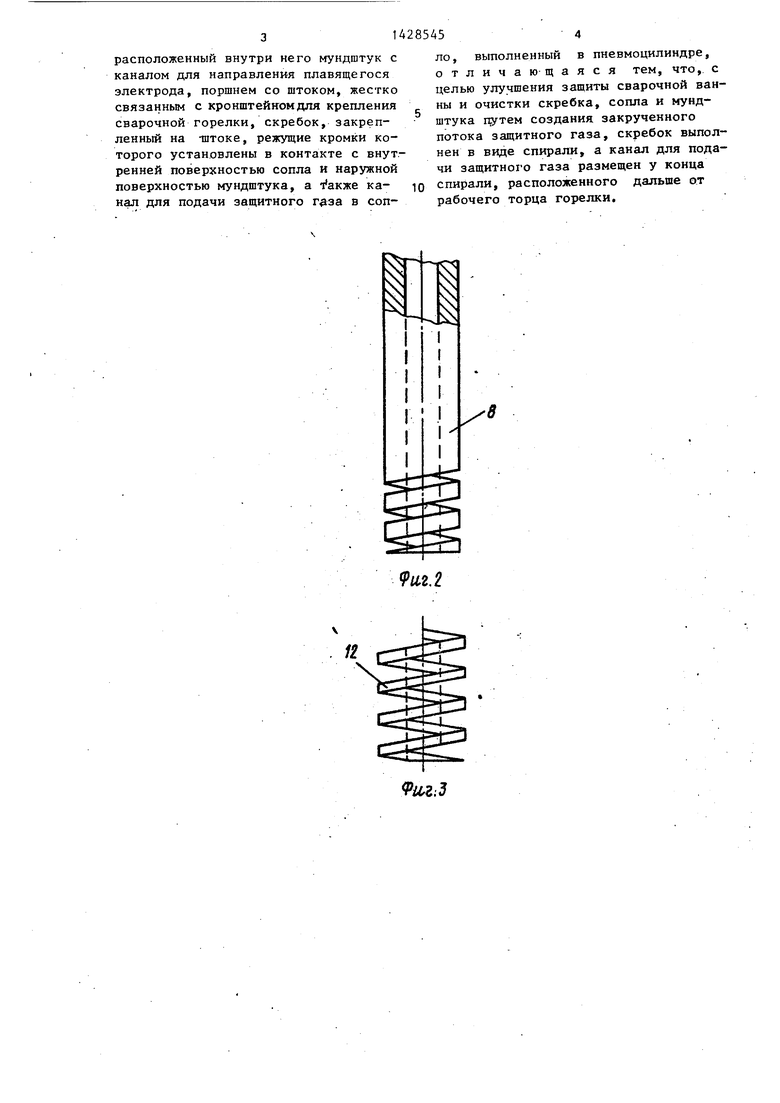
На фиг, 1 изобр ажена горелка, общий вид; на фиг. 2 - поршень в мес- те соединения его со скребком; на ;фиг. 3 - скребок; на фиг. 4 - разрез jArA на фиг. 1. .
i Горелка для автоматической дуго|вой сварки в среде защитного газа содержит пневмоцилиндр с корпусом 1 |И крышками 2-4, в двух последних из , ;которых вмонтированы каналы 5-7 для , ;подвода соответственно сжатого воз- 1духа и защитного газа, например СО,. Внутри пневмоцшшндра установлен пор- шень 8, закрепленный неподвижно на : сварочной автоматической установке (не показано) с помощью кронштейна 9, установленного в прорези корпуса 1 пнев- моцилиндра.Внутри поршня В соосно ему расположен токопроводящий мундштук 10 с каналом для плавящегося электрода, закрепленный в крьш1ке 2, пневмоци- линдра. В нижней части последнего установлено сменное сопло 11, соосное :мундштуку 10 и поршню 8. В винтовую ;нарезку конца последнего ввинчивается
скребок 12, выполненный в виде спира-35 и капельки металла и его окислов)
ли. Скребок имеет несколько рабочих поверхностей, например, прямоуголь- .ного сечения, контактирующих своей наружной поверхностью с внутренней поверхностью сопла 11, а внутрен- i ней - с наружной поверхностью мундштука 10.
Канал 7 расположен у начальных витков конца скребка.12, располоден- ного дальше от рабочего торца горелки. Канал 7 выполнен тангенциальным. Спираль скребка 12 имеет прямоугольное сечение.Выполнение скребка в виде спирали с витками, имеющими прямоугольное сечение , внутренний диаметр которых соответствует наружному диаметру . шТока, а наружный - внутреннему диаметру сопла, обеспечивает самоцентрирование скребка относительно сопла. .Нежесткая конструкция скребка уменьшает вероятность заклинивания, а наличие нескольких рабочих кромок .и свободного спирального канала
40
45
50
55
ввиду спиральной формы, имеющей от крытый спиральный канал.
Поскольку канал 7 для подачи з щитного газа размещен в корпусе 1 пневмоцилиндра у начал: ных витков скребка 12 по касательной к виткам спирали, то подача С0 по этому ка лу приводит к образованию сильного вихревого потока, улучшающего защи сварного шва от вредного воздейст атмосферы и обеспечивающего практи ки полную- очистку полостей скребка между его витками от продуктов очи сопла и мундштука, попавших в эти полости. Тем самым повышаются эксплуатационные свойства и производи тельность горелки в целом.
Формула изобретени
Горелка для дуговой сварки пла щимся электродом, содержащая жестко связанные с пневмоцилиндром сопло
между ними улучшает очистку сопла и значительно уменьшает загрязнение скребка продуктами очистки. Очистка самого скребка улучшается благодаря продувке спирального канала защитным газом, что повышает производительность работы. Расположение канала подвода защитного газа в корпусе пневмоцилиндра у начальных витков скребка способствует образованию вихревого потока, который улучшает защитную газовую зону при сварке, повышая каче.ство сварного шва, а также обеспечивает продувку скребка от продуктов очистки сопла и охлаждение сопла на всей его длине.
Горелк а работает следующим образом.
Через канал 5 в полость пневмо- 1щлиндра подается сжатый воздух. Поскольку поршень 8 и скребок 12 закреплены на сварочной автоматической установке, то перемещается относительно скребка 12 корпус 1 пневмоцилиндра с соппом 11 и мундштуком 10, при этом скребок 12 очищает внутреннюю поверхность сопла 11 и наружную поверхность мундштука 10 от прилипших к ним в процессе сварки брызг металла.
Конструкция скребка существенно снижает вероятность.заполнения свои полостей продуктами очистки (брызги
0
5
0
5
ввиду спиральной формы, имеющей открытый спиральный канал.
Поскольку канал 7 для подачи за- . щитного газа размещен в корпусе 1 пневмоцилиндра у начал: ных витков скребка 12 по касательной к виткам спирали, то подача С0 по этому кана- лу приводит к образованию сильного вихревого потока, улучшающего защиту сварного шва от вредного воздействия атмосферы и обеспечивающего практически полную- очистку полостей скребка между его витками от продуктов очистки сопла и мундштука, попавших в эти полости. Тем самым повышаются эксплуатационные свойства и производи тельность горелки в целом.
Формула изобретения
Горелка для дуговой сварки плавящимся электродом, содержащая жестко связанные с пневмоцилиндром сопло и
расположенный внутри него мундштук с каналом для направления плавящегося электрода, поршнем со штоком, жестко связанным с кронштейном для крепления сварочной горелки, скребок, закреп- ленньй на -штоке, режущие кромки которого установлены в контакте с внутренней поверхностью сопла и наружной поверхностью мундштука, а т акже канал для подачи защитного в соппневмоцилиндре,
1428545-4
ло, выполненный в
отличающаяся тем, что, с целью улучшения защиты сварочной ванны и очистки скребка, сопла и мундштука создания закрученного потока защитного газа, скребок выполнен в виде спирали, а канал для подачи защитного газа размещен у конца 10 спирали, расположенного дальше от рабочего торца горелки.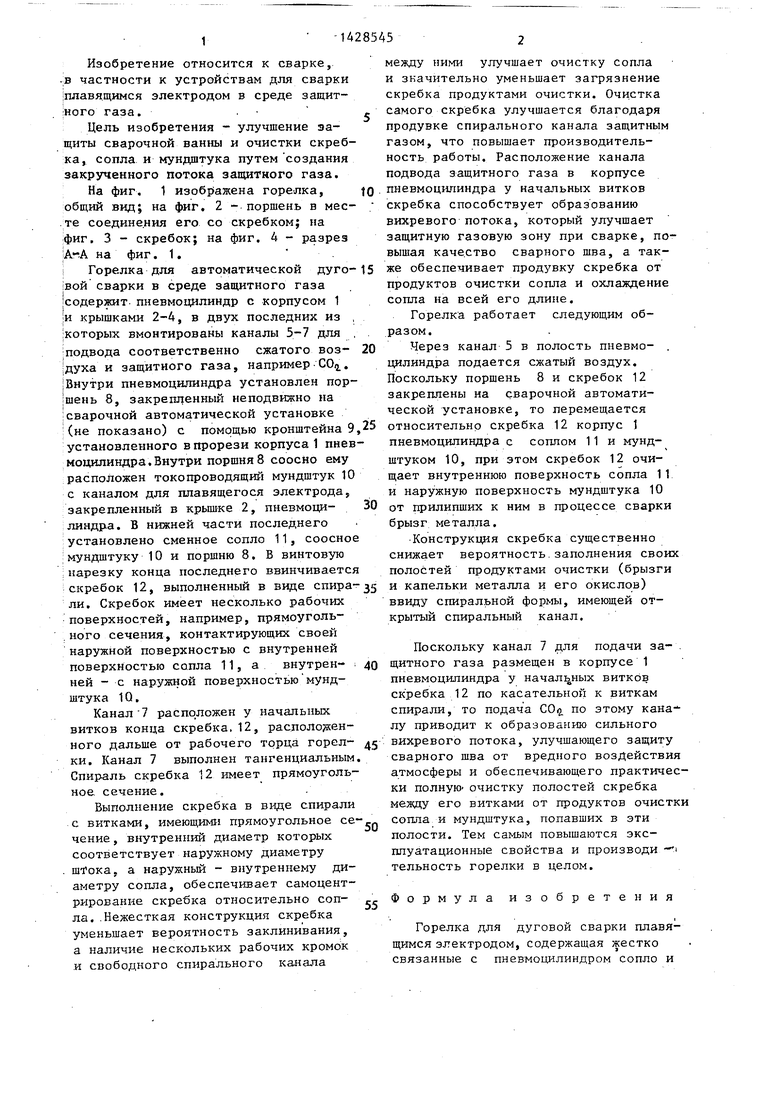
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом | 1982 |
|
SU1080939A1 |
| Горелка для дуговой сварки | 1986 |
|
SU1391826A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1539019A1 |
| Горелка для дуговой сварки | 1989 |
|
SU1660892A2 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для дуговой сварки в защитных газах | 1987 |
|
SU1488154A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1986 |
|
SU1515546A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
Изобретение относится к сварке, в частности к устройствам для сварки плавящимся электродом в среде защит- BOSSuji ногогаза. Цель - улучшение защиты сварочной ванны и очистки скребка сопла и мундштука путем создания по- т ока за щитного газа. Поршень 8 и скребок 12 закреплены на сварочной автоматической установке. Через канал 5 в полость пневмоцилиндра подается сжатый воздух. При этом корпус 1 .пневмоцилиндра с соплом 11 и мундщту- ком 10 перемещается относительно i скребка 12. Скребок 12 очищает -впут- ВОЗдух реннюю поверхность сопла 11 и наруж- ную поверхность мундштука 10 от прилипших к ним в процессе сварки брызг металла. Так как канал 7 для подачи защитного газа размещен в корпусе 1 пневмоцилиндра у начальных витков скребка 12 по касательной к виткам, спирали, то подача СО по этому каналу приводит к образованию вихревого потока, улучшающего защиту сварного шва и обеспечивающего практически полную очистку скребка от продуктов очистки сопла 11 и мундштука 10. 4ил. (Л с: ,А ю 00 сд 4 СП
9аг.2
9u.Z;3
Фиг,
12
| Горелка для дуговой сварки плавящимся электродом | 1982 |
|
SU1080939A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
